Potrebbero piacerti anche
- Directed Energy Deposition of Metals: Standard Guide ForDocumento22 pagineDirected Energy Deposition of Metals: Standard Guide Forwerrte100% (1)
- Updated BLDC Motor Design Course Notes!Documento109 pagineUpdated BLDC Motor Design Course Notes!Bishwajit SinghNessuna valutazione finora
- Guide to Load Analysis for Durability in Vehicle EngineeringDa EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonValutazione: 4 su 5 stelle4/5 (1)
- An Introduction To CNC MachinesDocumento20 pagineAn Introduction To CNC Machinesbulon09100% (1)
- Artificial Intelligience in Mechanical EngineeringDocumento12 pagineArtificial Intelligience in Mechanical Engineering20 Atharv SalunkheNessuna valutazione finora
- Manufacturing Technology: Unit - IDocumento18 pagineManufacturing Technology: Unit - Iapi-271354682100% (1)
- An Introduction To Machine DesignDocumento23 pagineAn Introduction To Machine DesignFauiqe Yousaf100% (1)
- Case StudyDocumento4 pagineCase StudyDibon John SeronNessuna valutazione finora
- Gerotor Pump CFD TutorialDocumento19 pagineGerotor Pump CFD TutorialRajeuv GovindanNessuna valutazione finora
- Process Heating HandbookDocumento114 pagineProcess Heating HandbookclintlakeyNessuna valutazione finora
- Brahmos Aerospace Industrial Visit ReportDocumento15 pagineBrahmos Aerospace Industrial Visit ReportAkhil JaiswalNessuna valutazione finora
- Electron-Beam Welding - AMS 2681Documento10 pagineElectron-Beam Welding - AMS 2681Fredo GamboaNessuna valutazione finora
- EDM, LBM and ECMDocumento30 pagineEDM, LBM and ECMSparsh KatiyarNessuna valutazione finora
- ME2026 Unconventional Machining - PDF.WWW - Chennaiuniversity.net NotesDocumento27 pagineME2026 Unconventional Machining - PDF.WWW - Chennaiuniversity.net NotesSiva Raman100% (1)
- Unconventional Machining Processes C. Devanathan-137-200Documento64 pagineUnconventional Machining Processes C. Devanathan-137-200LokitoPaTlpvRomeroHernandezNessuna valutazione finora
- Ucmp 2 Mark With AnswerDocumento17 pagineUcmp 2 Mark With AnsweranithayesurajNessuna valutazione finora
- Dynamometer Operation and PrinciplesDocumento4 pagineDynamometer Operation and PrinciplesAngel OfrenNessuna valutazione finora
- Project 1 Synchronous MachineDocumento34 pagineProject 1 Synchronous MachineDivya Kumar SharmaNessuna valutazione finora
- Engineering curves II problem set and examplesDocumento8 pagineEngineering curves II problem set and examplesAmarNessuna valutazione finora
- Micro MillingDocumento38 pagineMicro MillingBhushan ChhatreNessuna valutazione finora
- Introduction To Manufacturing Technology - Lecture 7Documento21 pagineIntroduction To Manufacturing Technology - Lecture 7venkat4Nessuna valutazione finora
- Thesis EDM PDFDocumento72 pagineThesis EDM PDFMohamad HarithNessuna valutazione finora
- IIT Roorkee Advanced Manufacturing ProcessesDocumento92 pagineIIT Roorkee Advanced Manufacturing Processesvishal guptaNessuna valutazione finora
- Grommets, Bushings and Cable GlandsDocumento13 pagineGrommets, Bushings and Cable GlandsLukiana AtmanegaraNessuna valutazione finora
- Flange Coupling Lab PDFDocumento25 pagineFlange Coupling Lab PDFAli Raza MalikNessuna valutazione finora
- Conics NotesDocumento12 pagineConics NotesyogeshwaranNessuna valutazione finora
- Gold resistor thickness, width and length calculationDocumento10 pagineGold resistor thickness, width and length calculationyugant7Nessuna valutazione finora
- Conics and CycloidDocumento33 pagineConics and CycloidDiganta BoroNessuna valutazione finora
- A Project Report ON Straight Muffler: Centurion University of Technology and ManagementDocumento31 pagineA Project Report ON Straight Muffler: Centurion University of Technology and ManagementSadhan PadhiNessuna valutazione finora
- Automotive Alloy BookDocumento85 pagineAutomotive Alloy BookSakib Al Razi KhanNessuna valutazione finora
- Mechanical Behavior, Testing, and Manufacturing Properties of MaterialsDocumento35 pagineMechanical Behavior, Testing, and Manufacturing Properties of MaterialsFennyFebrinaNurlitaSariNessuna valutazione finora
- A CFD Model For Orbital Gerotor MotorDocumento13 pagineA CFD Model For Orbital Gerotor Motorkanteron6443Nessuna valutazione finora
- Design of Transmission Systems Question BankDocumento10 pagineDesign of Transmission Systems Question BankDesejo SozinandoNessuna valutazione finora
- HHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Documento14 pagineHHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Bipin BabuNessuna valutazione finora
- Finite Element Method Simulation Lab: Report On Tutorial Problems Submitted in Fulfillment of The Requirements ofDocumento32 pagineFinite Element Method Simulation Lab: Report On Tutorial Problems Submitted in Fulfillment of The Requirements ofAdil RasheedNessuna valutazione finora
- 30 38 Engl PDFDocumento18 pagine30 38 Engl PDFJavad AmnianNessuna valutazione finora
- OAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesDocumento2 pagineOAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesMr.Babu T50% (2)
- Rack and Pinion Steering DesigningDocumento19 pagineRack and Pinion Steering DesigningAudrian Louven Realubit Sabado0% (2)
- Design of Electric Go KartDocumento20 pagineDesign of Electric Go KartChakradhar YadavNessuna valutazione finora
- Ravi Resume PDFDocumento2 pagineRavi Resume PDFRavi Prakash M PNessuna valutazione finora
- Friction Stir Welding GuideDocumento20 pagineFriction Stir Welding GuideCebrac ItatibaNessuna valutazione finora
- M.E BooksDocumento5 pagineM.E BooksPrasoon SurendranNessuna valutazione finora
- 4th Year On Aerodynamics in CarDocumento16 pagine4th Year On Aerodynamics in CarShafahad AnsariNessuna valutazione finora
- Surface EngineeringDocumento43 pagineSurface Engineering10rajNessuna valutazione finora
- 140 TOP electrical engineering transformer questionsDocumento24 pagine140 TOP electrical engineering transformer questionsRangpariya AmitNessuna valutazione finora
- Electrical Actuation SystemDocumento8 pagineElectrical Actuation SystemShriyash KamatNessuna valutazione finora
- Lecture 13 Guidelines For Process SelectionDocumento23 pagineLecture 13 Guidelines For Process Selectionshanur begulajiNessuna valutazione finora
- Rapid PrototypingDocumento23 pagineRapid PrototypingRAIHAN SHAIKHNessuna valutazione finora
- DESIGN - AND - FABRICATION - OF - AUTOMATIC - SPRAY - PAINTING - MACHINE - Ijariie7676 PDFDocumento7 pagineDESIGN - AND - FABRICATION - OF - AUTOMATIC - SPRAY - PAINTING - MACHINE - Ijariie7676 PDFHussain MuslimNessuna valutazione finora
- Vehicle Body Materials PDFDocumento5 pagineVehicle Body Materials PDFAghil BuddyNessuna valutazione finora
- Sme PPT - U6Documento66 pagineSme PPT - U6auatesakibNessuna valutazione finora
- Smart Structures and Materials IntroductionDocumento11 pagineSmart Structures and Materials Introductionvishnu patilNessuna valutazione finora
- Design of Progressive Die for Motor Stator and Rotor Plate StackingDocumento6 pagineDesign of Progressive Die for Motor Stator and Rotor Plate StackingNhan LeNessuna valutazione finora
- Project Title ListDocumento12 pagineProject Title ListShrishant PatilNessuna valutazione finora
- Lecture Notes Set 2 - Designing Mechatronic SystemsDocumento14 pagineLecture Notes Set 2 - Designing Mechatronic SystemsMark AzzopardiNessuna valutazione finora
- Static Analysis of A Bycycle FrameDocumento24 pagineStatic Analysis of A Bycycle FrameADARSH SINGHNessuna valutazione finora
- Precision Polishing of Metal Components - 10-08-20Documento23 paginePrecision Polishing of Metal Components - 10-08-20Optiforms TemeculaNessuna valutazione finora
- Introduction To PCB PDFDocumento18 pagineIntroduction To PCB PDFOviantoNessuna valutazione finora
- Design Optimization of Brushless Permanent Magnet Hub Motor Drive Using FEADocumento5 pagineDesign Optimization of Brushless Permanent Magnet Hub Motor Drive Using FEASuman SahaNessuna valutazione finora
- Radial Drilling MachineDocumento25 pagineRadial Drilling MachinesriNessuna valutazione finora
- Design for additive manufacturing A Clear and Concise ReferenceDa EverandDesign for additive manufacturing A Clear and Concise ReferenceNessuna valutazione finora
- 3d ViewDocumento1 pagina3d ViewAbhishek AroraNessuna valutazione finora
- Lec 20Documento27 pagineLec 20Abhishek AroraNessuna valutazione finora
- Wortsman 1986Documento5 pagineWortsman 1986Abhishek AroraNessuna valutazione finora
- Quick Introduction To Hypermath: D:/Hw110 - 64/Help/Hmath/Hmath - HTM)Documento4 pagineQuick Introduction To Hypermath: D:/Hw110 - 64/Help/Hmath/Hmath - HTM)Abhishek AroraNessuna valutazione finora
- Engineering Fracture Mechanics Stress Field in Mode - 2Documento26 pagineEngineering Fracture Mechanics Stress Field in Mode - 2Abhishek AroraNessuna valutazione finora
- Lec 39Documento29 pagineLec 39Abhishek AroraNessuna valutazione finora
- Lec 37Documento51 pagineLec 37Abhishek AroraNessuna valutazione finora
- DataDocumento4 pagineDataAbhishek AroraNessuna valutazione finora
- Crack Growth Models ExplainedDocumento38 pagineCrack Growth Models ExplainedAbhishek AroraNessuna valutazione finora
- Lec 40Documento33 pagineLec 40Abhishek AroraNessuna valutazione finora
- CTODDocumento30 pagineCTODlucckiiNessuna valutazione finora
- Lec 18Documento22 pagineLec 18Abhishek AroraNessuna valutazione finora
- Lec 37Documento51 pagineLec 37Abhishek AroraNessuna valutazione finora
- Lec 39Documento29 pagineLec 39Abhishek AroraNessuna valutazione finora
- Engineering Fracture Mechanics Prof. K. Ramesh Department of Applied Mechanics Indian Institute of Technology, MadrasDocumento34 pagineEngineering Fracture Mechanics Prof. K. Ramesh Department of Applied Mechanics Indian Institute of Technology, MadrasAbhishek AroraNessuna valutazione finora
- Lec 22Documento35 pagineLec 22Abhishek AroraNessuna valutazione finora
- Lec 17Documento25 pagineLec 17Abhishek AroraNessuna valutazione finora
- Lec 21Documento23 pagineLec 21Abhishek AroraNessuna valutazione finora
- Lec 14Documento28 pagineLec 14Abhishek AroraNessuna valutazione finora
- Engineering Fracture Mechanics Prof. K. Ramesh Department of Applied Mechanics Indian Institute of Technology, MadrasDocumento25 pagineEngineering Fracture Mechanics Prof. K. Ramesh Department of Applied Mechanics Indian Institute of Technology, MadrasAbhishek AroraNessuna valutazione finora
- Lec 17Documento25 pagineLec 17Abhishek AroraNessuna valutazione finora
- Lec 18Documento22 pagineLec 18Abhishek AroraNessuna valutazione finora
- Lec 18Documento22 pagineLec 18Abhishek AroraNessuna valutazione finora
- Engineering Fracture Mechanics Prof. K. Ramesh Department of Applied Mechanics Indian Institute of Technology, MadrasDocumento27 pagineEngineering Fracture Mechanics Prof. K. Ramesh Department of Applied Mechanics Indian Institute of Technology, MadrasAbhishek AroraNessuna valutazione finora
- Engineering Fracture Mechanics Prof. K. Ramesh Department of Applied Mechanics Indian Institute of Technology, MadrasDocumento23 pagineEngineering Fracture Mechanics Prof. K. Ramesh Department of Applied Mechanics Indian Institute of Technology, MadrasAbhishek AroraNessuna valutazione finora
- Lec12 PDFDocumento23 pagineLec12 PDFAbhishek AroraNessuna valutazione finora
- Engineering Fracture Mechanics Concepts ExplainedDocumento24 pagineEngineering Fracture Mechanics Concepts ExplainedAbhishek AroraNessuna valutazione finora
- Video Lecture On Engineering Fracture Mechanics, Prof. K. Ramesh, IIT Madras 1Documento13 pagineVideo Lecture On Engineering Fracture Mechanics, Prof. K. Ramesh, IIT Madras 1Abhishek AroraNessuna valutazione finora
- Engineering Fracture Mechanics Prof. K. Ramesh Department of Applied Mechanics Indian Institute of Technology, MadrasDocumento23 pagineEngineering Fracture Mechanics Prof. K. Ramesh Department of Applied Mechanics Indian Institute of Technology, MadrasAbhishek AroraNessuna valutazione finora
- Video Lecture On Engineering Fracture Mechanics, Prof. K. Ramesh, IIT Madras 1Documento14 pagineVideo Lecture On Engineering Fracture Mechanics, Prof. K. Ramesh, IIT Madras 1Abhishek AroraNessuna valutazione finora
- Electron Beam WeldingDocumento25 pagineElectron Beam Weldingகார்த்திகேயன் ராஜன்Nessuna valutazione finora
- Electron Beam MachiningDocumento9 pagineElectron Beam MachiningductuanvvNessuna valutazione finora
- Welding The Vessel of The FRM-II ReactorDocumento6 pagineWelding The Vessel of The FRM-II ReactorschummerNessuna valutazione finora
- Electron Beam MachiningDocumento7 pagineElectron Beam MachiningDiaz LaksmanaNessuna valutazione finora
- Lecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMDocumento32 pagineLecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMSilentxpire75% (4)
- Electron Beam Machining Processes and ApplicationsDocumento20 pagineElectron Beam Machining Processes and ApplicationsShuvroneil Sinha RoyNessuna valutazione finora
- Electron Beam Welding: Submitted byDocumento13 pagineElectron Beam Welding: Submitted byTanmay WalkeNessuna valutazione finora
- Thin Film Deposition Techniques: Thermal Evaporation and Pulsed Laser DepositionDocumento35 pagineThin Film Deposition Techniques: Thermal Evaporation and Pulsed Laser DepositionMuhammad BalyanNessuna valutazione finora
- Electron Beam MachiningDocumento5 pagineElectron Beam MachiningpapupassNessuna valutazione finora
- Tugas Metalurgi Las - Heat Flow in WeldingDocumento4 pagineTugas Metalurgi Las - Heat Flow in WeldingRhidiyan Waroko100% (4)
- 2004 09 MedPhys - Schardt RotatingVesselXrayTube PDFDocumento8 pagine2004 09 MedPhys - Schardt RotatingVesselXrayTube PDFahmed_galal_waly1056Nessuna valutazione finora
- Drilling: Precise Drilling With Electron BeamsDocumento4 pagineDrilling: Precise Drilling With Electron BeamsAleksandarIvankovićNessuna valutazione finora
- Sem Atoz AllDocumento32 pagineSem Atoz AllIbrahim Zainal AbidinNessuna valutazione finora
- Electron Beam MachiningDocumento9 pagineElectron Beam MachiningYunitha RatnadillaNessuna valutazione finora
- Electron Beam MachiningDocumento19 pagineElectron Beam MachiningHarshal NilNessuna valutazione finora
- Health Hazard & Biological Effects of Welding Fumes & GasesDocumento620 pagineHealth Hazard & Biological Effects of Welding Fumes & Gasesakubestlah100% (2)
- Welding of Thin Molybdenum Sheets by Ebw and Gtaw: KOLARIKOVA, M (Arie) KOLARIK, L (Adislav) & VONDROUS, P (Etr)Documento4 pagineWelding of Thin Molybdenum Sheets by Ebw and Gtaw: KOLARIKOVA, M (Arie) KOLARIK, L (Adislav) & VONDROUS, P (Etr)Dinh ToanNessuna valutazione finora
- Seminar On Non Conventional MachiningDocumento34 pagineSeminar On Non Conventional MachiningMohit Gulati60% (5)
- EM RatioDocumento4 pagineEM RatioDonald Ng Jer YiNessuna valutazione finora
- Unconventional Machining Methods Like EBM and LBMDocumento20 pagineUnconventional Machining Methods Like EBM and LBMVaibhav KakkarNessuna valutazione finora
- Abrasive Flow MachiningDocumento28 pagineAbrasive Flow MachiningsnvijayanNessuna valutazione finora
- Notes On Electron Beam Machining (EBM)Documento3 pagineNotes On Electron Beam Machining (EBM)Arafat MohamedNessuna valutazione finora
- Progress in Joining of Advanced MaterialsDocumento44 pagineProgress in Joining of Advanced MaterialsArun KumarNessuna valutazione finora
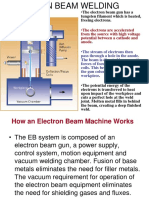
- Tungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has ADocumento13 pagineTungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has APrashant PuriNessuna valutazione finora
- Electron BeamDocumento13 pagineElectron BeamAbhay PrakashNessuna valutazione finora