Potrebbero piacerti anche
- Calcined CokeDocumento10 pagineCalcined Cokesantu_23Nessuna valutazione finora
- Hydrogen and Syngas Production and Purification TechnologiesDa EverandHydrogen and Syngas Production and Purification TechnologiesNessuna valutazione finora
- Thermal CrackingDocumento24 pagineThermal Crackingmihir kumar100% (1)
- Thermal CrackingDocumento24 pagineThermal Crackingmihir kumar100% (1)
- CHET 1710 Petroleum Processing Technology Syllabus (PetroRabigh)Documento9 pagineCHET 1710 Petroleum Processing Technology Syllabus (PetroRabigh)Rafique Ahmed AbroNessuna valutazione finora
- RFCC Oper.Documento57 pagineRFCC Oper.sem100% (2)
- Petroleum Engineering Job Interview Questions and AnswersDocumento55 paginePetroleum Engineering Job Interview Questions and AnswersAxel mikeNessuna valutazione finora
- Lec 4Documento7 pagineLec 4اسامه عمر عثمانNessuna valutazione finora
- Petrochem 10 - SEM 1 12-13Documento40 paginePetrochem 10 - SEM 1 12-13Saifuddin AzizNessuna valutazione finora
- BTX SeparationDocumento21 pagineBTX Separationhhhhosh100% (2)
- HPCL-Mittal Pipelines Limited fire equipment listDocumento2 pagineHPCL-Mittal Pipelines Limited fire equipment listvarunkumar415Nessuna valutazione finora
- Characterization Factors: Evaluation of Oil StockDocumento65 pagineCharacterization Factors: Evaluation of Oil StockHasan AsifNessuna valutazione finora
- Refinery Planning and Optimation Using Linear ProgrammingDocumento11 pagineRefinery Planning and Optimation Using Linear ProgrammingSenthil Kumar100% (2)
- Unit-02 Petroleum Process I-IVDocumento143 pagineUnit-02 Petroleum Process I-IVMayank KoparkarNessuna valutazione finora
- Sesi 1 PDFDocumento65 pagineSesi 1 PDFHarsanoJayadiNessuna valutazione finora
- Guide To Refinery ProcessDocumento131 pagineGuide To Refinery Processvazzoleralex6884100% (2)
- Coke Formation in The Thermal CrackinDocumento7 pagineCoke Formation in The Thermal Crackinfaez100% (1)
- Crude Oil Distillation: Course: Chemical Technology (Organic) Module VIDocumento10 pagineCrude Oil Distillation: Course: Chemical Technology (Organic) Module VIapi-256504985Nessuna valutazione finora
- 6 - AlkylationDocumento90 pagine6 - AlkylationAn Lê TrườngNessuna valutazione finora
- MBSO805D - Understanding - Petrochemical - Business PDFDocumento226 pagineMBSO805D - Understanding - Petrochemical - Business PDFAnaruzzaman SheikhNessuna valutazione finora
- Composition Gas OilDocumento14 pagineComposition Gas OilRavikant KumarNessuna valutazione finora
- Alkylation Process OverviewDocumento7 pagineAlkylation Process OverviewVasthadu Vasu Khanan DLNessuna valutazione finora
- Major Engineering ProblemsDocumento5 pagineMajor Engineering ProblemsaathiraNessuna valutazione finora
- 06 Delayed CokingDocumento39 pagine06 Delayed Cokingmujeeb84Nessuna valutazione finora
- Petroleum Technology Two MarkDocumento26 paginePetroleum Technology Two Markdhanagopal saiNessuna valutazione finora
- Material BalanceDocumento58 pagineMaterial BalanceAnonymous zWnXYeFkdk50% (2)
- Hydro-Treatment Processes: Kerosene Hydrotreatment (KHT) ProcessDocumento3 pagineHydro-Treatment Processes: Kerosene Hydrotreatment (KHT) ProcessDavinci Leonardo100% (3)
- Thermal and catalytic conversion processes for hydrocarbon crackingDocumento54 pagineThermal and catalytic conversion processes for hydrocarbon crackingSaiPavanNessuna valutazione finora
- FCC Lightcycle OilDocumento25 pagineFCC Lightcycle OilMallela Sampath KumarNessuna valutazione finora
- Lecture 4 Reflux Ratio and Column DesignDocumento13 pagineLecture 4 Reflux Ratio and Column DesignMohammedTalib100% (1)
- Pygas (Pyrolysis Gasoline)Documento5 paginePygas (Pyrolysis Gasoline)sanjeevvange100% (1)
- Fluid Catalytic Cracking and HydrocrackingDocumento31 pagineFluid Catalytic Cracking and HydrocrackingIntanti Mulana PutriNessuna valutazione finora
- Ethylene and Acetylene PlantDocumento405 pagineEthylene and Acetylene Plantkatamani temple75% (4)
- 9783319395913Documento214 pagine9783319395913iki292100% (1)
- Global Refinery Shutdown Roundup SampleDocumento71 pagineGlobal Refinery Shutdown Roundup SampleFGINTERNATIONALNessuna valutazione finora
- Gasoline PropertiesDocumento6 pagineGasoline PropertiesbahadorNessuna valutazione finora
- Predictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyDocumento57 paginePredictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyGhazanfer AliNessuna valutazione finora
- Distillation-Assignemnt 2Documento14 pagineDistillation-Assignemnt 2Sohail ZafarNessuna valutazione finora
- Methanol To OlefinDocumento198 pagineMethanol To OlefinHamed MolaviNessuna valutazione finora
- Catalytic Reforming Unit (Cru/Ccru)Documento60 pagineCatalytic Reforming Unit (Cru/Ccru)Harish GojiyaNessuna valutazione finora
- Catalytic Hydration Method To Produce Ethanol From EthyleneDocumento2 pagineCatalytic Hydration Method To Produce Ethanol From Ethylenejan100% (1)
- Alkylation and Polymerization ProcessDocumento61 pagineAlkylation and Polymerization ProcessWan Afiff100% (2)
- Distillation TypesDocumento34 pagineDistillation TypesJoshua Johnson100% (1)
- PH - Acidity H2S Level Temperature Duration of Exposure Nature of The MaterialDocumento9 paginePH - Acidity H2S Level Temperature Duration of Exposure Nature of The Materialhardik5818Nessuna valutazione finora
- Catalytic Reforming Process (Naphta)Documento29 pagineCatalytic Reforming Process (Naphta)Saj BhaiNessuna valutazione finora
- Material balance reaction compound formingDocumento87 pagineMaterial balance reaction compound formingDanang Präbowo100% (2)
- BTXDocumento18 pagineBTXnabilahNessuna valutazione finora
- Ethylene OxideDocumento12 pagineEthylene Oxideapi-3838921100% (1)
- Ethylene Production by Naphtha Cracking TechnologyDocumento6 pagineEthylene Production by Naphtha Cracking TechnologyHina IbrahimNessuna valutazione finora
- Petrochemicals: Petrochemicals Are Chemical Products Made From TheDocumento3 paginePetrochemicals: Petrochemicals Are Chemical Products Made From TheRaj Sunil KandregulaNessuna valutazione finora
- Cyclar LPG to Aromatics ProcessDocumento30 pagineCyclar LPG to Aromatics ProcessAlekhya Bandaru0% (1)
- Hydrotreating Amine Treating & Sulphur Recovery: PetroDocumento8 pagineHydrotreating Amine Treating & Sulphur Recovery: PetroIlham HakimNessuna valutazione finora
- What Is The Mass Fraction of Insoluble 2. How Many Ideal Stages Are Required?Documento2 pagineWhat Is The Mass Fraction of Insoluble 2. How Many Ideal Stages Are Required?Rojen YuriNessuna valutazione finora
- CEPSA Good Reference For ZeoliteDocumento29 pagineCEPSA Good Reference For Zeolitedie_1Nessuna valutazione finora
- AnalDocumento163 pagineAnalMilan MoradiyaNessuna valutazione finora
- Process Design For The Production of Ethylene From EthanolDocumento145 pagineProcess Design For The Production of Ethylene From EthanolAditya ChameNessuna valutazione finora
- Production of Acrylonitrile by Ammoxidation of PropyleneDocumento33 pagineProduction of Acrylonitrile by Ammoxidation of PropyleneJ José B VelasquezNessuna valutazione finora
- Fluid Catalytic CrackingDocumento20 pagineFluid Catalytic CrackingSandeep KumarNessuna valutazione finora
- Quiz Mohd Rafiq Mohd ZubirDocumento11 pagineQuiz Mohd Rafiq Mohd ZubirMohd RafiqNessuna valutazione finora
- Pre Lecture Note Module 1 7th Sem 1600932959Documento18 paginePre Lecture Note Module 1 7th Sem 1600932959Arunodhaya NNessuna valutazione finora
- L - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocumento23 pagineL - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyNessuna valutazione finora
- Question Bank RefineryDocumento2 pagineQuestion Bank RefineryDanyal Rizvi100% (1)
- Solvent extraction optimizes lube oil fractionsDocumento7 pagineSolvent extraction optimizes lube oil fractionsarpit thukralNessuna valutazione finora
- Ethylene ProductionDocumento7 pagineEthylene Productionaiman naim100% (1)
- Advances in The OCC Process For Propylene ProductionDocumento6 pagineAdvances in The OCC Process For Propylene ProductionAngel Richard MamaniNessuna valutazione finora
- FYDP Final Report G13 PDFDocumento30 pagineFYDP Final Report G13 PDFJeanette Hong May Hurn0% (1)
- PFD-Raw material storage to VCM purificationDocumento4 paginePFD-Raw material storage to VCM purificationkimulienNessuna valutazione finora
- Industrial Catalytic Processes for Phenol ProductionDocumento15 pagineIndustrial Catalytic Processes for Phenol ProductionUzair WahidNessuna valutazione finora
- 18CH036 Hydrotreating ProcessDocumento17 pagine18CH036 Hydrotreating ProcessSuleka RanasingheNessuna valutazione finora
- Introduction To Gas EngineeringDocumento34 pagineIntroduction To Gas EngineeringArslanQureshiNessuna valutazione finora
- Internship Report BYCODocumento24 pagineInternship Report BYCOGhazanferAli100% (1)
- Lect FractionizationDocumento57 pagineLect Fractionizationraja.mtNessuna valutazione finora
- CATALYTIC REFORMING by KhurramDocumento23 pagineCATALYTIC REFORMING by KhurramSarhad Ahmed100% (3)
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsDa EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNessuna valutazione finora
- CIN: U66000MH2014PLC260291, Registered Office: 27 BKC, C 27, G Block, Bandra Kurla Complex, Bandra East, Mumbai 400051. Maharashtra, IndiaDocumento6 pagineCIN: U66000MH2014PLC260291, Registered Office: 27 BKC, C 27, G Block, Bandra Kurla Complex, Bandra East, Mumbai 400051. Maharashtra, Indiavarunkumar415Nessuna valutazione finora
- CIN: U66000MH2014PLC260291, Registered Office: 27 BKC, C 27, G Block, Bandra Kurla Complex, Bandra East, Mumbai 400051. Maharashtra, IndiaDocumento6 pagineCIN: U66000MH2014PLC260291, Registered Office: 27 BKC, C 27, G Block, Bandra Kurla Complex, Bandra East, Mumbai 400051. Maharashtra, Indiavarunkumar415Nessuna valutazione finora
- Rinl PDFDocumento7 pagineRinl PDFskyway travels gunturNessuna valutazione finora
- HPCL LocationsDocumento1 paginaHPCL Locationsvarunkumar415Nessuna valutazione finora
- QRA scope for liquid fuel storageDocumento3 pagineQRA scope for liquid fuel storagevarunkumar415100% (1)
- Checklist ERDMP 100919Documento3 pagineChecklist ERDMP 100919varunkumar415Nessuna valutazione finora
- Gmail - (Payment Receipt) Booking Checked-Out - OYO 2756 Hotel Virasat - Booking No. - DVEM5189Documento1 paginaGmail - (Payment Receipt) Booking Checked-Out - OYO 2756 Hotel Virasat - Booking No. - DVEM5189varunkumar415100% (1)
- A HAZOP With MCDM Based Risk-Assessment Approach: Focusing On The Deviations With Economic A Process IndustryDocumento29 pagineA HAZOP With MCDM Based Risk-Assessment Approach: Focusing On The Deviations With Economic A Process IndustryIsmail ŞahbazNessuna valutazione finora
- 11052015isw1q5twrapideiareport PDFDocumento272 pagine11052015isw1q5twrapideiareport PDFvarunkumar415Nessuna valutazione finora
- Rinl PDFDocumento7 pagineRinl PDFskyway travels gunturNessuna valutazione finora
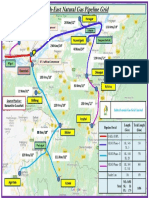
- Negg Pipeline 1024x766Documento1 paginaNegg Pipeline 1024x766varunkumar415Nessuna valutazione finora
- Application NCLDocumento1 paginaApplication NCLvarunkumar415Nessuna valutazione finora
- DisclosureDocumento1 paginaDisclosurevarunkumar415Nessuna valutazione finora
- Tank MSDocumento47 pagineTank MSvarunkumar415Nessuna valutazione finora
- Job Safety Analysis of Major Hazards and Failure Cases in LPG Bottling PlantsDocumento1 paginaJob Safety Analysis of Major Hazards and Failure Cases in LPG Bottling Plantsvarunkumar415Nessuna valutazione finora
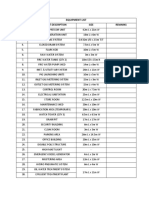
- Gas Compressor Equipment ListDocumento2 pagineGas Compressor Equipment Listvarunkumar415Nessuna valutazione finora
- ROLES & ResposibilitirsDocumento3 pagineROLES & Resposibilitirsvarunkumar415Nessuna valutazione finora
- Fault Tree PDFDocumento1 paginaFault Tree PDFvarunkumar415Nessuna valutazione finora
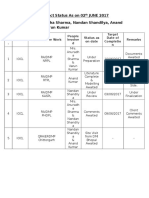
- Project Status RADMP25032017Documento1 paginaProject Status RADMP25032017varunkumar415Nessuna valutazione finora
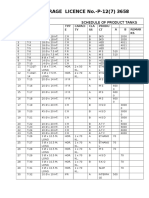
- Schedule of Product Tanks (Solapur)Documento2 pagineSchedule of Product Tanks (Solapur)varunkumar415Nessuna valutazione finora
- No flow into tanks or from pipeline due to blockages or empty tanksDocumento1 paginaNo flow into tanks or from pipeline due to blockages or empty tanksvarunkumar415Nessuna valutazione finora
- Jee-2011 BrochureDocumento26 pagineJee-2011 Brochurevarunkumar415Nessuna valutazione finora
- Schedule of Product Tanks (Solapur)Documento2 pagineSchedule of Product Tanks (Solapur)varunkumar415Nessuna valutazione finora
- Definitions - Topic 8 Fuels and Earth Science - Edexcel Chemistry GCSEDocumento2 pagineDefinitions - Topic 8 Fuels and Earth Science - Edexcel Chemistry GCSEsamNessuna valutazione finora
- 10 1021@acs Energyfuels 6b01868Documento9 pagine10 1021@acs Energyfuels 6b01868Farah Talib Al-sudaniNessuna valutazione finora
- Fluidized Bed Systems: A Review: January 2007Documento37 pagineFluidized Bed Systems: A Review: January 2007Rahul mishraNessuna valutazione finora
- Traditional Energy: Fossil FuelsDocumento34 pagineTraditional Energy: Fossil FuelsMohammed Al-OdatNessuna valutazione finora
- Aspen Elearning: CatalogDocumento122 pagineAspen Elearning: Catalogokky wddNessuna valutazione finora
- Statistical Analysis of FCCU Data To Monitor and Optimize Unit PerformanceDocumento4 pagineStatistical Analysis of FCCU Data To Monitor and Optimize Unit Performancesaleh4060Nessuna valutazione finora
- ValeroDocumento6 pagineValeroezaman73Nessuna valutazione finora
- Useful Products from Crude Oil GCSE GuideDocumento5 pagineUseful Products from Crude Oil GCSE GuideSyed AbrarNessuna valutazione finora
- PetroFCC Petro Feedstock ProdDocumento2 paginePetroFCC Petro Feedstock ProdJoshua JordanNessuna valutazione finora
- Processing of Heavy OilsDocumento9 pagineProcessing of Heavy Oilsmohammed salmanNessuna valutazione finora
- Energy notesSL and NumericalDocumento51 pagineEnergy notesSL and NumericalJayakumar SankaranNessuna valutazione finora
- How Can We Raise Butanes Production From Our FCC UnitDocumento2 pagineHow Can We Raise Butanes Production From Our FCC UnitBIBLIOTECA TECNICA 3J100% (1)
- Analisa Lifetime Katalis Pada Reaktor Fix Bed Di CDocumento9 pagineAnalisa Lifetime Katalis Pada Reaktor Fix Bed Di C2010814220043Nessuna valutazione finora
- Instrumentation Part1omkarDocumento173 pagineInstrumentation Part1omkaromkarvadlooriNessuna valutazione finora
- Sidang EdraDocumento29 pagineSidang EdraVina RosianaNessuna valutazione finora
- The Houdry Process: Transforming Crude Oil Into GasolineDocumento5 pagineThe Houdry Process: Transforming Crude Oil Into GasolineermiasNessuna valutazione finora