Potrebbero piacerti anche
- Wire DrawingDocumento4 pagineWire DrawingVenkat KrishnaNessuna valutazione finora
- Types of Drawing Process-Wire Drawing, Rod Drawing and Tube DrawingDocumento12 pagineTypes of Drawing Process-Wire Drawing, Rod Drawing and Tube DrawingMr.N.S. NateshNessuna valutazione finora
- Forming V1Documento32 pagineForming V1Walid DamoniNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Rolling Extrusion & DrawingDocumento52 pagineRolling Extrusion & DrawingSpidyNessuna valutazione finora
- Rolling (Bulk Deformation Process)Documento27 pagineRolling (Bulk Deformation Process)Kazal ArefinNessuna valutazione finora
- Continuous Casting and Mould Level ControlDocumento15 pagineContinuous Casting and Mould Level Controlsalvador2meNessuna valutazione finora
- Slit Rolling TechnologyDocumento6 pagineSlit Rolling Technologyeng_ahmedkassemNessuna valutazione finora
- 03 - Rolling of MetalsDocumento61 pagine03 - Rolling of MetalsAbhishek SinhaNessuna valutazione finora
- Yield Improvement Steel Castings PDFDocumento321 pagineYield Improvement Steel Castings PDFMy Dad My WorldNessuna valutazione finora
- Steel CleanlinessDocumento22 pagineSteel Cleanlinessdrbeyer100% (1)
- Proses Manufaktur - Fundamental of Metal FormingDocumento35 pagineProses Manufaktur - Fundamental of Metal FormingAnatolium IrgrandeNessuna valutazione finora
- Dieless Wire DrawingDocumento8 pagineDieless Wire DrawingRohit GothwalNessuna valutazione finora
- Billet Defects - Pinhole and Blowhole Formation, Prevention and Evolution PDFDocumento10 pagineBillet Defects - Pinhole and Blowhole Formation, Prevention and Evolution PDFSebastian KrdnasNessuna valutazione finora
- Theory of Skin Passing Following Annealing, CoilsDocumento2 pagineTheory of Skin Passing Following Annealing, Coilsswarup_mukhopadhyay75% (8)
- Rolling of MetalsDocumento28 pagineRolling of MetalsSaiful Islam100% (1)
- Tramp Elements and Billet CarckingDocumento7 pagineTramp Elements and Billet CarckingOmar TahaNessuna valutazione finora
- Seam DefectDocumento4 pagineSeam DefectPatrick Dominguez100% (2)
- New Instructions Manual - New (30-06-2022)Documento19 pagineNew Instructions Manual - New (30-06-2022)rarhi.krish8480Nessuna valutazione finora
- Rolling Lab PresentationDocumento35 pagineRolling Lab PresentationNareshNessuna valutazione finora
- RollingDocumento3 pagineRollingMuhammad YasirNessuna valutazione finora
- CH 6-Cooling and Solidification of CastingDocumento33 pagineCH 6-Cooling and Solidification of CastingGosaye Desalegn100% (1)
- A New Method For Roll Pass Design Optimi PDFDocumento12 pagineA New Method For Roll Pass Design Optimi PDFFarooq Ameer Jordan WalaNessuna valutazione finora
- Extrusion ProcessDocumento24 pagineExtrusion Processchris mushunjeNessuna valutazione finora
- Unit - Iii: Metal Forming ProcessesDocumento63 pagineUnit - Iii: Metal Forming ProcessesRohith RoNessuna valutazione finora
- Slide 4 Casting Defects and Heat TreatmentDocumento58 pagineSlide 4 Casting Defects and Heat TreatmentgunjanNessuna valutazione finora
- Casting Defects in SteelsDocumento4 pagineCasting Defects in SteelsShamsur Rahman Russell100% (1)
- Casting Defects - Sand Mold, Metal Casting PDFDocumento10 pagineCasting Defects - Sand Mold, Metal Casting PDFAbhinav Pratap MauryaNessuna valutazione finora
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Documento16 pagineCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNessuna valutazione finora
- Deep DrawingDocumento4 pagineDeep DrawingSsk RogueNessuna valutazione finora
- Metallurgy of Continiuous Casting Technology PDFDocumento20 pagineMetallurgy of Continiuous Casting Technology PDFRadi GoharNessuna valutazione finora
- Centrifugal Casting (8-20)Documento20 pagineCentrifugal Casting (8-20)Rabindra DashNessuna valutazione finora
- Sheet MATALDocumento9 pagineSheet MATALSunil KumarNessuna valutazione finora
- Roll ForgingDocumento6 pagineRoll ForgingSaptarshi SinhaNessuna valutazione finora
- Rolling (Metalworking) : Roller MillDocumento45 pagineRolling (Metalworking) : Roller MilldnyaneshwarNessuna valutazione finora
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Da EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Nessuna valutazione finora
- Analsis of Wire Drawing MachineDocumento15 pagineAnalsis of Wire Drawing MachineCallistus Agu100% (1)
- Heat TreatmentDocumento59 pagineHeat TreatmentINSTECH Consulting100% (1)
- Lecture 6 Wire DrawingDocumento45 pagineLecture 6 Wire Drawingisrael100% (2)
- Metallurgical Defects of Cast Steel: SeminarDocumento26 pagineMetallurgical Defects of Cast Steel: SeminarAndré RibeiroNessuna valutazione finora
- Hot Rolled SlittingDocumento4 pagineHot Rolled SlittingVikas SinghNessuna valutazione finora
- MD Design ConsiderationDocumento18 pagineMD Design ConsiderationjhpatelNessuna valutazione finora
- Tundish Inclusion ArrestDocumento71 pagineTundish Inclusion ArrestAmiy SrivastavaNessuna valutazione finora
- Rolling: Metal Working ProcessDocumento63 pagineRolling: Metal Working ProcessRohit SinghalNessuna valutazione finora
- Lec 6 Extrusion Metal WorkingDocumento29 pagineLec 6 Extrusion Metal WorkingSidra SaeedNessuna valutazione finora
- Continuous CastingDocumento11 pagineContinuous CastingakritiNessuna valutazione finora
- Heat TreatmentDocumento2 pagineHeat TreatmentAnonymous XClYkdKyNessuna valutazione finora
- Scale-Free Reheating PDFDocumento2 pagineScale-Free Reheating PDFAgustine SetiawanNessuna valutazione finora
- Design of Components With Casting ConsiderationsDocumento49 pagineDesign of Components With Casting ConsiderationsOrville SutariNessuna valutazione finora
- Hot Rolled Steel SheetDocumento38 pagineHot Rolled Steel Sheetkhwanta-bta100% (4)
- Automated Coil Trimming System For Wire Rod Mills in The Digital EraDocumento10 pagineAutomated Coil Trimming System For Wire Rod Mills in The Digital EraJJNessuna valutazione finora
- Development of New Feeding-Distance RulesDocumento25 pagineDevelopment of New Feeding-Distance RulesHumberto Suarez LiscaNessuna valutazione finora
- Chapter 11 (Foundry Modernization and Mechanization) 2003Documento10 pagineChapter 11 (Foundry Modernization and Mechanization) 2003gere33% (3)
- Mechanics of Cold Rolling of Thin StripDocumento25 pagineMechanics of Cold Rolling of Thin StripcristobalmonopeluoNessuna valutazione finora
- Casting DefectDocumento90 pagineCasting DefectNayan PatelNessuna valutazione finora
- MachinabilityDocumento5 pagineMachinabilityAshwin KumarNessuna valutazione finora
- Manufacturing Process 1 2Documento70 pagineManufacturing Process 1 2MD Al-Amin100% (1)
- Training ModuleDocumento44 pagineTraining ModulegereNessuna valutazione finora
- Introduction To Properties of Materials: Badi 1 John Errington MSCDocumento42 pagineIntroduction To Properties of Materials: Badi 1 John Errington MSCgereNessuna valutazione finora
- CH 4Documento6 pagineCH 4gereNessuna valutazione finora
- Aner Ben-Artzi - Columbia University Ravi Ramamoorthi - Columbia University Maneesh Agrawala - Microsoft ResearchDocumento1 paginaAner Ben-Artzi - Columbia University Ravi Ramamoorthi - Columbia University Maneesh Agrawala - Microsoft ResearchgereNessuna valutazione finora
- Diffusion in Solids 3Rd Phase TransportDocumento41 pagineDiffusion in Solids 3Rd Phase TransportgereNessuna valutazione finora
- Diffusion in Solids 3Rd Phase TransportDocumento41 pagineDiffusion in Solids 3Rd Phase TransportgereNessuna valutazione finora
- Y. H. ChienDocumento8 pagineY. H. ChiengereNessuna valutazione finora
- Corrosion Testing and MonitoringDocumento25 pagineCorrosion Testing and MonitoringgereNessuna valutazione finora
- Chapter 2Documento31 pagineChapter 2gereNessuna valutazione finora
- (Alan Lawley) International Journal of Powder MetaDocumento86 pagine(Alan Lawley) International Journal of Powder MetagereNessuna valutazione finora
- Physical Metallurgy MM - 4151: Submited To Kasahun EliyasDocumento15 paginePhysical Metallurgy MM - 4151: Submited To Kasahun EliyasgereNessuna valutazione finora
- Indian Railways MIG Wire Technical RequirementsDocumento17 pagineIndian Railways MIG Wire Technical RequirementsJoherNessuna valutazione finora
- Sector Die CatalogueDocumento3 pagineSector Die CatalogueAHMED YOUSEF100% (1)
- Ashish ShubhDocumento96 pagineAshish ShubhShubhendu SinghNessuna valutazione finora
- Lubrication Solutions For Wire DrawingDocumento11 pagineLubrication Solutions For Wire DrawingTịch Mịch100% (1)
- Loop Laying HeadDocumento21 pagineLoop Laying HeadHarsha Reddy100% (4)
- DPR RajkotDocumento32 pagineDPR RajkotGaurav VaghelaNessuna valutazione finora
- Wire BreaksDocumento23 pagineWire BreaksAnderson LeitzkeNessuna valutazione finora
- Wire Drawing FormulasDocumento17 pagineWire Drawing Formulasdofan thrimavithanaNessuna valutazione finora
- 01 Brochure - Plants For Tire Cord - Bead Wire - Hose Wire - Staple Wire - Wire RopeDocumento12 pagine01 Brochure - Plants For Tire Cord - Bead Wire - Hose Wire - Staple Wire - Wire RopeYahyaMoummouNessuna valutazione finora
- Ram Training ReportsDocumento31 pagineRam Training ReportsmanuNessuna valutazione finora
- Wire Drawing: Group 3Documento6 pagineWire Drawing: Group 3Pratik AcharyaNessuna valutazione finora
- Project Report On Mig Co2 WireDocumento5 pagineProject Report On Mig Co2 WireEIRI Board of Consultants and PublishersNessuna valutazione finora
- Dieless Wire DrawingDocumento8 pagineDieless Wire DrawingRohit GothwalNessuna valutazione finora
- Manufacturing LectureDocumento43 pagineManufacturing Lecturemohtram1037Nessuna valutazione finora
- MW Wiretec PVT - LTD.: Quality Assurance Plan Section C' Process Flow Chart-MIG Wire ISO 9001:2015Documento7 pagineMW Wiretec PVT - LTD.: Quality Assurance Plan Section C' Process Flow Chart-MIG Wire ISO 9001:2015Våïbhäv Çhåühåñ100% (1)
- Wire DrawingDocumento2 pagineWire DrawingSupachai Sottibumpen100% (1)
- BY Akash Samanta 4 YR Ee, Gnit.: Free Powerpoint Templates Free Powerpoint TemplatesDocumento13 pagineBY Akash Samanta 4 YR Ee, Gnit.: Free Powerpoint Templates Free Powerpoint Templateskrunal07786Nessuna valutazione finora
- Some Tips About The Classification of Wire Breakages Part A - 2012 PDFDocumento2 pagineSome Tips About The Classification of Wire Breakages Part A - 2012 PDFNabeel Ameer100% (1)
- Die Design B11 PDFDocumento14 pagineDie Design B11 PDFநளின் கான்Nessuna valutazione finora
- Assignment01 PPT57Documento15 pagineAssignment01 PPT57Usman AhmedNessuna valutazione finora
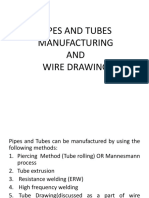
- Pipe and Tube Manufacturing and Wire - Tube Drawing-1Documento51 paginePipe and Tube Manufacturing and Wire - Tube Drawing-1jayNessuna valutazione finora
- Interwire 2017 and Wire Russia 2017: Show PreviewsDocumento28 pagineInterwire 2017 and Wire Russia 2017: Show PreviewsQC ĐNNessuna valutazione finora
- Nano-Dies For Cable Compacting - Why Do They Work?Documento2 pagineNano-Dies For Cable Compacting - Why Do They Work?Chaitanya ShakyaNessuna valutazione finora
- Extrusion Fig Q A AnalysisDocumento13 pagineExtrusion Fig Q A AnalysisRavinder AntilNessuna valutazione finora
- Metal Forming Lubricants: Wire Drawing Cold Forming Sheet Metal Forming RollingDocumento7 pagineMetal Forming Lubricants: Wire Drawing Cold Forming Sheet Metal Forming RollingNokiabhre WijayaNessuna valutazione finora
- Wire and Bar DrawingDocumento6 pagineWire and Bar DrawingPrincess NobleNessuna valutazione finora
- 3.1-T.C.Dies PDFDocumento6 pagine3.1-T.C.Dies PDFYahyaMoummouNessuna valutazione finora
- Ravi UltracabDocumento7 pagineRavi UltracabRavi PatelNessuna valutazione finora
- Usha MartinDocumento20 pagineUsha Martinrajiv ranjanNessuna valutazione finora