Potrebbero piacerti anche
- Kaeser Compressor Sigma Control ManualDocumento154 pagineKaeser Compressor Sigma Control Manualsancsa_7483% (12)
- Manual H 001Documento87 pagineManual H 001Joel Armando NoriegaNessuna valutazione finora
- Heat ExchangerDocumento17 pagineHeat ExchangerMedariTrinadh100% (2)
- Yarns: Types and CharacteristicsDocumento32 pagineYarns: Types and Characteristicskartika ranaNessuna valutazione finora
- Textile Production Methods ExplainedDocumento15 pagineTextile Production Methods ExplainedMuhammad Usama WaseemNessuna valutazione finora
- Pocket Guide To Brick ConstructionsDocumento130 paginePocket Guide To Brick ConstructionsLeontin Leon100% (3)
- Information On Different Needle Constructions and Needle ManufacturesDocumento6 pagineInformation On Different Needle Constructions and Needle ManufacturesDilina De SilvaNessuna valutazione finora
- Reverse Dial Indicator MethodDocumento14 pagineReverse Dial Indicator MethodvinothenergyNessuna valutazione finora
- Advances in Weaving Technol...Documento9 pagineAdvances in Weaving Technol...Fabric Club100% (1)
- Knitting Technology: A Comprehensive Handbook and Practical GuideDa EverandKnitting Technology: A Comprehensive Handbook and Practical GuideValutazione: 3.5 su 5 stelle3.5/5 (3)
- Indian Journal Examines Spirality in Weft-Knitted FabricsDocumento5 pagineIndian Journal Examines Spirality in Weft-Knitted FabricsObak Prithibi100% (1)
- Kniting FabricDocumento40 pagineKniting FabricNguyễn Công ThoạiNessuna valutazione finora
- Carr and Latham's Technology of Clothing ManufactureDa EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerValutazione: 4 su 5 stelle4/5 (1)
- Corrosion in Crude Distillation Overhead System A ReviewDocumento10 pagineCorrosion in Crude Distillation Overhead System A ReviewSalem GarrabNessuna valutazione finora
- Valorizing Spent Coffee GroundsDocumento15 pagineValorizing Spent Coffee GroundsJorge ZapataNessuna valutazione finora
- Circular KnittingDocumento13 pagineCircular KnittingZahid HossainNessuna valutazione finora
- Friction SpinningDocumento39 pagineFriction SpinningPåñdît ẞhyãmãñtãk MãñîNessuna valutazione finora
- Textile Finishing: Recent Developments and Future TrendsDa EverandTextile Finishing: Recent Developments and Future TrendsNessuna valutazione finora
- STAPLE AND FILAMENT YARN SPINNINGDocumento24 pagineSTAPLE AND FILAMENT YARN SPINNINGagga1111Nessuna valutazione finora
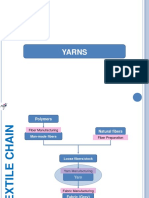
- Textile Yarn Manufacturing ProcessDocumento21 pagineTextile Yarn Manufacturing ProcessLAXMAN SINGH SANKHLANessuna valutazione finora
- Sym Euro MX 125 (EN)Documento193 pagineSym Euro MX 125 (EN)manualsym0% (1)
- Recent Development of Circular KnittingDocumento32 pagineRecent Development of Circular KnittingHarshitha A100% (1)
- Finishing TextilesDocumento202 pagineFinishing TextilesvasilicapNessuna valutazione finora
- Properties of Textile Fibres - EOTDocumento11 pagineProperties of Textile Fibres - EOTP. LakshmanakanthNessuna valutazione finora
- Seamless TechnologyDocumento6 pagineSeamless TechnologyBéchir AzzouzNessuna valutazione finora
- The Jacquard Machine Analyzed and Explained: With an appendix on the preparation of jacquard cards, and practical hints to learners of jacquard designingDa EverandThe Jacquard Machine Analyzed and Explained: With an appendix on the preparation of jacquard cards, and practical hints to learners of jacquard designingNessuna valutazione finora
- High Rise Structural Systems: Presented byDocumento35 pagineHigh Rise Structural Systems: Presented byvidi herdianaNessuna valutazione finora
- 3D FabricDocumento17 pagine3D FabricFaizan ShaikhNessuna valutazione finora
- Fabric Testing - ThicknessDocumento5 pagineFabric Testing - ThicknessTarang Mathur100% (1)
- Chapter-7 - Knitting DerivativesDocumento39 pagineChapter-7 - Knitting DerivativesMD Shakil Khan0% (1)
- Plasma Treatment For TextilesDocumento30 paginePlasma Treatment For TextilesTuan Nguyen Minh100% (2)
- Lappet & Swivel FabricDocumento14 pagineLappet & Swivel FabricEstihak Bhuiyan Efti100% (1)
- By Sunil Talekar, Student handout-SOFT - PuneDocumento20 pagineBy Sunil Talekar, Student handout-SOFT - PuneRoohi VermaNessuna valutazione finora
- Knit 4Documento124 pagineKnit 4adnanNessuna valutazione finora
- Double Lift Double Cylinder JacquardDocumento11 pagineDouble Lift Double Cylinder Jacquardmahamudul islamNessuna valutazione finora
- Fabric Structure and DesignDocumento73 pagineFabric Structure and Designfuad ahmed100% (2)
- Jute ProcessingDocumento7 pagineJute Processingtulika_ajwaniNessuna valutazione finora
- Fabrication MethodsDocumento24 pagineFabrication Methodsmprior12Nessuna valutazione finora
- Handle Properties of FabricDocumento100 pagineHandle Properties of FabricVasant Kothari67% (3)
- Knitting Technology: The Definitions and StructuresDocumento123 pagineKnitting Technology: The Definitions and StructuresAtik U BhuiyanNessuna valutazione finora
- Daffodil Int'l U Lab Manual on Apparel Mfg MeasurementDocumento45 pagineDaffodil Int'l U Lab Manual on Apparel Mfg MeasurementMD OHiNessuna valutazione finora
- NPTEL - Textile Engineering - High Performance and Specialty FibresDocumento5 pagineNPTEL - Textile Engineering - High Performance and Specialty FibresbheenwaramNessuna valutazione finora
- Textile Testing MachinesDocumento14 pagineTextile Testing MachinesNenadCirkovicNessuna valutazione finora
- Innovation in YarnDocumento6 pagineInnovation in YarnDevendra VashisthNessuna valutazione finora
- Patterning in Weft Knitting: Waqas AshrafDocumento33 paginePatterning in Weft Knitting: Waqas AshrafHifza khalidNessuna valutazione finora
- Quality Control of Knitted Garments in 38 CharactersDocumento5 pagineQuality Control of Knitted Garments in 38 CharactersAnonymous zd5HPB5Nessuna valutazione finora
- Textile Design & Fabric Manufacturing Short CourseDocumento98 pagineTextile Design & Fabric Manufacturing Short CourseMuhammad IlyasNessuna valutazione finora
- Home Assignment Module 3Documento6 pagineHome Assignment Module 3Muskan KohliNessuna valutazione finora
- Aditya Itp FinalDocumento56 pagineAditya Itp FinalAjay Kumar100% (2)
- Fabric StructuresDocumento90 pagineFabric StructuresNil Roy100% (1)
- Fabric Science - I: Unit-4 Testing of FibresDocumento24 pagineFabric Science - I: Unit-4 Testing of FibresRAHUL16398Nessuna valutazione finora
- Advantages of Shuttleless LoomsDocumento8 pagineAdvantages of Shuttleless LoomsTanzeel Areeb0% (1)
- 3D Woven FabricDocumento9 pagine3D Woven FabricCrystal NewmanNessuna valutazione finora
- Marker MakingDocumento10 pagineMarker MakingRatul HasanNessuna valutazione finora
- Chapter 1Documento31 pagineChapter 1ProfessorTextechNessuna valutazione finora
- Fibers Properties Textile MaterialsDocumento19 pagineFibers Properties Textile MaterialsGarmentLearner100% (1)
- Textiles - DiplomaDocumento9 pagineTextiles - DiplomamansiagrawalNessuna valutazione finora
- Basics of Knitting Weft KnittingDocumento2 pagineBasics of Knitting Weft KnittingNikhil BhagatNessuna valutazione finora
- Nannu Spinning Mills Quality Control Melange Yarn ProcessDocumento10 pagineNannu Spinning Mills Quality Control Melange Yarn ProcessAhmed LikhonNessuna valutazione finora
- F Ancy Yarn Production: Chapters 2 3Documento19 pagineF Ancy Yarn Production: Chapters 2 3TKK-TEXTILE PSG CT100% (1)
- Modern Cotton Spinning Machinery, Its Principles and ConstructionDa EverandModern Cotton Spinning Machinery, Its Principles and ConstructionNessuna valutazione finora
- Tech. Textile - I SyllabusDocumento2 pagineTech. Textile - I SyllabusSujit GulhaneNessuna valutazione finora
- Technical Textile SyllabusDocumento5 pagineTechnical Textile SyllabusSujit GulhaneNessuna valutazione finora
- PGDTP SyllabusDocumento59 paginePGDTP SyllabusSujit GulhaneNessuna valutazione finora
- SyllabusDocumento3 pagineSyllabusSujit GulhaneNessuna valutazione finora
- Program ScheduleDocumento1 paginaProgram ScheduleSujit GulhaneNessuna valutazione finora
- Technical TextileDocumento2 pagineTechnical TextileSujit GulhaneNessuna valutazione finora
- Indian Institute of Foreign Trade: Management Development ProgramsDocumento18 pagineIndian Institute of Foreign Trade: Management Development ProgramsSujit GulhaneNessuna valutazione finora
- Technical TextileDocumento2 pagineTechnical TextileSujit GulhaneNessuna valutazione finora
- Online Quality Monitoring of Nonwoven Fabrics Using Digital Image Processing TechniqueDocumento17 pagineOnline Quality Monitoring of Nonwoven Fabrics Using Digital Image Processing TechniqueSujit GulhaneNessuna valutazione finora
- New Technique for Producing 3D Fabrics Using Conventional LoomDocumento1 paginaNew Technique for Producing 3D Fabrics Using Conventional LoomSujit GulhaneNessuna valutazione finora
- Technical TextileDocumento2 pagineTechnical TextileSujit GulhaneNessuna valutazione finora
- Om ClassDocumento129 pagineOm ClassSujit GulhaneNessuna valutazione finora
- Textile Testing Study MaterialDocumento10 pagineTextile Testing Study MaterialSujit GulhaneNessuna valutazione finora
- Textile Fibre Yarn CountDocumento30 pagineTextile Fibre Yarn CountSujit GulhaneNessuna valutazione finora
- Day2 PM1 Videocreation LabDocumento17 pagineDay2 PM1 Videocreation LabSujit GulhaneNessuna valutazione finora
- 1.3 Fabric RepresentationDocumento25 pagine1.3 Fabric RepresentationSujit GulhaneNessuna valutazione finora
- Natural Protein Fibre: - All Proteins Are Polymers of Amino AcidsDocumento28 pagineNatural Protein Fibre: - All Proteins Are Polymers of Amino AcidsSujit GulhaneNessuna valutazione finora
- Created By: Kris Caldwell Timpanogos High SchoolDocumento9 pagineCreated By: Kris Caldwell Timpanogos High SchoolVishie VishNessuna valutazione finora
- Epoxy Grout for ConstructionDocumento3 pagineEpoxy Grout for Constructionarunjacobn100% (2)
- Agitator Data Sheet Stelzer Rührtechnik International GMBH: CompanyDocumento1 paginaAgitator Data Sheet Stelzer Rührtechnik International GMBH: CompanyDeepikaNessuna valutazione finora
- Flue Gas Cooler Brochure - 0 PDFDocumento1 paginaFlue Gas Cooler Brochure - 0 PDFSriram RamanujamNessuna valutazione finora
- Fin FANDocumento2 pagineFin FANNorman Morales100% (1)
- Rola Star CatalogueDocumento8 pagineRola Star Cataloguevarshneyrk@rediffmail.comNessuna valutazione finora
- 2020 - 1 s2.0 S0020722520301853 MainDocumento20 pagine2020 - 1 s2.0 S0020722520301853 MainG DNessuna valutazione finora
- Reducing Fabric Waste in Cutting Through Marker EfficiencyDocumento43 pagineReducing Fabric Waste in Cutting Through Marker EfficiencyMênfës Mgb GèdēchãNessuna valutazione finora
- How To Test A SolenoidDocumento3 pagineHow To Test A SolenoidVyas SrinivasanNessuna valutazione finora
- Astm A513 PDFDocumento3 pagineAstm A513 PDFgaminNessuna valutazione finora
- Sampling Procedure For Impact Testing of Structural SteelDocumento5 pagineSampling Procedure For Impact Testing of Structural Steeljoy gultomNessuna valutazione finora
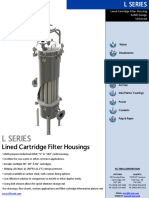
- L Series: Lined Cartridge Filter HousingsDocumento4 pagineL Series: Lined Cartridge Filter HousingsKailas NimbalkarNessuna valutazione finora
- UBCHYST Model Implementation in FLACDocumento8 pagineUBCHYST Model Implementation in FLACFrank Perez CollantesNessuna valutazione finora
- Click Bond Nutplate, Install and RemovalDocumento35 pagineClick Bond Nutplate, Install and RemovalBlack SkyNessuna valutazione finora
- Meaning and Concept of Small Scale IndustryDocumento14 pagineMeaning and Concept of Small Scale IndustryVijay SinghNessuna valutazione finora
- Part 1Documento82 paginePart 1Jaydeep ZankatNessuna valutazione finora
- Avn800xc Avn2000ac PJ DB GB 14-06-30 HK2052 01Documento2 pagineAvn800xc Avn2000ac PJ DB GB 14-06-30 HK2052 01MinaSaeedNessuna valutazione finora
- Lennox G26 Installation InstructionsDocumento31 pagineLennox G26 Installation Instructionslinkheating100% (1)
- HPLC Columns 186-234Documento49 pagineHPLC Columns 186-234Long ManNessuna valutazione finora
- 4806 en MiraDRAIN 9800 TDSDocumento2 pagine4806 en MiraDRAIN 9800 TDSabdalla el-saadaneyNessuna valutazione finora
- Efficient Selection of Agitators: Sulzer PumpsDocumento2 pagineEfficient Selection of Agitators: Sulzer PumpsjokishNessuna valutazione finora
- STL FileDocumento60 pagineSTL FileR RAJESWARINessuna valutazione finora