Potrebbero piacerti anche
- Soldadura Arco Manual Electrico Fundamentos 25815 CompletoDocumento53 pagineSoldadura Arco Manual Electrico Fundamentos 25815 CompletoArmando PerezNessuna valutazione finora
- Perfiles de Chapa PlegadaDocumento27 paginePerfiles de Chapa Plegadagluna29Nessuna valutazione finora
- Manual de SoldaduraDocumento3 pagineManual de Soldaduramario2203Nessuna valutazione finora
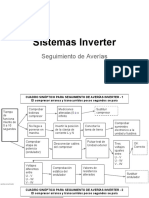
- Sistemas InverterDocumento9 pagineSistemas Inverterigor100% (2)
- RZ Manual Del UsuarioDocumento110 pagineRZ Manual Del UsuarioWalter José Gaitán GuerreroNessuna valutazione finora
- TALLER Configuracion Electronica 8Documento1 paginaTALLER Configuracion Electronica 8Julieth Santos67% (3)
- Guia General - Soldadura Por Arco EléctricoDocumento50 pagineGuia General - Soldadura Por Arco EléctricoFlor Marchita100% (1)
- Curso Taller Soldadura EléctricaDocumento22 pagineCurso Taller Soldadura EléctricaMario Francisco Suzuki Valenzuela100% (2)
- Las Posiciones de Soldadura - docx6GRDocumento11 pagineLas Posiciones de Soldadura - docx6GRjoscruz07m29Nessuna valutazione finora
- Curso Soldadura Eléctrica PDFDocumento14 pagineCurso Soldadura Eléctrica PDFMaria Auxiliadora LinaresNessuna valutazione finora
- 11.0 Corte Por Oxigeno CombustibleDocumento30 pagine11.0 Corte Por Oxigeno CombustibleVictor Angel Fuertes SaboyaNessuna valutazione finora
- Hilos Bobinado Aislados PlasticosDocumento28 pagineHilos Bobinado Aislados PlasticosLz Kendy100% (1)
- Soldadura Por Plasma Por Arco Transferido PtawDocumento20 pagineSoldadura Por Plasma Por Arco Transferido Ptawm.orlandoNessuna valutazione finora
- Elección de Un electrodoLISTODocumento29 pagineElección de Un electrodoLISTOJaviercito Velasco100% (1)
- Electrodos Desnudos y Varillas de Acero Al Cromo y Cromo-NiqDocumento24 pagineElectrodos Desnudos y Varillas de Acero Al Cromo y Cromo-Niqadalberto may leónNessuna valutazione finora
- Manual de Soldadura Eléctrica, TIG y MIG - ESDocumento67 pagineManual de Soldadura Eléctrica, TIG y MIG - ESJorgeNessuna valutazione finora
- Album Herramientas de CorteDocumento26 pagineAlbum Herramientas de CorteOrdoñez HenrryNessuna valutazione finora
- Discos AmoladorasDocumento5 pagineDiscos AmoladorasRoger CarlosNessuna valutazione finora
- Manual de Corte y Amolado de TuberíasDocumento82 pagineManual de Corte y Amolado de TuberíasJhonatan Salcedo JsgNessuna valutazione finora
- Manual de Manejo de Herramientas PortatilesDocumento0 pagineManual de Manejo de Herramientas PortatilesEdgar ZambranoNessuna valutazione finora
- Soldadura OxiacetilénicaDocumento7 pagineSoldadura Oxiacetilénicakiko1984Nessuna valutazione finora
- Catalogo Metalmecanica PDFDocumento20 pagineCatalogo Metalmecanica PDFgerardoctavaraNessuna valutazione finora
- Posiciones de SoldaduraDocumento10 paginePosiciones de SoldaduraAlex Omar GuamánNessuna valutazione finora
- Msud Msud-601 ManualDocumento193 pagineMsud Msud-601 ManualRodmi Torres Peralta100% (1)
- Amoladoras AngularesDocumento11 pagineAmoladoras AngularesJoseph PaezNessuna valutazione finora
- Trabajo Del Curso - TR1 SOLDADURA POR ARCO ELÉCTRICODocumento7 pagineTrabajo Del Curso - TR1 SOLDADURA POR ARCO ELÉCTRICOKaren A. CachicatariNessuna valutazione finora
- Casas Modernas y EconomicasDocumento10 pagineCasas Modernas y Economicasiskander_07Nessuna valutazione finora
- Tipos de TornillosDocumento50 pagineTipos de TornillosVic Cisneros100% (1)
- TornoDocumento15 pagineTornokirari21Nessuna valutazione finora
- Catalogo de Plastic PlumbersDocumento4 pagineCatalogo de Plastic PlumbersMARINO615100% (1)
- Adjustable Fillet Weld Gage PDFDocumento3 pagineAdjustable Fillet Weld Gage PDFvalentinNessuna valutazione finora
- El MartilloDocumento17 pagineEl MartillohrjrNessuna valutazione finora
- Bronce PDFDocumento21 pagineBronce PDFJoel PomaNessuna valutazione finora
- Soldadura TigDocumento27 pagineSoldadura Tigmauricio santiago cristobalNessuna valutazione finora
- Tipos de BridasDocumento2 pagineTipos de BridasBetty FpNessuna valutazione finora
- Catalogo OxicorteDocumento84 pagineCatalogo OxicorteEdgar Hernando Lopez OchoaNessuna valutazione finora
- Cálculo Consumo SoldaduraDocumento12 pagineCálculo Consumo SoldaduraEliel Mota ArteagaNessuna valutazione finora
- Aceros Especiales y Su AplicacionDocumento13 pagineAceros Especiales y Su AplicacionBerenice Legorreta LoveraNessuna valutazione finora
- Deterioro y Falla Por Corrosión Electroquímica y Fatiga MecánicaDocumento22 pagineDeterioro y Falla Por Corrosión Electroquímica y Fatiga MecánicaISAI KEOMA CHIRINOS DIAZNessuna valutazione finora
- Forjado en Caliente de PiezasDocumento27 pagineForjado en Caliente de PiezasWilliansMejiasNessuna valutazione finora
- Bricolaje - Albañileria - Construccion de PiscinasDocumento12 pagineBricolaje - Albañileria - Construccion de PiscinasSueiro AlonsoNessuna valutazione finora
- Curso de Soldadura Clase 01Documento31 pagineCurso de Soldadura Clase 01rafaelm maldonadoNessuna valutazione finora
- Apuntes de Soldadura Mig-MagDocumento4 pagineApuntes de Soldadura Mig-MagDaneel Oliwan100% (1)
- Soldadura GMAW y GtawDocumento16 pagineSoldadura GMAW y GtawMarco AlbanNessuna valutazione finora
- Herramientas e Instrumentos para Dibujo TecnicoDocumento10 pagineHerramientas e Instrumentos para Dibujo Tecnicobasilio__0202Nessuna valutazione finora
- FURUKAWADocumento4 pagineFURUKAWAyeceniacanocoralesNessuna valutazione finora
- Soldadura Por OxigasDocumento20 pagineSoldadura Por Oxigasingenieria_dcNessuna valutazione finora
- Abrasivos PDFDocumento32 pagineAbrasivos PDFDaniel AzuajeNessuna valutazione finora
- Soldadura OxiacetilenicasDocumento12 pagineSoldadura Oxiacetilenicashadez95Nessuna valutazione finora
- Soldadura Mig MagDocumento5 pagineSoldadura Mig MagWilzon ChambiNessuna valutazione finora
- Guia Inge OxiDocumento36 pagineGuia Inge OxiJAVQ100% (1)
- METALOGRAFÍADocumento9 pagineMETALOGRAFÍAKaren ValenzuelaNessuna valutazione finora
- Electodos RevestidosDocumento13 pagineElectodos Revestidossepe00Nessuna valutazione finora
- Tuercas Remachables PDFDocumento35 pagineTuercas Remachables PDFjuandajdjNessuna valutazione finora
- Exposicion de SoldaduraDocumento28 pagineExposicion de SoldaduraGabriel Torres BenturaNessuna valutazione finora
- Cepilladora de Codo Parte7Documento72 pagineCepilladora de Codo Parte7Edwin Castro100% (1)
- Soldadura FcawDocumento4 pagineSoldadura FcawNaels Ch100% (1)
- Curso Soldar Arco PDFDocumento50 pagineCurso Soldar Arco PDFJaime FernandezNessuna valutazione finora
- Curso de SoldaduraDocumento49 pagineCurso de SoldaduraRene Cifuentes100% (1)
- Curso Completo Soldadura Mmaw-EditadoDocumento49 pagineCurso Completo Soldadura Mmaw-EditadoJuan Lorca MaturanaNessuna valutazione finora
- Manual Soldadura SmawDocumento49 pagineManual Soldadura SmawPobre PerritoNessuna valutazione finora
- Ultimo Informe de SoldaduraDocumento15 pagineUltimo Informe de SoldaduraEder León PeraltaNessuna valutazione finora
- Interpretación de planos en soldadura. FMEC0210Da EverandInterpretación de planos en soldadura. FMEC0210Valutazione: 4.5 su 5 stelle4.5/5 (3)
- Exposición Costos de CalidadDocumento22 pagineExposición Costos de CalidadLuz SilvaNessuna valutazione finora
- Diapositivas Kevin ChaconDocumento3 pagineDiapositivas Kevin ChaconLuz SilvaNessuna valutazione finora
- Trabajo UltrasonidoDocumento18 pagineTrabajo UltrasonidoLuz SilvaNessuna valutazione finora
- Tesis Completa (Final) PDFDocumento260 pagineTesis Completa (Final) PDFomarNessuna valutazione finora
- HistoriaDocumento51 pagineHistoriaEl ParienteNessuna valutazione finora
- Unidad I. Tema 1. Síntesis Histórica y Conceptos GeneralesDocumento12 pagineUnidad I. Tema 1. Síntesis Histórica y Conceptos GeneralesLuz SilvaNessuna valutazione finora
- HistoriaDocumento51 pagineHistoriaEl ParienteNessuna valutazione finora
- Analisis de Vibraciones 2Documento23 pagineAnalisis de Vibraciones 2Luz SilvaNessuna valutazione finora
- Construcción de Gráficas X-RDocumento3 pagineConstrucción de Gráficas X-RLuz SilvaNessuna valutazione finora
- Tesis PDFDocumento92 pagineTesis PDFLuz SilvaNessuna valutazione finora
- Propiedades de La Suma VectorialDocumento1 paginaPropiedades de La Suma VectorialLuz SilvaNessuna valutazione finora
- Trabajo Análisis de AceiteDocumento19 pagineTrabajo Análisis de AceiteLuz SilvaNessuna valutazione finora
- Curso de Soldadura Osman 2015Documento51 pagineCurso de Soldadura Osman 2015Luz SilvaNessuna valutazione finora
- Curso Torno 2Documento19 pagineCurso Torno 2Luz SilvaNessuna valutazione finora
- El Entrenamiento en CircuitoDocumento12 pagineEl Entrenamiento en CircuitoAldo Flores LopezNessuna valutazione finora
- Taller3 IE 2018 NuevoDocumento8 pagineTaller3 IE 2018 NuevoEddy Yohanna Martinez RoaNessuna valutazione finora
- Nueva Tabla de Vida Util de Los Bienes Fisicos Del Activo InmovilizadoDocumento8 pagineNueva Tabla de Vida Util de Los Bienes Fisicos Del Activo InmovilizadoRogger Casqui GarciaNessuna valutazione finora
- Alternativa de Sistema de Control de Casa Mediante El Uso de Un Zelio.Documento39 pagineAlternativa de Sistema de Control de Casa Mediante El Uso de Un Zelio.Carlos SilvaNessuna valutazione finora
- Idrisi Manual PrácticoDocumento20 pagineIdrisi Manual PrácticoJavier Castro GonzálezNessuna valutazione finora
- El Mundo Del AutomatismoDocumento114 pagineEl Mundo Del AutomatismoDonovan NewtonNessuna valutazione finora
- Multilin GeDocumento17 pagineMultilin GeVicente AriasNessuna valutazione finora
- Plan de Estudios C-64: Programa de Ingeniería Electrónica - Universidad Del QuindíoDocumento1 paginaPlan de Estudios C-64: Programa de Ingeniería Electrónica - Universidad Del QuindíoJuan AguirreNessuna valutazione finora
- Práctica 2 Modelos de Computación AFN - AFNDDocumento12 paginePráctica 2 Modelos de Computación AFN - AFNDjoseant44Nessuna valutazione finora
- Iris9600hd Iris8800hd Manual EspanolDocumento22 pagineIris9600hd Iris8800hd Manual EspanolPiterhombreNessuna valutazione finora
- Enlace Vollonaco ColomboDocumento69 pagineEnlace Vollonaco ColomboDaniel Granda VélezNessuna valutazione finora
- Manual de Uso Sekur 2014Documento205 pagineManual de Uso Sekur 2014Richard Espinola DuarteNessuna valutazione finora
- Norma Tecnica DO 18r 766Documento32 pagineNorma Tecnica DO 18r 766Miguel Mora RodriguezNessuna valutazione finora
- De Broglie BohrDocumento3 pagineDe Broglie BohrxabihdezNessuna valutazione finora
- Cap 23 y 24 Campo Eléctrico y Ley de GaussDocumento57 pagineCap 23 y 24 Campo Eléctrico y Ley de GaussMar100% (1)
- Selector AutomaticoDocumento16 pagineSelector AutomaticoNelson Alcalde MontenegroNessuna valutazione finora
- SANSUMGDocumento8 pagineSANSUMGSabelli CameliaNessuna valutazione finora
- Laboratorios 01 23082017 1806Documento8 pagineLaboratorios 01 23082017 1806antonio lopezNessuna valutazione finora
- 09 Guia de Ayuda - Soldadura FUSITEFADocumento5 pagine09 Guia de Ayuda - Soldadura FUSITEFADavid NoyaNessuna valutazione finora
- 5 - Anexo 7 Marcas de Nacionalidad y de Matricula de AeronavesDocumento10 pagine5 - Anexo 7 Marcas de Nacionalidad y de Matricula de Aeronavesrc2271Nessuna valutazione finora
- Especificaciones Técnicas Generales AscensoresDocumento40 pagineEspecificaciones Técnicas Generales AscensoresJorge Eliecer Morales Ruiz50% (2)
- Guia Completa de NOOBS para Raspberry PiDocumento11 pagineGuia Completa de NOOBS para Raspberry PikrvrosNessuna valutazione finora
- Simbologia en Equipos de MedicionDocumento13 pagineSimbologia en Equipos de Medicionjsyy2013Nessuna valutazione finora
- MOTORTECH CompactProductGuide2013 ESDocumento12 pagineMOTORTECH CompactProductGuide2013 ESyanethNessuna valutazione finora
- Micro Motor Vibrador Redondo 1027 - VistronicaDocumento3 pagineMicro Motor Vibrador Redondo 1027 - VistronicaclaytonherreraNessuna valutazione finora
- Informe de Laboratorio - Amplificadores OperacionalesDocumento17 pagineInforme de Laboratorio - Amplificadores OperacionalesMICHELE FERNANDA JIMENEZ PIEDRAHITANessuna valutazione finora
- Informe CuadricopteroDocumento8 pagineInforme CuadricopteroRaul Arturo Samaniego TelloNessuna valutazione finora