Potrebbero piacerti anche
- Installation & Operation Manual Delta Hariff Power System 1FDocumento37 pagineInstallation & Operation Manual Delta Hariff Power System 1FsadewayudhaNessuna valutazione finora
- UpsDocumento4 pagineUpsBhagavan PrasadNessuna valutazione finora
- Cable Selection MotorsDocumento1 paginaCable Selection MotorsKhaldoon AlnashiNessuna valutazione finora
- Design of UPS Systems & Their Paralleling: Akhila.RDocumento32 pagineDesign of UPS Systems & Their Paralleling: Akhila.RhkaruvathilNessuna valutazione finora
- Gigabyte - Mobo TrainningDocumento17 pagineGigabyte - Mobo Trainningablacon64Nessuna valutazione finora
- Family Tree: Yessica Tatiana Herrera MayorgaDocumento6 pagineFamily Tree: Yessica Tatiana Herrera MayorgaJessica HerreraNessuna valutazione finora
- Md1 MCC Feeder List s17 150512 Rev.bDocumento18 pagineMd1 MCC Feeder List s17 150512 Rev.bNguyễn ĐứcNessuna valutazione finora
- Engineering Preparations Key PointsDocumento17 pagineEngineering Preparations Key PointsImran MalikNessuna valutazione finora
- Delta Maintenance Procedure - CSE - R02Documento19 pagineDelta Maintenance Procedure - CSE - R02Fahrul MunirNessuna valutazione finora
- Rectifier and Battery SystemDocumento68 pagineRectifier and Battery SystemAbdul Wadood GharsheenNessuna valutazione finora
- Uninterruptible Power Supplies European GUideDocumento60 pagineUninterruptible Power Supplies European GUidementongNessuna valutazione finora
- BH US 11 Miller Battery Firmware Public SlidesDocumento122 pagineBH US 11 Miller Battery Firmware Public SlidesJesús Del Río RodríguezNessuna valutazione finora
- 020615b2b Battery Disconnect 4thedDocumento28 pagine020615b2b Battery Disconnect 4thedJoseric21Nessuna valutazione finora
- Notebook Power System Introduction TroubleshootingDocumento44 pagineNotebook Power System Introduction TroubleshootingglepunkNessuna valutazione finora
- LESSON 3 - Power On Sequence IntroductionDocumento8 pagineLESSON 3 - Power On Sequence IntroductionFerreira da CunhaNessuna valutazione finora
- SMPSDocumento29 pagineSMPSwcdma1230% (2)
- Trellis SpecDocumento3 pagineTrellis Spectroyel99Nessuna valutazione finora
- Pool Maintenance ProceduresDocumento4 paginePool Maintenance ProceduresSean OsborneNessuna valutazione finora
- Training Material For VMS-NSN Project Rev 0.2 20110906Documento137 pagineTraining Material For VMS-NSN Project Rev 0.2 20110906Hieu TranNessuna valutazione finora
- Delta ES24 60 JBA Technical ManualDocumento43 pagineDelta ES24 60 JBA Technical ManualSyed Rizwan HussainNessuna valutazione finora
- Radio Access Network and Operations 2 Passive PDFDocumento104 pagineRadio Access Network and Operations 2 Passive PDFHoneyPhooNessuna valutazione finora
- Delta ESR48V 30A D RectifierDocumento2 pagineDelta ESR48V 30A D RectifierAnonymous MVbaaUBSZTNessuna valutazione finora
- What Is North Bridge and South Bridge ArchitectureDocumento5 pagineWhat Is North Bridge and South Bridge ArchitectureRejis SinnerNessuna valutazione finora
- BQ 25601Documento60 pagineBQ 25601Epran SaputraNessuna valutazione finora
- Compal La-8951p r0.1 SchematicsDocumento55 pagineCompal La-8951p r0.1 SchematicsPaulo AmaralNessuna valutazione finora
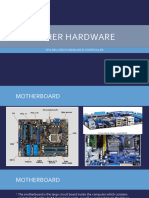
- MotherboardDocumento8 pagineMotherboardMayank JaiswalNessuna valutazione finora
- Cellular and Mobile Communication-Lecture 7Documento49 pagineCellular and Mobile Communication-Lecture 7Jumanne AllyNessuna valutazione finora
- LCD Common Bad Phenomenon and Repair Methods (Figure)Documento14 pagineLCD Common Bad Phenomenon and Repair Methods (Figure)Minh NguyenNessuna valutazione finora
- Computer - Hardware - Diagnosing & Fixing Motherboard FaultsDocumento4 pagineComputer - Hardware - Diagnosing & Fixing Motherboard Faultsscribdraza786Nessuna valutazione finora
- E3325 Vga SW PDFDocumento0 pagineE3325 Vga SW PDFTa Manh HungNessuna valutazione finora
- Ducati2 Trouble Shooting Guide20140611 PDFDocumento12 pagineDucati2 Trouble Shooting Guide20140611 PDFRiza VirsadaNessuna valutazione finora
- Overview of Troubleshooting The BTS 111Documento3 pagineOverview of Troubleshooting The BTS 111jcardenas55Nessuna valutazione finora
- Axminster 08 - Routing - p299-p330Documento32 pagineAxminster 08 - Routing - p299-p330Pierre799esNessuna valutazione finora
- P5G41-M LX: Troubleshooting GuideDocumento4 pagineP5G41-M LX: Troubleshooting GuideRodney RibeiroNessuna valutazione finora
- Hardware BibleDocumento123 pagineHardware BibleMitko JosifoskiNessuna valutazione finora
- Introduction To How Graphics Cards WorkDocumento8 pagineIntroduction To How Graphics Cards WorkAmish PatelNessuna valutazione finora
- Zaria Poly Computer Troubleshooting II TheoryDocumento146 pagineZaria Poly Computer Troubleshooting II TheoryAbdallah AbdallahNessuna valutazione finora
- Otherhardware Updated Js2019 Clo1 Week3Documento54 pagineOtherhardware Updated Js2019 Clo1 Week3somerandomhedgehog100% (1)
- Laptop Imp1 PDFDocumento2 pagineLaptop Imp1 PDFMagarishi TechNessuna valutazione finora
- Sony Vaio p5bw-Mb Asus p5bw Rev 1.00 SchematicDocumento55 pagineSony Vaio p5bw-Mb Asus p5bw Rev 1.00 SchematicMichael100% (1)
- Helios Candeo Power System - AP6C75AADocumento136 pagineHelios Candeo Power System - AP6C75AAPhil LahmNessuna valutazione finora
- What Is A Motherboard ?Documento13 pagineWhat Is A Motherboard ?Ian OffemariaNessuna valutazione finora
- Easy Technical Guide To Understand PC MotherboardDocumento6 pagineEasy Technical Guide To Understand PC MotherboardbardiNessuna valutazione finora
- Working Sinewave InverterDocumento10 pagineWorking Sinewave InverterxenotargetNessuna valutazione finora
- Aculaser c2900nDocumento681 pagineAculaser c2900nMikhailNessuna valutazione finora
- SAMSUNG LCD Tecnología 3D - Mod UN65C8000XFXZADocumento105 pagineSAMSUNG LCD Tecnología 3D - Mod UN65C8000XFXZAAntonio DalioNessuna valutazione finora
- Sony PDP-01 Plasma TrainingDocumento91 pagineSony PDP-01 Plasma Trainingdann222Nessuna valutazione finora
- Bongkar Laptop Cq41Documento15 pagineBongkar Laptop Cq41Andrian AdeNessuna valutazione finora
- Design of A Digital Controlled Solar Water PumpDocumento5 pagineDesign of A Digital Controlled Solar Water Pumpsandeepbabu28Nessuna valutazione finora
- EGRB 102 Syllabus (Spring 2015)Documento6 pagineEGRB 102 Syllabus (Spring 2015)unknown racerx50Nessuna valutazione finora
- Course Syllabus ECE 4436 Microprocessor Systems Fall 2014: Glover@uh - EduDocumento3 pagineCourse Syllabus ECE 4436 Microprocessor Systems Fall 2014: Glover@uh - Edunguyentran263Nessuna valutazione finora
- Index PDFDocumento7 pagineIndex PDFMesumNessuna valutazione finora
- Engineering Mechanics 316 Laboratory 109 Earth-Engineering Sciences Building Semester: Fall Year 2017Documento6 pagineEngineering Mechanics 316 Laboratory 109 Earth-Engineering Sciences Building Semester: Fall Year 2017Logan SchulerNessuna valutazione finora
- Continuous Time Control Course As OfferedDocumento9 pagineContinuous Time Control Course As OfferedsabrahimaNessuna valutazione finora
- ETM 3070-Fall 2021 Manufacturing Design & LabDocumento4 pagineETM 3070-Fall 2021 Manufacturing Design & LabskallNessuna valutazione finora
- Phed 200 Syllabuswinter2021 Updated MarchDocumento9 paginePhed 200 Syllabuswinter2021 Updated Marchapi-545907252Nessuna valutazione finora
- Syllabus Eng I 17-18Documento3 pagineSyllabus Eng I 17-18api-366556546Nessuna valutazione finora
- ECE 360 Control Systems IDocumento7 pagineECE 360 Control Systems Ijoan_padilla2000Nessuna valutazione finora
- Unit Guide: PHYS149 - Physics For TechnologyDocumento8 pagineUnit Guide: PHYS149 - Physics For TechnologyAjith TyagiNessuna valutazione finora
- Syllabus BIOL2085C Spring 2023Documento8 pagineSyllabus BIOL2085C Spring 2023Tara BhatnagarNessuna valutazione finora
- Assignment 3 Survey FormDocumento1 paginaAssignment 3 Survey FormdronNessuna valutazione finora
- KLKDocumento6 pagineKLKdronNessuna valutazione finora
- Leye NewsDocumento1 paginaLeye NewsdronNessuna valutazione finora
- Leye NewsDocumento1 paginaLeye NewsdronNessuna valutazione finora
- Conveyor Control System Paper FinalDocumento15 pagineConveyor Control System Paper FinalArsh BhandariNessuna valutazione finora
- Conveyor Control System Paper FinalDocumento15 pagineConveyor Control System Paper FinalArsh BhandariNessuna valutazione finora
- BPDocumento1 paginaBPdronNessuna valutazione finora
- IntroductionDocumento31 pagineIntroductiondronNessuna valutazione finora
- Tutorial 2 Electric Power Generation FundamentalsDocumento10 pagineTutorial 2 Electric Power Generation FundamentalsdronNessuna valutazione finora
- Design of Pid Controller For PLC: J. Paulusová, L. KörösiDocumento8 pagineDesign of Pid Controller For PLC: J. Paulusová, L. Körösiankit407Nessuna valutazione finora
- Design of Pid Controller For PLC: J. Paulusová, L. KörösiDocumento8 pagineDesign of Pid Controller For PLC: J. Paulusová, L. Körösiankit407Nessuna valutazione finora
- BECKHOFF PLC & HMI Comm. Training CaseDocumento1 paginaBECKHOFF PLC & HMI Comm. Training Casemanual imbNessuna valutazione finora
- Unit 2 Study MaterialDocumento70 pagineUnit 2 Study MaterialHarsh JainNessuna valutazione finora
- Modbus Map: Conext™ XW Device: WarningDocumento23 pagineModbus Map: Conext™ XW Device: WarningСергей ГригоровичNessuna valutazione finora
- BTM200 Unit 2 Definitions 2Documento3 pagineBTM200 Unit 2 Definitions 2Sainz MNessuna valutazione finora
- Axa Ref Eng V20101224Documento193 pagineAxa Ref Eng V20101224Hiếu Nguyễn XuânNessuna valutazione finora
- Datasheet Intercom 1MP WiFiResidentialOutdoorStation DHI VTO2111D WP v001 011Documento2 pagineDatasheet Intercom 1MP WiFiResidentialOutdoorStation DHI VTO2111D WP v001 011Dvr TestNessuna valutazione finora
- Foxboro™ SCADA SCD6000 RTU Architectural Overview - 41h8g7Documento18 pagineFoxboro™ SCADA SCD6000 RTU Architectural Overview - 41h8g7Muhd Nu'man HNessuna valutazione finora
- Raster Scan System and Random Scan SystemDocumento18 pagineRaster Scan System and Random Scan SystemSantosh Jhansi100% (1)
- Lesson 2 PART 1Documento71 pagineLesson 2 PART 1januel defeoNessuna valutazione finora
- TV-300,400 Service ManualDocumento36 pagineTV-300,400 Service ManualChris Patron71% (7)
- 1st Exam Practice Scratch (Answer)Documento2 pagine1st Exam Practice Scratch (Answer)Tang Hing Yiu, SamuelNessuna valutazione finora
- SC V500 Operation Rev 500Documento116 pagineSC V500 Operation Rev 500mato3848Nessuna valutazione finora
- EE 210: Digital Circuits: Sep-Nov 2020Documento20 pagineEE 210: Digital Circuits: Sep-Nov 2020NAVYA SRI MANCHIKATLANessuna valutazione finora
- System Programming - CS609 HandoutsDocumento338 pagineSystem Programming - CS609 HandoutsKing Faisal KhanNessuna valutazione finora
- Jayawant Shikshan Prasarak Mandal: Laboratory Manual Computer EngineeringDocumento54 pagineJayawant Shikshan Prasarak Mandal: Laboratory Manual Computer EngineeringAmar Nath BabarNessuna valutazione finora
- DCO Presentation 5 PDFDocumento75 pagineDCO Presentation 5 PDFMuhammadNessuna valutazione finora
- Computer SystemsDocumento248 pagineComputer SystemsseanNessuna valutazione finora
- Epson RC PL 70 Users Guide-Rc700a Rc90 T (v73r4)Documento559 pagineEpson RC PL 70 Users Guide-Rc700a Rc90 T (v73r4)Produccion TAMNessuna valutazione finora
- Generator Protection Module GPM 500: Operation and Service ManualDocumento108 pagineGenerator Protection Module GPM 500: Operation and Service ManualБогдан КендзерNessuna valutazione finora
- Data Sheet: FeaturesDocumento17 pagineData Sheet: FeatureschristianNessuna valutazione finora
- Gujarat Technological University Electronics (10), Electronics & Communication (11), Electronics & Telecommunication EngineeringDocumento3 pagineGujarat Technological University Electronics (10), Electronics & Communication (11), Electronics & Telecommunication Engineeringhiren456789Nessuna valutazione finora
- iXP Manual ENG V1.0Documento114 pagineiXP Manual ENG V1.0Justice KNessuna valutazione finora
- FLEXIS Fluxus G704, G704 A2 (Ing)Documento241 pagineFLEXIS Fluxus G704, G704 A2 (Ing)biotech666Nessuna valutazione finora
- VEGA II - MA-260-00-EN-22 - Installation ManualDocumento47 pagineVEGA II - MA-260-00-EN-22 - Installation Manualhans.straatsmagreif.com100% (1)
- Prof. Ajeet K. Jain - CSE Group (FST) - IFHE HyderabadDocumento48 pagineProf. Ajeet K. Jain - CSE Group (FST) - IFHE HyderabadatishkediaNessuna valutazione finora
- схема и сервис мануал на английском Rolsen RL-19E1303 шасси TSUMV59XE-Z1Documento36 pagineсхема и сервис мануал на английском Rolsen RL-19E1303 шасси TSUMV59XE-Z1Анатолий АнатоличNessuna valutazione finora
- Blue Eyes TechnologyDocumento39 pagineBlue Eyes TechnologyRaktim RoyNessuna valutazione finora
- Computers and IT: Common Computer ComponentsDocumento8 pagineComputers and IT: Common Computer ComponentsFoxy RockzzzNessuna valutazione finora
- Programmable Logic Controller: What Is A PLC?Documento22 pagineProgrammable Logic Controller: What Is A PLC?Shuaib AbdulmuhizNessuna valutazione finora
- AMD Sea Islands Instrucdddd D Sation Set ArchitectureDocumento314 pagineAMD Sea Islands Instrucdddd D Sation Set Architectured_corsoNessuna valutazione finora