Potrebbero piacerti anche
- Inventory Optimization 2Documento4 pagineInventory Optimization 2PankajSinghBhatiNessuna valutazione finora
- D. RajenthirakumarDocumento8 pagineD. RajenthirakumarPankajSinghBhatiNessuna valutazione finora
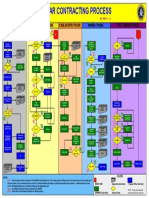
- Contracting Process SPAWARDocumento1 paginaContracting Process SPAWARPankajSinghBhatiNessuna valutazione finora
- Power Systems PDFDocumento21 paginePower Systems PDFPankajSinghBhati100% (1)
- Which of The Following Statement S Is True Regarding A Sample?Documento3 pagineWhich of The Following Statement S Is True Regarding A Sample?PankajSinghBhatiNessuna valutazione finora
- E 62012005Documento11 pagineE 62012005PankajSinghBhati0% (1)
- S D S D D D S S D D S: P N N PDocumento5 pagineS D S D D D S S D D S: P N N PPankajSinghBhatiNessuna valutazione finora
- U#3 & 4 Data 0f KhepDocumento1 paginaU#3 & 4 Data 0f KhepPankajSinghBhatiNessuna valutazione finora
- Yeoh Kim HaoDocumento44 pagineYeoh Kim HaoPankajSinghBhatiNessuna valutazione finora
- GEA16092 Aluminum CaseStudyDocumento2 pagineGEA16092 Aluminum CaseStudyPankajSinghBhatiNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- DR-2100P Manual EspDocumento86 pagineDR-2100P Manual EspGustavo HolikNessuna valutazione finora
- Plumbing Reviewer Chapters 1-3Documento14 paginePlumbing Reviewer Chapters 1-3Karl Alexander CaraanNessuna valutazione finora
- DENR DRR-CCA EIA Technical GuidelinesDocumento385 pagineDENR DRR-CCA EIA Technical GuidelinesMickey EvaNessuna valutazione finora
- ACETube® Product BrochureDocumento5 pagineACETube® Product BrochureNay ThihaNessuna valutazione finora
- Part III Philippines Civil Service Professional ReviewerDocumento20 paginePart III Philippines Civil Service Professional ReviewerFrinces MarvidaNessuna valutazione finora
- Trinidad Barangay Evaluation Criteria & ConsolidationDocumento14 pagineTrinidad Barangay Evaluation Criteria & Consolidationapi-19750334Nessuna valutazione finora
- User Manual - IEC CL10 PDFDocumento38 pagineUser Manual - IEC CL10 PDFJuan Carlos Terrones NuñezNessuna valutazione finora
- Qasir Spinning ReportDocumento60 pagineQasir Spinning ReportRana AtiqueNessuna valutazione finora
- Design of Trickling Filters PDFDocumento18 pagineDesign of Trickling Filters PDFMuhammad Naeem UllahNessuna valutazione finora
- Cellar .0005.02 DOC 43Documento1 paginaCellar .0005.02 DOC 43Fares EL DeenNessuna valutazione finora
- MMDA Et Al. vs. Concerned Residents of Manila BayDocumento25 pagineMMDA Et Al. vs. Concerned Residents of Manila BayVERA FilesNessuna valutazione finora
- Sputter Coater K575X Instruction ManualDocumento36 pagineSputter Coater K575X Instruction ManualErick SantanaNessuna valutazione finora
- Catalogue Nitrogen GeneratorsDocumento5 pagineCatalogue Nitrogen GeneratorsMilos BajicNessuna valutazione finora
- Sterilwave 440: Ultra-Compact Medical Waste Management Solution Capacity: 88kg/hDocumento2 pagineSterilwave 440: Ultra-Compact Medical Waste Management Solution Capacity: 88kg/hJaime Lee DemeraNessuna valutazione finora
- Franke+Pro Value+RangeDocumento28 pagineFranke+Pro Value+RangeDaniel CostaNessuna valutazione finora
- Autotrol Performa Valve With 400 Series Control Installation InstructionsDocumento24 pagineAutotrol Performa Valve With 400 Series Control Installation InstructionsWattsNessuna valutazione finora
- Pollution: Essay No. 01Documento19 paginePollution: Essay No. 01Abid AliNessuna valutazione finora
- The Economic and Environmental Benefits of Efficient Waste ManagementDocumento2 pagineThe Economic and Environmental Benefits of Efficient Waste ManagementDRECONessuna valutazione finora
- MODELS LS400/LS500: Operation and Parts ManualDocumento150 pagineMODELS LS400/LS500: Operation and Parts ManualManolo CaballeroNessuna valutazione finora
- Ephemeral ArchitectureDocumento14 pagineEphemeral ArchitecturetobyNessuna valutazione finora
- Sanitary Engineering Important Formula Review by Sumit PaudelDocumento2 pagineSanitary Engineering Important Formula Review by Sumit PaudelNirmal K.c.Nessuna valutazione finora
- E. Durga Prasad E-Mail: Contact: 09449876892 09441770679Documento2 pagineE. Durga Prasad E-Mail: Contact: 09449876892 09441770679Durga PrasadNessuna valutazione finora
- Practice Test 3 I. Multiple-Choice Questions: Choose The Option That Best Fits The Blank of The Given SentenceDocumento6 paginePractice Test 3 I. Multiple-Choice Questions: Choose The Option That Best Fits The Blank of The Given SentenceNguyen Minh TanNessuna valutazione finora
- Spoken and Written ExpressionDocumento2 pagineSpoken and Written ExpressionpasenthNessuna valutazione finora
- Inverter User ManualDocumento15 pagineInverter User ManualMarko ĆaletaNessuna valutazione finora
- Parabolic Trough Solar Collectors Integrated With A Kalina Cycle For High Temperature Applications Energy, Exergy and Economic AnalysesDocumento12 pagineParabolic Trough Solar Collectors Integrated With A Kalina Cycle For High Temperature Applications Energy, Exergy and Economic AnalysesAnikilatorBoyNessuna valutazione finora
- HOSPITAL ASSOCIATED Infections Overcoming Emerging Challenge by Dr.T.V.Rao MDDocumento61 pagineHOSPITAL ASSOCIATED Infections Overcoming Emerging Challenge by Dr.T.V.Rao MDtummalapalli venkateswara raoNessuna valutazione finora
- STP Wastewater BrochureDocumento16 pagineSTP Wastewater BrochureJie RongNessuna valutazione finora
- BS1 Omron Datasheet 5413308Documento8 pagineBS1 Omron Datasheet 5413308jadetorresNessuna valutazione finora
- Reuse of Waste Glass in Building Brick Production: Waste Management & Research June 2009Documento7 pagineReuse of Waste Glass in Building Brick Production: Waste Management & Research June 2009leNessuna valutazione finora