Potrebbero piacerti anche
- E - 2 - Effect of Casting Shape and Size On Solidification TimeDocumento6 pagineE - 2 - Effect of Casting Shape and Size On Solidification Timeoğuz kağanNessuna valutazione finora
- Example For Milling CalculationDocumento3 pagineExample For Milling CalculationAbd Muhaimin AmmsNessuna valutazione finora
- Design of Components With Casting ConsiderationsDocumento49 pagineDesign of Components With Casting ConsiderationsOrville SutariNessuna valutazione finora
- U3p2riserdesign 150422035837 Conversion Gate02 PDFDocumento27 pagineU3p2riserdesign 150422035837 Conversion Gate02 PDFசெல்வ குமார்Nessuna valutazione finora
- CH 3-Moulding and Core MakingDocumento49 pagineCH 3-Moulding and Core Makinggosaye desalegn100% (3)
- Cost Effective Casting Design PDFDocumento20 pagineCost Effective Casting Design PDFBambangIrawan48Nessuna valutazione finora
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDocumento7 pagineMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanNessuna valutazione finora
- Ch-21 Sand CastingDocumento156 pagineCh-21 Sand CastingMANJEET KUMARNessuna valutazione finora
- Core CastingDocumento27 pagineCore Castingchetan100% (1)
- Chapter 11-Metal Casting ProcessesDocumento80 pagineChapter 11-Metal Casting ProcessesMuhammad Qasim QureshiNessuna valutazione finora
- Casting Project 1Documento18 pagineCasting Project 1tamertunali100% (1)
- Geometrical Modulus of A Casting and Its Influence On Solidification ProcessDocumento7 pagineGeometrical Modulus of A Casting and Its Influence On Solidification ProcessRa BalamuruganNessuna valutazione finora
- Lecture - 9 Fettling and Casting DefectsDocumento43 pagineLecture - 9 Fettling and Casting DefectsSara KiNessuna valutazione finora
- Manufacturing Process-I (Casting)Documento25 pagineManufacturing Process-I (Casting)Rahul Deb PalNessuna valutazione finora
- DIN - ASME - STANDARD - HeadsDocumento3 pagineDIN - ASME - STANDARD - HeadsHong Dae YoonNessuna valutazione finora
- MT-2 Core MaterialsDocumento3 pagineMT-2 Core MaterialsRavasaheb BholeNessuna valutazione finora
- Prediction of Solidification TimeDocumento9 paginePrediction of Solidification TimeRaghu BhatNessuna valutazione finora
- Sand Casting: Pouring Cup Cope Down Sprue RiserDocumento71 pagineSand Casting: Pouring Cup Cope Down Sprue Riservenkat4Nessuna valutazione finora
- Metal CastingDocumento8 pagineMetal CastingYash DesaaiNessuna valutazione finora
- Product Design For Sand CastingDocumento10 pagineProduct Design For Sand CastingChinmay Das100% (7)
- Chvorinov S Rule and Determination of Coefficient of Heat Accumulation of Moulds With Non Quartz Base SandsDocumento6 pagineChvorinov S Rule and Determination of Coefficient of Heat Accumulation of Moulds With Non Quartz Base SandsSelvarajNessuna valutazione finora
- Forgingforging ProcessDocumento13 pagineForgingforging Processpatel ketanNessuna valutazione finora
- Introduction To Foundry ProcessesDocumento22 pagineIntroduction To Foundry ProcessesAtul Gaur100% (1)
- Reaction Injection MoldingDocumento8 pagineReaction Injection MoldingAmeer_Takashim_9385Nessuna valutazione finora
- Design & Development of Multi-Evaporative Refrigeration SystemDocumento4 pagineDesign & Development of Multi-Evaporative Refrigeration SystemAnonymous izrFWiQNessuna valutazione finora
- Design of Gating and Riser System For Grate Bar CastingDocumento6 pagineDesign of Gating and Riser System For Grate Bar CastingvaseaNessuna valutazione finora
- Chapter 10-Casting IDocumento38 pagineChapter 10-Casting Iking slayerNessuna valutazione finora
- Casting AssignmentDocumento7 pagineCasting AssignmentTshepo MolotoNessuna valutazione finora
- ADI CASt Iron-2 PDFDocumento8 pagineADI CASt Iron-2 PDFarshia123Nessuna valutazione finora
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDocumento12 pagineComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- Riser DesignDocumento4 pagineRiser DesignJiggy Jick100% (1)
- NADCA-High Temp DieDocumento12 pagineNADCA-High Temp DiejalilemadiNessuna valutazione finora
- GCE4145 Lecture 3 - CoreDocumento14 pagineGCE4145 Lecture 3 - CoreAbdullah SubbirNessuna valutazione finora
- Vaccum HardenningDocumento6 pagineVaccum Hardenningkgkganesh8116Nessuna valutazione finora
- A Runner-Gate Design System For Die CastingDocumento4 pagineA Runner-Gate Design System For Die CastingDiazNessuna valutazione finora
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDocumento31 pagineCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterNessuna valutazione finora
- Casting DesignDocumento39 pagineCasting DesignHirenkumar ShahNessuna valutazione finora
- Casting Process Design GuidelinesDocumento8 pagineCasting Process Design GuidelinestejassidhpuraNessuna valutazione finora
- Core MANUFUCTURINGDocumento35 pagineCore MANUFUCTURINGAnonymous Zx7EG1PaNessuna valutazione finora
- Casting ProcessesDocumento18 pagineCasting ProcessesvelavansuNessuna valutazione finora
- Steps Follwed of Procedure of Making DieDocumento38 pagineSteps Follwed of Procedure of Making DieteekamNessuna valutazione finora
- Casting Processes: DR Ajay BatishDocumento46 pagineCasting Processes: DR Ajay BatishAlisha GuptaNessuna valutazione finora
- Extrusion ProcessDocumento24 pagineExtrusion Processchris mushunjeNessuna valutazione finora
- Chapter 4 FurnacesDocumento36 pagineChapter 4 FurnacesMohamed AlkharashyNessuna valutazione finora
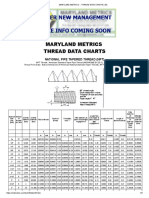
- Maryland Metrics - Thread Data Charts PDFDocumento3 pagineMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNessuna valutazione finora
- Riser Casting ReportDocumento47 pagineRiser Casting Reportganesh0% (1)
- Aim: To Prepare A V Block of - Dimension From The Given Work Piece by UsingDocumento4 pagineAim: To Prepare A V Block of - Dimension From The Given Work Piece by UsingSubodh ShrivNessuna valutazione finora
- Design Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFDocumento6 pagineDesign Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFKmilo GiraldoNessuna valutazione finora
- Study of Metal Flow in CastingDocumento8 pagineStudy of Metal Flow in CastingKhushi ShahNessuna valutazione finora
- Roll ForgingDocumento6 pagineRoll ForgingSaptarshi SinhaNessuna valutazione finora
- Rolling Extrusion & DrawingDocumento52 pagineRolling Extrusion & DrawingSpidyNessuna valutazione finora
- Gears HoningDocumento7 pagineGears Honingsav33Nessuna valutazione finora
- Plastic Metal Forming of Metals and PowdersDocumento20 paginePlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNessuna valutazione finora
- Fundamentals of Metal CastingDocumento45 pagineFundamentals of Metal CastingsuntharNessuna valutazione finora
- SIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)Documento56 pagineSIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)lightsoul91Nessuna valutazione finora
- Manufacturing Process - Module2.0Documento33 pagineManufacturing Process - Module2.0Fiza KamaNessuna valutazione finora
- Lec 6 Extrusion Metal WorkingDocumento29 pagineLec 6 Extrusion Metal WorkingSidra SaeedNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Positive SemidefiniteDocumento4 paginePositive SemidefiniteRia SharmaNessuna valutazione finora
- Antaragni'16 - Work DescriptionDocumento4 pagineAntaragni'16 - Work DescriptionRia SharmaNessuna valutazione finora
- Materials List For Project Work MSE (TA-201) Manufacturing ProcessesDocumento4 pagineMaterials List For Project Work MSE (TA-201) Manufacturing ProcessesRia SharmaNessuna valutazione finora
- Handout 1 - Drawing EllipsesDocumento4 pagineHandout 1 - Drawing EllipsesRia SharmaNessuna valutazione finora
- Love That Graced Life Is Now Gone But What Does It Still Means To Me? Here Is A Poem That Has All The Right Metaphors. Rajiv Krishna SaxenaDocumento3 pagineLove That Graced Life Is Now Gone But What Does It Still Means To Me? Here Is A Poem That Has All The Right Metaphors. Rajiv Krishna SaxenaRia SharmaNessuna valutazione finora
- Introduction of Manufacturing ProcessesDocumento44 pagineIntroduction of Manufacturing Processesdhruvmistry300Nessuna valutazione finora
- Casting Rubber PlasticDocumento14 pagineCasting Rubber PlasticAnonymous AmOgamNessuna valutazione finora
- Askeland Science and Engineering 7e ISM Chapter 09Documento28 pagineAskeland Science and Engineering 7e ISM Chapter 09Ian Gabriel Cañas Fernández100% (1)
- Tehnologia Materialelor F41Documento22 pagineTehnologia Materialelor F41andreeaoana45Nessuna valutazione finora
- HMT PinjoreDocumento45 pagineHMT PinjoreJaskiratSinghNessuna valutazione finora
- Science and Engineering of Materials 7th Edition Askeland Solutions ManualDocumento29 pagineScience and Engineering of Materials 7th Edition Askeland Solutions Manualcrapevioloush1o97% (33)
- GATE MT 2017 Paper With Solution - AskmemetallurgyDocumento35 pagineGATE MT 2017 Paper With Solution - AskmemetallurgySivanujaNessuna valutazione finora
- Foundry CourseDocumento62 pagineFoundry CoursePradip Gupta0% (1)
- Casting Lecture NoteDocumento12 pagineCasting Lecture NoteHARIMETLYNessuna valutazione finora
- Feeding Systems eDocumento12 pagineFeeding Systems eadamastortoNessuna valutazione finora
- CH 11Documento13 pagineCH 11chaitanyacheggNessuna valutazione finora
- Sand Casting of Metals: Elizabeth MertenDocumento13 pagineSand Casting of Metals: Elizabeth Mertentanu rd100% (1)
- Solidification ShrinkageDocumento16 pagineSolidification ShrinkageSherif El-soudyNessuna valutazione finora
- Solid CastDocumento268 pagineSolid CastIvan Ricardo Duquino CastiblancoNessuna valutazione finora
- 3d Print CastingDocumento17 pagine3d Print Castingsami almjanNessuna valutazione finora
- Mini-Risers Are A Big Improvement For Feeding Performance - Feature Content From FoundrymagDocumento3 pagineMini-Risers Are A Big Improvement For Feeding Performance - Feature Content From FoundrymagIndra Pratap SengarNessuna valutazione finora
- Speiser e FinalDocumento12 pagineSpeiser e Finalvicky4gandhiNessuna valutazione finora
- Foundry Manual - Part 3Documento49 pagineFoundry Manual - Part 3Khin Aung ShweNessuna valutazione finora
- Fundamentals of Metal Casting: Qualitative ProblemsDocumento14 pagineFundamentals of Metal Casting: Qualitative ProblemsEspen KolåsNessuna valutazione finora
- Welding Casting Main 2021Documento26 pagineWelding Casting Main 2021mohitNessuna valutazione finora
- Luva Exotermica Patente Us06360808b1Documento16 pagineLuva Exotermica Patente Us06360808b1marcotulio123Nessuna valutazione finora
- Carlson - Riser Carbon Macrosegregation 2010Documento24 pagineCarlson - Riser Carbon Macrosegregation 2010darwin_huaNessuna valutazione finora
- ME1107 Casting AllDocumento129 pagineME1107 Casting AllMahmud HridoyNessuna valutazione finora
- Materials Today: Proceedings: R. Kumar, S. Madhu, K. Aravindh, V. Jayakumar, G. Bharathiraja, A. MuniappanDocumento7 pagineMaterials Today: Proceedings: R. Kumar, S. Madhu, K. Aravindh, V. Jayakumar, G. Bharathiraja, A. Muniappanชนพัทธ์ คงพ่วงNessuna valutazione finora
- Tutorial Last AnswerDocumento9 pagineTutorial Last AnswerEswaran ManakorNessuna valutazione finora
- Lab Manual - BWPDocumento23 pagineLab Manual - BWPAneesh KumarNessuna valutazione finora
- Casting Methods 2015Documento41 pagineCasting Methods 2015Bassel AlshamiNessuna valutazione finora
- Engine Block Manufacturing ProcessDocumento12 pagineEngine Block Manufacturing ProcessFadirul Ezwan100% (3)
- Casting DesignDocumento39 pagineCasting DesignHirenkumar ShahNessuna valutazione finora
- CH 10Documento8 pagineCH 10onlydlonly100% (4)