Potrebbero piacerti anche
- Just in Time AlgebraDocumento289 pagineJust in Time AlgebraamaiscNessuna valutazione finora
- Laser Beam WeldingDocumento17 pagineLaser Beam WeldingSwati AgarwalNessuna valutazione finora
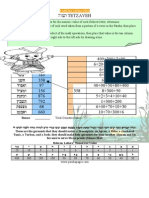
- Tetzaveh Parsha GematriaDocumento1 paginaTetzaveh Parsha GematriaRabbi Benyomin HoffmanNessuna valutazione finora
- Laser WeldingDocumento7 pagineLaser WeldingBhargav Srinivas KolliNessuna valutazione finora
- Web Application Penetration TestingDocumento11 pagineWeb Application Penetration TestingRohitNessuna valutazione finora
- 02 Minerals Library Basic Objects 5p1s4aDocumento113 pagine02 Minerals Library Basic Objects 5p1s4aman_y2k100% (1)
- Laser WeldingDocumento17 pagineLaser WeldingSaurabh GuptaNessuna valutazione finora
- Laser CuttingDocumento25 pagineLaser Cuttingvineeth reddy100% (1)
- Mathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersDa EverandMathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersNessuna valutazione finora
- Laser Beam MachiningDocumento30 pagineLaser Beam MachiningcpamechaNessuna valutazione finora
- Metal Repairs: Laser WeldingDocumento24 pagineMetal Repairs: Laser WeldingV DhinakaranNessuna valutazione finora
- Unconventional Machining ProcessesDocumento29 pagineUnconventional Machining Processesavutu_kunduruNessuna valutazione finora
- Rationalizing The Seismic Coefficient Method PDFDocumento41 pagineRationalizing The Seismic Coefficient Method PDFandremr15100% (1)
- Electro Discharge MachiningDocumento54 pagineElectro Discharge MachiningLihas AirohalNessuna valutazione finora
- Linde Group - Facts About Laser CuttingDocumento20 pagineLinde Group - Facts About Laser CuttingddadaraNessuna valutazione finora
- Taylors PrincipleDocumento5 pagineTaylors Principlerkhurana00727Nessuna valutazione finora
- Laser Beam WeldingDocumento13 pagineLaser Beam WeldingAadip KushwahaNessuna valutazione finora
- 6-Laser Beam Welding MFTDocumento11 pagine6-Laser Beam Welding MFTRamu AmaraNessuna valutazione finora
- Manufacturing Technology: Unit - IDocumento18 pagineManufacturing Technology: Unit - Iapi-271354682100% (1)
- Working Principle: Laser Beam WeldingDocumento14 pagineWorking Principle: Laser Beam WeldingAkash KumarNessuna valutazione finora
- Laser Beam WeldingDocumento14 pagineLaser Beam Weldingpatel mihirNessuna valutazione finora
- 1:electron Beam Welding:: PrincipleDocumento17 pagine1:electron Beam Welding:: PrincipleArafath JazeebNessuna valutazione finora
- Laser Beam WeldingDocumento6 pagineLaser Beam WeldingJackson Silalahi SidabaribaNessuna valutazione finora
- Advanced WeldingDocumento42 pagineAdvanced WeldingMebrahtom LuelNessuna valutazione finora
- About Welding Process 34Documento1 paginaAbout Welding Process 34XerexNessuna valutazione finora
- Standardizare Și Terminologie În Ingineria Sudării-Limba EnglezăDocumento7 pagineStandardizare Și Terminologie În Ingineria Sudării-Limba EnglezăAlexandraIoanaProdanNessuna valutazione finora
- Laser Beam MachiningDocumento3 pagineLaser Beam MachiningpankajNessuna valutazione finora
- NTM Unit4Documento8 pagineNTM Unit4saravana kumarNessuna valutazione finora
- Advance ProductionDocumento5 pagineAdvance ProductiontamertunaliNessuna valutazione finora
- MOdern Welding ProcessesDocumento25 pagineMOdern Welding ProcessesAnwar Sadath M A50% (2)
- Laser Beam MachiningDocumento38 pagineLaser Beam Machiningayushigoyal67% (3)
- Module 4Documento33 pagineModule 4Mohammed aslamNessuna valutazione finora
- 18 Applications in Material ProcessingDocumento38 pagine18 Applications in Material Processingkaushik4208Nessuna valutazione finora
- Electron Beam WeldingDocumento19 pagineElectron Beam WeldingRajan BhadoriyaNessuna valutazione finora
- Work Theory of The Laser Cutting MachineDocumento5 pagineWork Theory of The Laser Cutting MachineHe OfweekNessuna valutazione finora
- LaserCutting RTantraDocumento29 pagineLaserCutting RTantraYandapalli Sai ramNessuna valutazione finora
- Electron Beam Welding-Manu AssignmentDocumento5 pagineElectron Beam Welding-Manu Assignmentbaiti_atiqahNessuna valutazione finora
- Laser Walsh ReviewDocumento21 pagineLaser Walsh ReviewZahoor KhaniNessuna valutazione finora
- Unit-4 LBM & EBMDocumento44 pagineUnit-4 LBM & EBMbaaskararcher506Nessuna valutazione finora
- Laser Beam WeldingDocumento16 pagineLaser Beam WeldingAdarsh GondNessuna valutazione finora
- Laser Beam WeldingDocumento7 pagineLaser Beam WeldingVysakh VasudevanNessuna valutazione finora
- Laser WeldingDocumento11 pagineLaser WeldingnkalaiNessuna valutazione finora
- Electrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritDocumento41 pagineElectrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritB.AishwaryaNessuna valutazione finora
- NTMP - EbmDocumento20 pagineNTMP - EbmShuvroneil Sinha RoyNessuna valutazione finora
- Digital Assigment-2: Name - Mukund Misra REG NO.-17BEM0134Documento7 pagineDigital Assigment-2: Name - Mukund Misra REG NO.-17BEM0134mukund misNessuna valutazione finora
- Abhi EdmDocumento15 pagineAbhi EdmAbhinav SharmaNessuna valutazione finora
- Laser Mig - Hybrid - WeldinggDocumento26 pagineLaser Mig - Hybrid - WeldinggFeratNessuna valutazione finora
- Non Traditional Machining: Murthy Raj R 1MV19MCM02 M Tech Cim Sir. MvitDocumento20 pagineNon Traditional Machining: Murthy Raj R 1MV19MCM02 M Tech Cim Sir. MvitMURTHY RAJNessuna valutazione finora
- LaserCutting RTantraDocumento27 pagineLaserCutting RTantraAhmad ZainiNessuna valutazione finora
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Documento11 pagineAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraNessuna valutazione finora
- Document 1Documento8 pagineDocument 1sadiqali4244Nessuna valutazione finora
- WeldingDocumento23 pagineWeldingMathan EverNessuna valutazione finora
- Laser Systems - The Basics: Generation of A Laser BeamDocumento2 pagineLaser Systems - The Basics: Generation of A Laser BeamDjordje KapetanovicNessuna valutazione finora
- Spot Welding BasicDocumento6 pagineSpot Welding BasicPaulNessuna valutazione finora
- Electron Beam WeldingDocumento20 pagineElectron Beam WeldingkumarNessuna valutazione finora
- A Study On Behavior of Materials UnderDocumento17 pagineA Study On Behavior of Materials UnderIlker CetinNessuna valutazione finora
- Manufacturing Technology-: Instructor: Shantanu BhattacharyaDocumento34 pagineManufacturing Technology-: Instructor: Shantanu BhattacharyaSahil Sunda100% (1)
- Welcome To The Presentation On Other Welding Processes: Presented by Tanay Roy Roll No: 1805024Documento47 pagineWelcome To The Presentation On Other Welding Processes: Presented by Tanay Roy Roll No: 1805024Tanay RoyNessuna valutazione finora
- Laser Beam Machining Research PaperDocumento5 pagineLaser Beam Machining Research Paperfv55wmg4100% (1)
- Laser CuttingDocumento8 pagineLaser CuttingSharath KumarNessuna valutazione finora
- Lecture 18 - Laser Materials ProcessingDocumento22 pagineLecture 18 - Laser Materials ProcessingGaurav GodseNessuna valutazione finora
- Laser Welding UtkarshDocumento24 pagineLaser Welding Utkarshpankaj kumar0% (1)
- Naveen Kumar - LASERs Application in WeldingDocumento7 pagineNaveen Kumar - LASERs Application in Weldingnaveen.kumar.cd.met20Nessuna valutazione finora
- An Essential Guide to Electronic Material Surfaces and InterfacesDa EverandAn Essential Guide to Electronic Material Surfaces and InterfacesNessuna valutazione finora
- ESE 2003 ConventionalDocumento1 paginaESE 2003 Conventionalrkhurana00727Nessuna valutazione finora
- TQM SyllabusDocumento1 paginaTQM Syllabusrkhurana00727Nessuna valutazione finora
- Function Definition: A Powerful Problem or Opportunity Analysis TechniqueDocumento49 pagineFunction Definition: A Powerful Problem or Opportunity Analysis Techniquerkhurana00727Nessuna valutazione finora
- Activity Vii and Viii: Course Grid Summer Internship Seminar Comprehensive Project I & IIDocumento5 pagineActivity Vii and Viii: Course Grid Summer Internship Seminar Comprehensive Project I & IIrkhurana00727Nessuna valutazione finora
- L1-Introduction To ManufacturingDocumento24 pagineL1-Introduction To Manufacturingrkhurana00727Nessuna valutazione finora
- Work SamplingDocumento16 pagineWork Samplingrkhurana00727Nessuna valutazione finora
- PmtsDocumento6 paginePmtsrkhurana00727Nessuna valutazione finora
- Under Water Welding: Open Area Seminar ONDocumento19 pagineUnder Water Welding: Open Area Seminar ONrkhurana00727Nessuna valutazione finora
- Test 4: GRE Real 19Documento6 pagineTest 4: GRE Real 19rdrprsdm2640Nessuna valutazione finora
- Syllabus 3210 Fall 2012 PDFDocumento4 pagineSyllabus 3210 Fall 2012 PDFRahul KarnaNessuna valutazione finora
- Analytical Investigation of Entropy Production With Convective Heat Transfer in Pressure Driven Flow of A Generalised Newtonian FluidDocumento30 pagineAnalytical Investigation of Entropy Production With Convective Heat Transfer in Pressure Driven Flow of A Generalised Newtonian FluidUğur DemirNessuna valutazione finora
- Completation Inteligent RevistaDocumento9 pagineCompletation Inteligent RevistaGabriel Castellon HinojosaNessuna valutazione finora
- Normativ Panouri SandwichDocumento58 pagineNormativ Panouri SandwichAlex ChiraNessuna valutazione finora
- Article On Online ShoppingDocumento23 pagineArticle On Online ShoppingsaravmbaNessuna valutazione finora
- 201 28-NM1 1Documento186 pagine201 28-NM1 1rajabalihvacNessuna valutazione finora
- Mozart Symphony 6 TimpaniDocumento2 pagineMozart Symphony 6 Timpaniגיל עברוןNessuna valutazione finora
- List NotesDocumento27 pagineList NotesMohit MauryaNessuna valutazione finora
- Tapchanger Dual Assessment Raka Levi31102011 PDFDocumento12 pagineTapchanger Dual Assessment Raka Levi31102011 PDFYuri OmonteNessuna valutazione finora
- His To GramsDocumento15 pagineHis To GramsMaryam HasanNessuna valutazione finora
- Jee Advanced PaperDocumento3 pagineJee Advanced PaperGaurav YadavNessuna valutazione finora
- Guar Gum: Product Data Sheet (PDS)Documento1 paginaGuar Gum: Product Data Sheet (PDS)Moatz HamedNessuna valutazione finora
- Bind Second Valve OverviewDocumento27 pagineBind Second Valve OverviewNitin AggarwalNessuna valutazione finora
- Three-Dimensional Lithium-Ion Battery ModelDocumento35 pagineThree-Dimensional Lithium-Ion Battery ModelmortezagashtiNessuna valutazione finora
- Sistema de Refrigeração de Óleo, EspecificaçõesDocumento2 pagineSistema de Refrigeração de Óleo, EspecificaçõesAlexandreNessuna valutazione finora
- S1Agile EN RN I.1 PDFDocumento10 pagineS1Agile EN RN I.1 PDFCorey PorterNessuna valutazione finora
- Stack008 V2Documento1 paginaStack008 V2Kryštof PaličkaNessuna valutazione finora
- 1 Logic GatesDocumento4 pagine1 Logic GatesdassonyNessuna valutazione finora
- HKV-8 Valve Catalog SPLRDocumento128 pagineHKV-8 Valve Catalog SPLRCabrera RodriguezNessuna valutazione finora
- Flower-Visiting Insect Pollinators of Mustard (Brassica: Napus) in Jammu RegionDocumento7 pagineFlower-Visiting Insect Pollinators of Mustard (Brassica: Napus) in Jammu RegionMamata SubediNessuna valutazione finora
- Asset Failure Detention Codes (ICMS - PAM - ZN - SECR 312)Documento5 pagineAsset Failure Detention Codes (ICMS - PAM - ZN - SECR 312)mukesh lachhwani100% (1)
- Nadella Cam Follower PF810EDocumento22 pagineNadella Cam Follower PF810EAldair MezaNessuna valutazione finora
- RiddleDocumento3 pagineRiddleCRISTAN ALONZONessuna valutazione finora
- Astm B695-04-2009Documento6 pagineAstm B695-04-2009Danny TriwibowoNessuna valutazione finora