Potrebbero piacerti anche
- UFO and PentagonDocumento69 pagineUFO and PentagonNur Agustinus100% (3)
- Hot Cold WorkingDocumento40 pagineHot Cold Workingpatel ketanNessuna valutazione finora
- Metal Forming ProcessesDocumento40 pagineMetal Forming ProcessesRyat AtmadjaNessuna valutazione finora
- Forging Defects and Extrusion DefectDocumento8 pagineForging Defects and Extrusion DefectVenkat KrishnaNessuna valutazione finora
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDa EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNessuna valutazione finora
- Metal FormingDocumento40 pagineMetal Formingsreeeram100% (1)
- Deck Manual PDFDocumento217 pagineDeck Manual PDFBozidar TomasevicNessuna valutazione finora
- Summative Test 3.1 Math 10Documento2 pagineSummative Test 3.1 Math 10Christian DecenaNessuna valutazione finora
- Extrusion For ClassDocumento49 pagineExtrusion For ClassNABIL HUSSAINNessuna valutazione finora
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsDa EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNessuna valutazione finora
- GeoDocumento6 pagineGeoKanadeTachibana75% (4)
- Mathematics 10 Performance Task #1 Write The Activities in A Short Bond Paper Activities Activity 1: Go Investigate!Documento2 pagineMathematics 10 Performance Task #1 Write The Activities in A Short Bond Paper Activities Activity 1: Go Investigate!Angel Grace Diego Corpuz100% (2)
- Extrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarDocumento27 pagineExtrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarAdityasinh DesaiNessuna valutazione finora
- ExtrusionDocumento16 pagineExtrusionSourav Saha100% (1)
- Mathematical ReasoningDocumento26 pagineMathematical Reasoningapi-19625511Nessuna valutazione finora
- L-04 Analysis and Design of Two-Way Slab With Beams (Coloured)Documento63 pagineL-04 Analysis and Design of Two-Way Slab With Beams (Coloured)Hidayat Ullah100% (3)
- Extrusion and Its ApplicationDocumento28 pagineExtrusion and Its ApplicationLakhan GuptaNessuna valutazione finora
- 1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IDocumento8 pagine1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IChinmay Das100% (2)
- Ir Presentation PDFDocumento17 pagineIr Presentation PDFMarr BarolNessuna valutazione finora
- Wire Drawing Shearing Processes FinalDocumento19 pagineWire Drawing Shearing Processes FinalJairam AtluriNessuna valutazione finora
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesDa EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNessuna valutazione finora
- Collaboration Proposal FormDocumento4 pagineCollaboration Proposal FormGabriel TecuceanuNessuna valutazione finora
- Roll Forging.Documento36 pagineRoll Forging.jaydee420Nessuna valutazione finora
- 04 ExtrusionDocumento57 pagine04 ExtrusionIrfan MahyunisNessuna valutazione finora
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithDa EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNessuna valutazione finora
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyDa EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNessuna valutazione finora
- Extrusion FundamentalsDocumento5 pagineExtrusion FundamentalsJoNessuna valutazione finora
- Extrusion Complete PDFDocumento22 pagineExtrusion Complete PDFSantoshNessuna valutazione finora
- Extrusion ProcessesDocumento6 pagineExtrusion ProcessesSreejith VaneryNessuna valutazione finora
- Extrusion LatestDocumento27 pagineExtrusion LatestChanti ChaithanyaNessuna valutazione finora
- ExtrusionDocumento5 pagineExtrusionklawsis100% (1)
- Manufacturing Engineering II (ch3)Documento93 pagineManufacturing Engineering II (ch3)beila.amu.22Nessuna valutazione finora
- Mechanical Working of Metals MaterialDocumento40 pagineMechanical Working of Metals MaterialRoyalmechNessuna valutazione finora
- Design of Dies - Unit 4Documento149 pagineDesign of Dies - Unit 4210 SureshNessuna valutazione finora
- Metal ExtrusionDocumento41 pagineMetal ExtrusionRashiqah RazlanNessuna valutazione finora
- Chapter 3 Metal Forming ProcessesDocumento103 pagineChapter 3 Metal Forming Processesdagimawgchew777Nessuna valutazione finora
- ExtrusionDocumento28 pagineExtrusionAkash SavaliyaNessuna valutazione finora
- Extrusion A Manufacturing ProcessDocumento36 pagineExtrusion A Manufacturing Processrsurao24Nessuna valutazione finora
- Unit 5 - Manufacturing Technology - WWW - Rgpvnotes.inDocumento30 pagineUnit 5 - Manufacturing Technology - WWW - Rgpvnotes.inROHIT MEHRANessuna valutazione finora
- Extrusion ProcessDocumento24 pagineExtrusion Processchris mushunjeNessuna valutazione finora
- Bulk Deformation Processes - ExtrusionDocumento16 pagineBulk Deformation Processes - ExtrusionAnonymous 8NSojG100% (1)
- IronDocumento91 pagineIronManish KumarNessuna valutazione finora
- Mechanical Working of Materials: ExtrusionDocumento10 pagineMechanical Working of Materials: ExtrusionSahil MaharNessuna valutazione finora
- Unit Iii Bulk Processes Bulk DeformationDocumento77 pagineUnit Iii Bulk Processes Bulk DeformationAkash akNessuna valutazione finora
- ExtrusionDocumento27 pagineExtrusionb1932025Nessuna valutazione finora
- L 8-Extrusion PDFDocumento16 pagineL 8-Extrusion PDFkhaledmosharrafmukutNessuna valutazione finora
- Asst. Professor University of Petroleum and Energy Studies: Nitin LohaniDocumento29 pagineAsst. Professor University of Petroleum and Energy Studies: Nitin LohaniRavichandran GNessuna valutazione finora
- Short-Ppt Class Note Extru-Rolling-20Documento71 pagineShort-Ppt Class Note Extru-Rolling-20Satyajeet SahooNessuna valutazione finora
- Lecture 05 (Metal Forming Processes)Documento37 pagineLecture 05 (Metal Forming Processes)Mubashar ZahidNessuna valutazione finora
- Metal FormingDocumento20 pagineMetal FormingPrashant ShreshthaNessuna valutazione finora
- Bulk Deformation Processes: Forging & ExtrusionDocumento24 pagineBulk Deformation Processes: Forging & ExtrusionDân NguyễnNessuna valutazione finora
- Forging DefectDocumento4 pagineForging DefectRashmi Bhatt NautiyalNessuna valutazione finora
- ExtrusionDocumento81 pagineExtrusionAstha NiharikaNessuna valutazione finora
- Plasticity and Deformation Process: ExtrusionDocumento25 paginePlasticity and Deformation Process: ExtrusionHanaa ElnegmeNessuna valutazione finora
- Metal Forming Processes - FullDocumento5 pagineMetal Forming Processes - FullArjun NbNessuna valutazione finora
- Extrusion: Cross-Sectional Die Compressive ShearDocumento10 pagineExtrusion: Cross-Sectional Die Compressive ShearCarlos BustamanteNessuna valutazione finora
- Chapter 14.1 To 14.4,14.6Documento20 pagineChapter 14.1 To 14.4,14.6Lhekha RaviendranNessuna valutazione finora
- Manufacturing Engineering II (ch3)Documento111 pagineManufacturing Engineering II (ch3)AlemNessuna valutazione finora
- IPE 331 L10-ExtrusionDocumento12 pagineIPE 331 L10-ExtrusionshihabNessuna valutazione finora
- D) Discuss The Cold Extrusion Processes & Extrusion DefectsDocumento6 pagineD) Discuss The Cold Extrusion Processes & Extrusion DefectsAsad kkNessuna valutazione finora
- Unit IIIDocumento114 pagineUnit IIIManoj Kumar SNessuna valutazione finora
- 2.14. Multiple-Use-Mould Casting ProcessesDocumento3 pagine2.14. Multiple-Use-Mould Casting Processesaman chaudharyNessuna valutazione finora
- Chapter 15Documento17 pagineChapter 15Lhekha RaviendranNessuna valutazione finora
- CH 15Documento34 pagineCH 15ACC SHNessuna valutazione finora
- ExtrusionDocumento20 pagineExtrusionAakash Singh100% (5)
- 6.metal Extrusion and Drawing Processes and Equipment ContinuedDocumento35 pagine6.metal Extrusion and Drawing Processes and Equipment ContinuedGRAHAM KUNDAI DENGEZANessuna valutazione finora
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeDa EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNessuna valutazione finora
- Application for Masters (2020-21) : Address For Correspondence प ाचार का पता Permanent Address थायी पताDocumento2 pagineApplication for Masters (2020-21) : Address For Correspondence प ाचार का पता Permanent Address थायी पताSiddharth RajendranNessuna valutazione finora
- NEP Final For Circulation PDFDocumento60 pagineNEP Final For Circulation PDFNaren SainiNessuna valutazione finora
- 0263d1b969293-1.time, Distance and Speed (Theory &exercise)Documento14 pagine0263d1b969293-1.time, Distance and Speed (Theory &exercise)Siddharth RajendranNessuna valutazione finora
- Application for Masters (2020-21) : Address For Correspondence प ाचार का पता Permanent Address थायी पताDocumento2 pagineApplication for Masters (2020-21) : Address For Correspondence प ाचार का पता Permanent Address थायी पताSiddharth RajendranNessuna valutazione finora
- Kemh110 PDFDocumento33 pagineKemh110 PDFsnehalNessuna valutazione finora
- Political Science: Test SeriesDocumento109 paginePolitical Science: Test SeriesSiddharth Rajendran0% (1)
- Vedic Reading Form: Appointment With Pt. Sanjay RathDocumento4 pagineVedic Reading Form: Appointment With Pt. Sanjay RathSiddharth RajendranNessuna valutazione finora
- 4 Metal Cutting PDFDocumento42 pagine4 Metal Cutting PDFaviraj2006Nessuna valutazione finora
- Air Pollution Control Technology Fact SheetDocumento5 pagineAir Pollution Control Technology Fact SheetSiddharth RajendranNessuna valutazione finora
- 07 Chapter2Documento8 pagine07 Chapter2Siddharth RajendranNessuna valutazione finora
- Official Vizag Recruitment Through UGC NET 2018Documento6 pagineOfficial Vizag Recruitment Through UGC NET 2018Kabya SrivastavaNessuna valutazione finora
- College DocumentsDocumento2 pagineCollege DocumentsSiddharth RajendranNessuna valutazione finora
- Hostel ReceiptDocumento1 paginaHostel ReceiptSiddharth RajendranNessuna valutazione finora
- IAS Mains Compulsory Hindi 2008Documento12 pagineIAS Mains Compulsory Hindi 2008Siddharth RajendranNessuna valutazione finora
- E Receipt For State Bank Collect PaymentDocumento1 paginaE Receipt For State Bank Collect PaymentSiddharth RajendranNessuna valutazione finora
- Insights Daily Current Affairs 01 July 2017Documento6 pagineInsights Daily Current Affairs 01 July 2017Rohit KapoorNessuna valutazione finora
- 1 6 Monomer Drawing PracticeDocumento4 pagine1 6 Monomer Drawing PracticeSiddharth RajendranNessuna valutazione finora
- Vacancy CGL 05042016Documento2 pagineVacancy CGL 05042016durgeshtiwaryNessuna valutazione finora
- (23 24) Free ConvectionDocumento31 pagine(23 24) Free ConvectionSalam AlbaradieNessuna valutazione finora
- Recruitment of Engineers As Management Trainees Through GATE 2017Documento4 pagineRecruitment of Engineers As Management Trainees Through GATE 2017muthu vNessuna valutazione finora
- (23 24) Free ConvectionDocumento31 pagine(23 24) Free ConvectionSalam AlbaradieNessuna valutazione finora
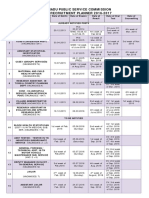
- Tamil Nadu Public Service Commission Annual Recruitment Planner 2016-2017Documento3 pagineTamil Nadu Public Service Commission Annual Recruitment Planner 2016-2017Ananda PreethiNessuna valutazione finora
- New Text DocumentDocumento1 paginaNew Text DocumentSiddharth RajendranNessuna valutazione finora
- 145and146 PDFDocumento10 pagine145and146 PDFSiddharth RajendranNessuna valutazione finora
- S No Reply: Coal India Limited Recruitment of Management TraineesDocumento4 pagineS No Reply: Coal India Limited Recruitment of Management TraineesSiddharth RajendranNessuna valutazione finora
- 3 Geometry of Single Point Cutting ToolsDocumento13 pagine3 Geometry of Single Point Cutting Toolsrichardcaroncstj100% (2)
- Central Electronics Limited (A Public Sector Enterprises) 4, Industrial Area, Sahibabad - 201010 (UP)Documento2 pagineCentral Electronics Limited (A Public Sector Enterprises) 4, Industrial Area, Sahibabad - 201010 (UP)Siddharth RajendranNessuna valutazione finora
- AEF0 - File 1,2,3Documento3 pagineAEF0 - File 1,2,3Nayib Bucarin CarlNessuna valutazione finora
- ABC Press Release and AllocationDocumento28 pagineABC Press Release and AllocationAndrew Finn KlauberNessuna valutazione finora
- Lecture Notes 10: Fading Channels ModelsDocumento19 pagineLecture Notes 10: Fading Channels ModelsayushNessuna valutazione finora
- An Energy Saving Guide For Plastic Injection Molding MachinesDocumento16 pagineAn Energy Saving Guide For Plastic Injection Molding MachinesStefania LadinoNessuna valutazione finora
- Features and ApplicationsDocumento36 pagineFeatures and ApplicationsFWEFWEFWNessuna valutazione finora
- Reader of The Year - PDF: Learning Activity 1.1 PortfolioDocumento20 pagineReader of The Year - PDF: Learning Activity 1.1 PortfolioAtenaNessuna valutazione finora
- Chap 5 - MOMDocumento27 pagineChap 5 - MOMladdooparmarNessuna valutazione finora
- Legend 1028KDocumento2 pagineLegend 1028KAndres Fdo Mora DNessuna valutazione finora
- PD 0018 Well Intervention Pressure Control Syllabus Level 3 4Documento94 paginePD 0018 Well Intervention Pressure Control Syllabus Level 3 4Salim AlgerianNessuna valutazione finora
- Arguments and FallaciesDocumento18 pagineArguments and FallaciesSarah Mae Peñaflor Baldon-IlaganNessuna valutazione finora
- Ee - Lab ReportDocumento36 pagineEe - Lab ReportNoshaba Noreen75% (4)
- Tcexam Result 3174 419 20111208Documento8 pagineTcexam Result 3174 419 20111208goldenkumarNessuna valutazione finora
- Certipur Certified Reference Material: Sodium Standard Solution 1000 MG/L NaDocumento1 paginaCertipur Certified Reference Material: Sodium Standard Solution 1000 MG/L NaJuan BenitezNessuna valutazione finora
- Basic Task 315Documento9 pagineBasic Task 315gaikwadamitag1Nessuna valutazione finora
- Las-Shs Gen - Chem Melc 1 q2 Week-1Documento11 pagineLas-Shs Gen - Chem Melc 1 q2 Week-1Carl Baytola RatesNessuna valutazione finora
- MAS500 2011 Vår Masteroppgave Henrik Engedal Per Magne EgelidDocumento130 pagineMAS500 2011 Vår Masteroppgave Henrik Engedal Per Magne EgelidPoppy DanielsNessuna valutazione finora
- Thermal Stress AnalysisDocumento11 pagineThermal Stress AnalysisFahad KhanNessuna valutazione finora
- The Standard Model Theory - Kreon Papathanasiou - ph4884Documento30 pagineThe Standard Model Theory - Kreon Papathanasiou - ph4884Haigh RudeNessuna valutazione finora
- Sika Decap PDFDocumento2 pagineSika Decap PDFthe pilotNessuna valutazione finora
- Sharding:: Vertical Scaling Involves Increasing The Capacity of A Single Server, Such As Using A More Powerful CPUDocumento233 pagineSharding:: Vertical Scaling Involves Increasing The Capacity of A Single Server, Such As Using A More Powerful CPUJigar SutariyaNessuna valutazione finora
- Abu Khader Group ProposalDocumento5 pagineAbu Khader Group ProposalChristine AghabiNessuna valutazione finora
- GCE A - AS Level Biology A Topic Test - Biodiversity, Evolution and DiseaseDocumento25 pagineGCE A - AS Level Biology A Topic Test - Biodiversity, Evolution and Diseasearfaat shahNessuna valutazione finora
- 10th Syllbus PDFDocumento104 pagine10th Syllbus PDFGagandeep KaurNessuna valutazione finora