Potrebbero piacerti anche
- Line Balance 059Documento39 pagineLine Balance 059Sonam SinghNessuna valutazione finora
- Operation SchedulingDocumento28 pagineOperation SchedulingGagan BhatiNessuna valutazione finora
- Line Balancing ExplainedDocumento23 pagineLine Balancing ExplainedArun MishraNessuna valutazione finora
- Standardized WorkDocumento5 pagineStandardized WorkPapeleria vatisNessuna valutazione finora
- Administración de La Producción: Octubre 2020Documento10 pagineAdministración de La Producción: Octubre 2020lourdesmlccNessuna valutazione finora
- PPC Unit - 4Documento29 paginePPC Unit - 4TEJAANAND PEGUDANessuna valutazione finora
- Blitz Process FlowDocumento6 pagineBlitz Process FlowPrashant DhayalNessuna valutazione finora
- Line BalancingDocumento28 pagineLine BalancingMohammad FarooquiNessuna valutazione finora
- Facilities LayoutDocumento116 pagineFacilities Layoutishan1880% (1)
- 05-Chapter 5 Automated Work Cells and CIM Systems FinalDocumento33 pagine05-Chapter 5 Automated Work Cells and CIM Systems FinalBenu MadhabNessuna valutazione finora
- CIM Unit 3.1Documento96 pagineCIM Unit 3.1vrushNessuna valutazione finora
- Line BalancingDocumento9 pagineLine BalancingJignesh SoniNessuna valutazione finora
- Production and Operations Management: Chelliah SriskandarajahDocumento38 pagineProduction and Operations Management: Chelliah SriskandarajahKumar AashishNessuna valutazione finora
- 07 Balancing Cycle Time and Takt TimeDocumento2 pagine07 Balancing Cycle Time and Takt Timelam nguyenNessuna valutazione finora
- Quality Management SystemDocumento5 pagineQuality Management SystemDharun BlazerNessuna valutazione finora
- Scheduling of OperationsDocumento26 pagineScheduling of OperationsVijay JainNessuna valutazione finora
- Chap 7 Constraint ManagementDocumento28 pagineChap 7 Constraint ManagementDasa SrmNessuna valutazione finora
- Layout: Critical Thinking ExercisesDocumento9 pagineLayout: Critical Thinking ExercisesJennysanNessuna valutazione finora
- Line Balancing Process Flow ChartDocumento28 pagineLine Balancing Process Flow ChartVaanazhaganNessuna valutazione finora
- Continuous Improvement Kaizen GuideDocumento57 pagineContinuous Improvement Kaizen GuidemanoNessuna valutazione finora
- POM Class Note 07-Facility Layout Line BalancingDocumento55 paginePOM Class Note 07-Facility Layout Line BalancingSADY MOHAMMEDNessuna valutazione finora
- Time and Motion Study of Refrigeration Assembly LineDocumento17 pagineTime and Motion Study of Refrigeration Assembly LineFareed AlamNessuna valutazione finora
- Line BalancingDocumento7 pagineLine BalancingPalak VinaikNessuna valutazione finora
- 3.1 Work Measurement - Time Study - W4Documento28 pagine3.1 Work Measurement - Time Study - W4Saiful Azrie100% (1)
- Test3 4Documento4 pagineTest3 4raulmanzanoNessuna valutazione finora
- Line BalancingDocumento5 pagineLine Balancingsaravananpg8697Nessuna valutazione finora
- 2 Herkansing PM 18 Mei 2016 Met Uitwerking Aangepast Voor CanvasDocumento8 pagine2 Herkansing PM 18 Mei 2016 Met Uitwerking Aangepast Voor CanvasKarim SalehNessuna valutazione finora
- Chapter 15 - SchedulingDocumento5 pagineChapter 15 - Schedulinghello_khayNessuna valutazione finora
- Product Layout: Assembly-Line Balancing ApproachDocumento21 pagineProduct Layout: Assembly-Line Balancing ApproachSteven JohnNessuna valutazione finora
- Productivity Improvement Through Line Balancing in Apparel IndustriesDocumento11 pagineProductivity Improvement Through Line Balancing in Apparel IndustriesZaman ParvezNessuna valutazione finora
- Lean Systems: History, Philosophy and Key ElementsDocumento18 pagineLean Systems: History, Philosophy and Key ElementsKool BhardwajNessuna valutazione finora
- PRoductivityDocumento36 paginePRoductivityEmdad ApmNessuna valutazione finora
- Layout Design II Narrative ReportDocumento11 pagineLayout Design II Narrative ReportRuth Ann DimalaluanNessuna valutazione finora
- One Operator Running Two Machines—Interference RisksDocumento3 pagineOne Operator Running Two Machines—Interference Riskskris235770Nessuna valutazione finora
- Production and Operations ManagementDocumento55 pagineProduction and Operations Managementyared haftuNessuna valutazione finora
- Boosting Line Efficiency Through Work StudyDocumento32 pagineBoosting Line Efficiency Through Work Studyইমরানুল শহীদ আলভীNessuna valutazione finora
- Lean Assignment 1Documento11 pagineLean Assignment 1Vinoth Palaniswamy67% (6)
- Facility Layout Planning GuideDocumento23 pagineFacility Layout Planning GuideJessie Radaza TutorNessuna valutazione finora
- Process Design OptimizationDocumento59 pagineProcess Design OptimizationSarthak KhoslaNessuna valutazione finora
- 03 Process AnalysisDocumento30 pagine03 Process Analysisbharat2580% (1)
- Ijeit1412201203 45 PDFDocumento4 pagineIjeit1412201203 45 PDFSathish SigamaniNessuna valutazione finora
- For StudyDocumento15 pagineFor StudyDhanaperumal VarulaNessuna valutazione finora
- For StudyDocumento15 pagineFor StudyDhanaperumal VarulaNessuna valutazione finora
- Donner Company Case AnalysisDocumento5 pagineDonner Company Case Analysisarvinddj80% (5)
- Stched (Autosaved)Documento31 pagineStched (Autosaved)elmotayNessuna valutazione finora
- Line BalancingDocumento62 pagineLine BalancingDrBollapu Sudarshan100% (1)
- Standard Work Combination SheetDocumento3 pagineStandard Work Combination SheetKasnopichNessuna valutazione finora
- D08540000120114006Session 9 - Production Planning and ControlDocumento29 pagineD08540000120114006Session 9 - Production Planning and ControlSagita SimanjuntakNessuna valutazione finora
- Mapping The Future State: Lean Manufacturing StrategyDocumento3 pagineMapping The Future State: Lean Manufacturing StrategyArjun RajNessuna valutazione finora
- Facility Layout OptimizationDocumento30 pagineFacility Layout OptimizationtejathebaapNessuna valutazione finora
- Lean Manufacturing: Supplier Stage 1 Stage 2 SupplierDocumento15 pagineLean Manufacturing: Supplier Stage 1 Stage 2 SupplierAnkit GuptaNessuna valutazione finora
- Ch. 22 - Scheduling - Part 2 - SkeletonDocumento17 pagineCh. 22 - Scheduling - Part 2 - Skeletonklfeng6699Nessuna valutazione finora
- OM Assignment (Kush Kumawat)Documento17 pagineOM Assignment (Kush Kumawat)kush.kumawat.pgdm25Nessuna valutazione finora
- Solution of Assignment 1Documento3 pagineSolution of Assignment 1Anonymous 8O9X3QtR475% (4)
- Line BalancingDocumento43 pagineLine BalancingEsubalew gebrieNessuna valutazione finora
- Chapter 4 Process AnalysisDocumento6 pagineChapter 4 Process Analysispbpotter43100% (1)
- Assembly Line BalancingDocumento54 pagineAssembly Line BalancingKoushik RaoNessuna valutazione finora
- Process Flowchart Creation InstructionsDocumento6 pagineProcess Flowchart Creation InstructionsAl VlaerNessuna valutazione finora
- Takt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsDa EverandTakt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsValutazione: 5 su 5 stelle5/5 (1)
- Takt Time: A Guide to the Very Basic Lean CalculationDa EverandTakt Time: A Guide to the Very Basic Lean CalculationValutazione: 5 su 5 stelle5/5 (2)
- Subject Name Global Applied Economy Topic Macroeconomic Goal - Economic Growth Tutorial 2Documento6 pagineSubject Name Global Applied Economy Topic Macroeconomic Goal - Economic Growth Tutorial 2Jameel MalikNessuna valutazione finora
- Referencess Alternative AssignmentDocumento1 paginaReferencess Alternative AssignmentJameel MalikNessuna valutazione finora
- Alternative Assessment Cover SheetDocumento1 paginaAlternative Assessment Cover SheetJameel MalikNessuna valutazione finora
- Parts Quantity Measurements Cost: Bill of MaterialsDocumento1 paginaParts Quantity Measurements Cost: Bill of MaterialsJameel MalikNessuna valutazione finora
- Monthly project planning calendarDocumento1 paginaMonthly project planning calendarJameel MalikNessuna valutazione finora
- EconomicsDocumento14 pagineEconomicsJameel MalikNessuna valutazione finora
- FoCCD Academic Calendar 2016Documento1 paginaFoCCD Academic Calendar 2016Jameel MalikNessuna valutazione finora
- Advanced Gear Analysis: Epicyclic GearingDocumento15 pagineAdvanced Gear Analysis: Epicyclic GearingNora GuzmanNessuna valutazione finora
- Mechanics of Materials Chap 08-02Documento22 pagineMechanics of Materials Chap 08-02Melissa LaraNessuna valutazione finora
- TimberDocumento6 pagineTimberDissasekaraNessuna valutazione finora
- Statics of ParticlesDocumento36 pagineStatics of ParticlesJuniusBrutusNessuna valutazione finora
- Bernoulli - S Principle ShakilDocumento16 pagineBernoulli - S Principle ShakilShakil MalikNessuna valutazione finora
- EME3233 Thermodynamics & Heat Transfer: Assignment 1Documento11 pagineEME3233 Thermodynamics & Heat Transfer: Assignment 1Jameel MalikNessuna valutazione finora
- Report 3 BrinellDocumento3 pagineReport 3 BrinellJameel MalikNessuna valutazione finora
- Lab4E7 Forced VibrationDocumento12 pagineLab4E7 Forced VibrationJameel MalikNessuna valutazione finora
- Heat ConductionDocumento8 pagineHeat ConductionJameel MalikNessuna valutazione finora
- Advanced Gear Analysis: Epicyclic GearingDocumento15 pagineAdvanced Gear Analysis: Epicyclic GearingNora GuzmanNessuna valutazione finora
- Shigley's Mechanical Engineering Design 9th Edition ErrataDocumento8 pagineShigley's Mechanical Engineering Design 9th Edition Erratalordofhaladin100% (1)
- Introduction to Engineering Heat Transfer ConceptsDocumento8 pagineIntroduction to Engineering Heat Transfer ConceptsShakil MalikNessuna valutazione finora
- Result Simplest Gear TrainDocumento3 pagineResult Simplest Gear TrainShakil MalikNessuna valutazione finora
- Assistive Social Robots in Elderly Care A ReviewDocumento11 pagineAssistive Social Robots in Elderly Care A ReviewJameel MalikNessuna valutazione finora
- Volunteer CV TemplateDocumento2 pagineVolunteer CV TemplateJameel Malik100% (1)
- Strain GaugeDocumento1 paginaStrain GaugeJameel MalikNessuna valutazione finora
- Speed Reducer GearboxDocumento20 pagineSpeed Reducer GearboxAtif Syed100% (1)
- 7 - Energy MethodDocumento8 pagine7 - Energy MethodJameel MalikNessuna valutazione finora
- Faculty of Engineering & Built Environment Subject: Ege 3411 Laboratory Investigations 2 Experiment 1: Gear TrainDocumento7 pagineFaculty of Engineering & Built Environment Subject: Ege 3411 Laboratory Investigations 2 Experiment 1: Gear TrainJameel MalikNessuna valutazione finora
- OFW Dependent Scholarship AssessmentDocumento3 pagineOFW Dependent Scholarship AssessmentJosebeth CairoNessuna valutazione finora
- Igt - Boot Os List Rev B 10-28-2015Documento5 pagineIgt - Boot Os List Rev B 10-28-2015Hector VillarrealNessuna valutazione finora
- Data IntegrationDocumento7 pagineData IntegrationHan MyoNessuna valutazione finora
- Py Py y Py Y: The Second-Order Taylor Approximation GivesDocumento4 paginePy Py y Py Y: The Second-Order Taylor Approximation GivesBeka GurgenidzeNessuna valutazione finora
- COA Full Syllabus-CSEDocumento3 pagineCOA Full Syllabus-CSEAMARTYA KUMARNessuna valutazione finora
- Time Series Forecasting - Project ReportDocumento68 pagineTime Series Forecasting - Project ReportKhursheedKhan50% (2)
- Washington State Employee - 4/2010Documento8 pagineWashington State Employee - 4/2010WFSEc28Nessuna valutazione finora
- GA 7 Parts ManualDocumento565 pagineGA 7 Parts ManualDave SchallNessuna valutazione finora
- Office of The Protected Area Superintendent: Mt. Matutum Protected LandscapeDocumento3 pagineOffice of The Protected Area Superintendent: Mt. Matutum Protected LandscapeNurah LaNessuna valutazione finora
- Understanding Nominal Pipe Sizes (NPS) and Pipe DimensionsDocumento39 pagineUnderstanding Nominal Pipe Sizes (NPS) and Pipe DimensionsprathikNessuna valutazione finora
- NURKSE's Balanced GrowthDocumento7 pagineNURKSE's Balanced GrowthArnab MutsuddyNessuna valutazione finora
- 19286711Documento8 pagine19286711suruth242100% (1)
- TROOP - of - District 2013 Scouting's Journey To ExcellenceDocumento2 pagineTROOP - of - District 2013 Scouting's Journey To ExcellenceAReliableSourceNessuna valutazione finora
- Tdi Hazid TemplateDocumento11 pagineTdi Hazid TemplateAnonymous rwojPlYNessuna valutazione finora
- Different Aids For TeachingDocumento19 pagineDifferent Aids For TeachingPrecious CabarseNessuna valutazione finora
- A Study of Arcing Fault in The Low-Voltage Electrical InstallationDocumento11 pagineA Study of Arcing Fault in The Low-Voltage Electrical Installationaddin100% (1)
- Swilliams Lesson6Documento11 pagineSwilliams Lesson6api-276783092Nessuna valutazione finora
- Wizard's App Pitch Deck by SlidesgoDocumento52 pagineWizard's App Pitch Deck by SlidesgoandreaNessuna valutazione finora
- Newspaper CritiqueDocumento4 pagineNewspaper CritiquebojoiNessuna valutazione finora
- Six Thinking Hats TrainingDocumento34 pagineSix Thinking Hats TrainingNishanthan100% (1)
- Armed Struggle in Africa (1969)Documento167 pagineArmed Struggle in Africa (1969)Dr.VolandNessuna valutazione finora
- 0: at J P Z 'Abcdededededededefghij: Your Account at A GlanceDocumento4 pagine0: at J P Z 'Abcdededededededefghij: Your Account at A Glancethihakoko100% (2)
- How To Use Oracle Account Generator For Project Related TransactionsDocumento40 pagineHow To Use Oracle Account Generator For Project Related Transactionsapnambiar88Nessuna valutazione finora
- TT100 Viscometer: For Inline Systems ApplicationsDocumento2 pagineTT100 Viscometer: For Inline Systems ApplicationsPablo Antu Manque RodriguezNessuna valutazione finora
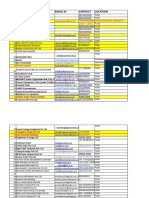
- Company Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDocumento65 pagineCompany Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDhruv Parekh100% (1)
- ROUTERDocumento26 pagineROUTERIsraelNessuna valutazione finora
- Graphics Coursework GcseDocumento7 pagineGraphics Coursework Gcseafiwhlkrm100% (2)
- Chapter 7 - Trade and Investment EnvironmentDocumento7 pagineChapter 7 - Trade and Investment EnvironmentMa. Cristel Rovi RibucanNessuna valutazione finora
- JDC Merchanndising ActivityDocumento6 pagineJDC Merchanndising ActivityShaira Sahibad100% (1)