Potrebbero piacerti anche
- Presentation1 130907161730Documento222 paginePresentation1 130907161730Radu RîcăNessuna valutazione finora
- Guide to Occlusal Waxing: Third EditionDa EverandGuide to Occlusal Waxing: Third EditionNessuna valutazione finora
- Casting DefectsDocumento21 pagineCasting DefectsImran KhanNessuna valutazione finora
- Fixed Orthodontic Appliances: A Practical GuideDa EverandFixed Orthodontic Appliances: A Practical GuideValutazione: 1 su 5 stelle1/5 (1)
- Gypsum Products and Their Significance in ProstheticsDocumento50 pagineGypsum Products and Their Significance in ProstheticsTavleen Kaur100% (1)
- Wax PatternDocumento60 pagineWax Patternmustafa100% (1)
- Handbook of Clinical Techniques in Pediatric DentistryDa EverandHandbook of Clinical Techniques in Pediatric DentistryJane A. SoxmanNessuna valutazione finora
- Die Materials, Investment and Inlay WaxDocumento167 pagineDie Materials, Investment and Inlay WaxBhargav KambhampatiNessuna valutazione finora
- Casting Procedures & Defects PallaviDocumento91 pagineCasting Procedures & Defects PallaviJitender Reddy0% (1)
- Denture Base MaterialsDocumento117 pagineDenture Base MaterialsLalit KumarNessuna valutazione finora
- 4th SeminarDocumento70 pagine4th SeminarVeena Goud100% (1)
- Denture Base ResinDocumento65 pagineDenture Base ResinDrShefali Goel100% (1)
- Investment Materials and Investing Techniques - pp1tDocumento129 pagineInvestment Materials and Investing Techniques - pp1tHemalatha Lakshminarayan67% (3)
- Dental Casting Alloys: A Seminar by Nikhil.JDocumento77 pagineDental Casting Alloys: A Seminar by Nikhil.Jhotbuddy723Nessuna valutazione finora
- Ceramics Lecture.Documento90 pagineCeramics Lecture.parix.g100% (1)
- Metal Ceramic RestorationDocumento7 pagineMetal Ceramic Restoration2oclockNessuna valutazione finora
- Alloys Used in ProsthodonticsDocumento93 pagineAlloys Used in ProsthodonticsAiswarya MishraNessuna valutazione finora
- Cast RestorationsDocumento129 pagineCast Restorationsrasagna reddyNessuna valutazione finora
- 3) All Ceramic RestorDocumento26 pagine3) All Ceramic RestorAboodMAlhandoodiNessuna valutazione finora
- Tarnish and Corrosion / Orthodontic Courses by Indian Dental AcademyDocumento20 pagineTarnish and Corrosion / Orthodontic Courses by Indian Dental Academyindian dental academy100% (1)
- Alloys For FPDDocumento101 pagineAlloys For FPDsapnaNessuna valutazione finora
- Dental BursDocumento44 pagineDental BursRanadhir Apuri67% (3)
- Resin Bonded FPDDocumento29 pagineResin Bonded FPDVaishaliNessuna valutazione finora
- Mechanical Properties of Dental MaterialsDocumento39 pagineMechanical Properties of Dental MaterialsAjinkya Kadam100% (3)
- Cervical LesionsDocumento135 pagineCervical Lesionsrasagna reddyNessuna valutazione finora
- Physical Properties of Dental MaterialsDocumento87 paginePhysical Properties of Dental MaterialsManiBernardH100% (1)
- Lab Procedures in RPD FabricationDocumento68 pagineLab Procedures in RPD Fabricationneethu50% (2)
- Dental CeramicsDocumento62 pagineDental CeramicsAnamika Thakur Rana100% (2)
- Try in FPDDocumento40 pagineTry in FPDharshini100% (1)
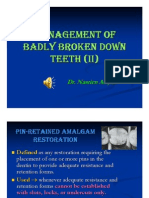
- Management of Badly Broken Down Teeth IIDocumento63 pagineManagement of Badly Broken Down Teeth IIAhmad Zuhdi Aljedi100% (7)
- Denture Base MaterialsDocumento75 pagineDenture Base Materialsmarwa100% (1)
- Denture Base Materials 12Documento70 pagineDenture Base Materials 12Rohith GanigaNessuna valutazione finora
- Restorative ResinsDocumento23 pagineRestorative ResinsNaveen Kumar0% (1)
- Inlay Casting Waxes & Wax Pattern FabricationDocumento71 pagineInlay Casting Waxes & Wax Pattern FabricationMehak AryaNessuna valutazione finora
- Investments of Dental MaterialsDocumento30 pagineInvestments of Dental MaterialsAnnaAffandie100% (1)
- Managing Problems in Complete Dentures - LectureDocumento18 pagineManaging Problems in Complete Dentures - LectureMarlisa Zhong100% (1)
- All - Ceramic Restorations: Composition of Ceramic Products Based On Feldspar, Kaolin and QuartzDocumento9 pagineAll - Ceramic Restorations: Composition of Ceramic Products Based On Feldspar, Kaolin and QuartzVincent Ser100% (1)
- Impression MaterialsDocumento177 pagineImpression Materialspriyanka chavdaNessuna valutazione finora
- Alloys For Cast Partial DenturesDocumento29 pagineAlloys For Cast Partial DenturesSeena Sam67% (3)
- Denture Cleansers: A Material For Removing Deposits From A DentureDocumento14 pagineDenture Cleansers: A Material For Removing Deposits From A DentureAmniAzmiNessuna valutazione finora
- Metal - Ceramic Restorations Part I FILEminimizer FILEminimizerDocumento61 pagineMetal - Ceramic Restorations Part I FILEminimizer FILEminimizerSer Ge100% (1)
- Wrought Metal AlloysDocumento25 pagineWrought Metal AlloysLalit KumarNessuna valutazione finora
- Casting Procedures and DefectsDocumento146 pagineCasting Procedures and Defectsrasagna reddy50% (4)
- Denture CleansersDocumento32 pagineDenture CleansersKamran ParvezNessuna valutazione finora
- Impression in FPDDocumento9 pagineImpression in FPDAmar Bhochhibhoya100% (1)
- Principles of Tooth PreparationDocumento43 paginePrinciples of Tooth PreparationJyoti Raheja100% (3)
- New Microsoft PowerPoint PresentationDocumento158 pagineNew Microsoft PowerPoint PresentationSutapa Roy100% (1)
- Recent Advances in Dental CeramicsDocumento48 pagineRecent Advances in Dental CeramicsMohamed TahaNessuna valutazione finora
- CD Relining & Rebasing Complete DenturesDocumento42 pagineCD Relining & Rebasing Complete DenturesMohsin HabibNessuna valutazione finora
- Physical and Mechanical Properties of Dental MaterialsDocumento104 paginePhysical and Mechanical Properties of Dental Materialsdiwakar2100% (1)
- Immediate DenturesDocumento35 pagineImmediate DenturesSimran SahniNessuna valutazione finora
- 24-Sequelae of Wearing Complete Dentures - Rajat DangDocumento19 pagine24-Sequelae of Wearing Complete Dentures - Rajat DangNaunit Vaid100% (1)
- Cast RestorationsDocumento185 pagineCast Restorationsrasagna reddyNessuna valutazione finora
- Inlays and Onlays ReportDocumento32 pagineInlays and Onlays ReportAlnielJoManlapigNessuna valutazione finora
- Finish Line of The Preparation Is The End of Tooth PreparationDocumento36 pagineFinish Line of The Preparation Is The End of Tooth PreparationAnureet MehrokNessuna valutazione finora
- Abrasion and Polishing AgentsDocumento68 pagineAbrasion and Polishing AgentsSneha Singh50% (4)
- Laminates and VennersDocumento42 pagineLaminates and VennersJASPREETKAUR0410Nessuna valutazione finora
- Partial Retainer in FPD DR VikasDocumento99 paginePartial Retainer in FPD DR VikasVikas AggarwalNessuna valutazione finora
- How To Print and Save As PDF in Chrome iPhone/iPaDocumento12 pagineHow To Print and Save As PDF in Chrome iPhone/iPadennu101Nessuna valutazione finora
- Now Are We in Christ Jesus - 308004 Offr 20141027 PDFDocumento56 pagineNow Are We in Christ Jesus - 308004 Offr 20141027 PDFStaci RiemanNessuna valutazione finora
- Dental Investment Materials and Investing TechniquesDocumento67 pagineDental Investment Materials and Investing TechniquesBharanija100% (2)
- Dental Casting DefectsDocumento86 pagineDental Casting Defectsdennu101100% (3)
- The Assignment Writing Process: Why Are You Expected To Write Assignments?Documento4 pagineThe Assignment Writing Process: Why Are You Expected To Write Assignments?Chepuru Venkata SivaNessuna valutazione finora
- Solutions HHW WorksheetDocumento10 pagineSolutions HHW WorksheetPriyanshi -Nessuna valutazione finora
- Gpa 2261Documento19 pagineGpa 2261Ceciliagorra100% (1)
- KProselect Lubricants B GBDocumento4 pagineKProselect Lubricants B GByovannyNessuna valutazione finora
- SIC1011 OrganicDocumento6 pagineSIC1011 OrganicNor AtiyahNessuna valutazione finora
- Video 21Documento41 pagineVideo 21AssyakurNessuna valutazione finora
- Viton Material - Dopont PDFDocumento1 paginaViton Material - Dopont PDFKamlesh DalavadiNessuna valutazione finora
- 10Documento12 pagine10tskmechNessuna valutazione finora
- Cumicrete: Conventional Dense Castables (Calcined Clay Based)Documento6 pagineCumicrete: Conventional Dense Castables (Calcined Clay Based)Devanathan ChinnasamyNessuna valutazione finora
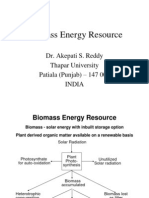
- Biomass Energy ResourcesDocumento24 pagineBiomass Energy ResourcesDr. Akepati Sivarami ReddyNessuna valutazione finora
- Verniz OffsetDocumento11 pagineVerniz OffsetCelso Prado da SilvaNessuna valutazione finora
- Prac - Exam - Style - Paper - 1 - MS Chmeistry OlevelDocumento2 paginePrac - Exam - Style - Paper - 1 - MS Chmeistry OlevelAhmed SadhanNessuna valutazione finora
- Chapter5 PDFDocumento18 pagineChapter5 PDFAli HassanNessuna valutazione finora
- Lipids ExperimentDocumento3 pagineLipids ExperimentCyra LumibaoNessuna valutazione finora
- Aldehyde and KetoneDocumento39 pagineAldehyde and KetoneCitra Siti PurnamaNessuna valutazione finora
- ColaTeric CETDocumento1 paginaColaTeric CETmndmattNessuna valutazione finora
- Combustion and FlameDocumento7 pagineCombustion and Flamedattatray deshmukhNessuna valutazione finora
- Ingredients List With CAS Numbers and SpecsDocumento2 pagineIngredients List With CAS Numbers and SpecsfaisalNessuna valutazione finora
- Solubility Behavior of Organic CompoundsDocumento7 pagineSolubility Behavior of Organic CompoundsWinston Jake Gerolaga100% (2)
- 7.1covalent Bonding MSDocumento5 pagine7.1covalent Bonding MSMahir ShahriyarNessuna valutazione finora
- PT Staris Chemicals: Corporate ProfileDocumento9 paginePT Staris Chemicals: Corporate ProfileAnonymous H9Qg1iNessuna valutazione finora
- CHM 302 UneditedDocumento89 pagineCHM 302 Uneditedibrahim muhammad saniNessuna valutazione finora
- JBL Brochure Biotope Aquarium Water en PDFDocumento21 pagineJBL Brochure Biotope Aquarium Water en PDFGeorge PotoleaNessuna valutazione finora
- Experiment 1 - Kinetics Study of The Hydrolysis of Methyl Acetate by Acid-Base Titration.Documento11 pagineExperiment 1 - Kinetics Study of The Hydrolysis of Methyl Acetate by Acid-Base Titration.KhAi En75% (16)
- Chapter Test IIDocumento13 pagineChapter Test IIEsmael KasilagNessuna valutazione finora
- Homeostasis - Chapter 1Documento19 pagineHomeostasis - Chapter 1dghosh76Nessuna valutazione finora
- GATE Metallurgical Engineering 2007Documento15 pagineGATE Metallurgical Engineering 2007RATHIRAM NAIKNessuna valutazione finora
- Lesson 1. Ionic CompoundsDocumento4 pagineLesson 1. Ionic CompoundsJamelle SilvestreNessuna valutazione finora
- Steris DocumentDocumento10 pagineSteris DocumentSyed Sarfraz Ali100% (1)
- ManuaManual On Significance of Tests For Petroleum Products (7th Ed) L On Significance of Tests For Petroleum Products (7th Ed) by George v. DyroffDocumento262 pagineManuaManual On Significance of Tests For Petroleum Products (7th Ed) L On Significance of Tests For Petroleum Products (7th Ed) by George v. Dyroffvaleria100% (1)
- Flyer TripleCoatingsDocumento12 pagineFlyer TripleCoatingshirafarooq2000Nessuna valutazione finora
- Organic Chemistry for Schools: Advanced Level and Senior High SchoolDa EverandOrganic Chemistry for Schools: Advanced Level and Senior High SchoolNessuna valutazione finora
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincDa EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincValutazione: 3.5 su 5 stelle3.5/5 (137)
- The Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsDa EverandThe Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsValutazione: 4 su 5 stelle4/5 (146)
- Is That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeDa EverandIs That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeValutazione: 5 su 5 stelle5/5 (4)
- Monkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeDa EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeValutazione: 4 su 5 stelle4/5 (1)
- The Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsDa EverandThe Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsValutazione: 5 su 5 stelle5/5 (3)
- The Elements We Live By: How Iron Helps Us Breathe, Potassium Lets Us See, and Other Surprising Superpowers of the Periodic TableDa EverandThe Elements We Live By: How Iron Helps Us Breathe, Potassium Lets Us See, and Other Surprising Superpowers of the Periodic TableValutazione: 3.5 su 5 stelle3.5/5 (22)
- Science Goes Viral: Captivating Accounts of Science in Everyday LifeDa EverandScience Goes Viral: Captivating Accounts of Science in Everyday LifeValutazione: 5 su 5 stelle5/5 (1)
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactDa EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactValutazione: 5 su 5 stelle5/5 (5)
- Chemistry for Breakfast: The Amazing Science of Everyday LifeDa EverandChemistry for Breakfast: The Amazing Science of Everyday LifeValutazione: 4.5 su 5 stelle4.5/5 (90)
- Essential Oil Chemistry Formulating Essential Oil Blends that Heal - Aldehyde - Ketone - Lactone: Healing with Essential OilDa EverandEssential Oil Chemistry Formulating Essential Oil Blends that Heal - Aldehyde - Ketone - Lactone: Healing with Essential OilValutazione: 5 su 5 stelle5/5 (1)
- Handbook of Formulating Dermal Applications: A Definitive Practical GuideDa EverandHandbook of Formulating Dermal Applications: A Definitive Practical GuideNessuna valutazione finora
- Chemistry: a QuickStudy Laminated Reference GuideDa EverandChemistry: a QuickStudy Laminated Reference GuideValutazione: 5 su 5 stelle5/5 (1)
- A Perfect Red: Empire, Espionage, and the Quest for the Color of DesireDa EverandA Perfect Red: Empire, Espionage, and the Quest for the Color of DesireValutazione: 4 su 5 stelle4/5 (129)
- Introduction to Strategies for Organic SynthesisDa EverandIntroduction to Strategies for Organic SynthesisNessuna valutazione finora
- Transformer: The Deep Chemistry of Life and DeathDa EverandTransformer: The Deep Chemistry of Life and DeathValutazione: 4.5 su 5 stelle4.5/5 (13)
- Bioplastics: A Home Inventors HandbookDa EverandBioplastics: A Home Inventors HandbookValutazione: 4 su 5 stelle4/5 (2)
- Formulating, Packaging, and Marketing of Natural Cosmetic ProductsDa EverandFormulating, Packaging, and Marketing of Natural Cosmetic ProductsNessuna valutazione finora
- Water-Based Paint Formulations, Vol. 3Da EverandWater-Based Paint Formulations, Vol. 3Valutazione: 4.5 su 5 stelle4.5/5 (6)
- Formulation and Process Development Strategies for Manufacturing BiopharmaceuticalsDa EverandFormulation and Process Development Strategies for Manufacturing BiopharmaceuticalsFeroz JameelNessuna valutazione finora
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookDa EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNessuna valutazione finora
- Catch Up Chemistry, second edition: For the Life and Medical SciencesDa EverandCatch Up Chemistry, second edition: For the Life and Medical SciencesValutazione: 5 su 5 stelle5/5 (2)