Potrebbero piacerti anche
- Nursing Care PlansDocumento10 pagineNursing Care PlansGracie S. Vergara100% (1)
- Calm Your Aggressive DogDocumento58 pagineCalm Your Aggressive DogASd33475% (4)
- 10 Electro Chemical Machining (ECM)Documento27 pagine10 Electro Chemical Machining (ECM)Blizer Clan100% (1)
- Fundamentals of Fast SwimmingDocumento9 pagineFundamentals of Fast SwimmingTorcay Ulucay100% (1)
- Chemical and Physical Properties of Refined Petroleum ProductsDocumento36 pagineChemical and Physical Properties of Refined Petroleum Productskanakarao1Nessuna valutazione finora
- Extractive Metallurgy 3: Processing Operations and RoutesDa EverandExtractive Metallurgy 3: Processing Operations and RoutesNessuna valutazione finora
- NCMA 217 - Newborn Assessment Ma'am JhalDocumento5 pagineNCMA 217 - Newborn Assessment Ma'am JhalMariah Blez BognotNessuna valutazione finora
- Affidavit of Consent For Shared Parental AuthorityDocumento2 pagineAffidavit of Consent For Shared Parental AuthorityTet LegaspiNessuna valutazione finora
- Placenta Previa Case StudyDocumento59 paginePlacenta Previa Case StudySiergs Smith GervacioNessuna valutazione finora
- Spot Welding PDFDocumento6 pagineSpot Welding PDFjames.anitNessuna valutazione finora
- READING IDEF0 MODELSDocumento16 pagineREADING IDEF0 MODELSZincaDianaNessuna valutazione finora
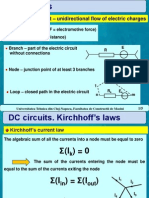
- DC circuits and Kirchhoff's lawsDocumento5 pagineDC circuits and Kirchhoff's lawsMihai GînțaNessuna valutazione finora
- Catalog CabTecDocumento78 pagineCatalog CabTecnemarc08Nessuna valutazione finora
- Surface Coating ProcessesDocumento7 pagineSurface Coating ProcessesSailabala ChoudhuryNessuna valutazione finora
- IS3 - Innovation Strategy For Smart Specialization of The Republic of Bulgaria 2014-2020Documento139 pagineIS3 - Innovation Strategy For Smart Specialization of The Republic of Bulgaria 2014-2020Svetlin RanguelovNessuna valutazione finora
- BibliografieDocumento2 pagineBibliografieLucian GrigorasNessuna valutazione finora
- ElectrotehnicaDocumento20 pagineElectrotehnicaMecea ValentinNessuna valutazione finora
- Fisa FilmDocumento1 paginaFisa FilmRazvan AlexandruNessuna valutazione finora
- MTM Lab Manual ContentsDocumento23 pagineMTM Lab Manual ContentsMian Abdul Rehman100% (1)
- UCTE TerminologieDocumento320 pagineUCTE TerminologieBogdan Vicol100% (1)
- Catalog Suruburi Cu Bile SKFDocumento52 pagineCatalog Suruburi Cu Bile SKFjo_rz_57Nessuna valutazione finora
- Mould SteelsDocumento32 pagineMould SteelsAnonymous B3I6zYNhqdNessuna valutazione finora
- CALB Lithium Ion Battery ManualDocumento15 pagineCALB Lithium Ion Battery ManualvjvbNessuna valutazione finora
- Electro-Chemical Machining: Presented By: Keisham Sushima Devi DIP/14/ME/12Documento18 pagineElectro-Chemical Machining: Presented By: Keisham Sushima Devi DIP/14/ME/12Fawad HussainNessuna valutazione finora
- ECM - 1st Lecture Chapter 3Documento15 pagineECM - 1st Lecture Chapter 3KAMALJEET SINGHNessuna valutazione finora
- Lecture 24 - ECMDocumento32 pagineLecture 24 - ECMDivyam GargNessuna valutazione finora
- Science of Engineerin G Manufactu Re-Ii: Assignment - 1Documento17 pagineScience of Engineerin G Manufactu Re-Ii: Assignment - 1amit_kumar_dtuNessuna valutazione finora
- Non Conventional MachiningDocumento19 pagineNon Conventional MachiningTooling ganeshNessuna valutazione finora
- Unit Iii NotesDocumento29 pagineUnit Iii NotesSadhasivam CNessuna valutazione finora
- Guide to Chemical, Electrochemical, Electron Beam & Laser Beam Machining ProcessesDocumento15 pagineGuide to Chemical, Electrochemical, Electron Beam & Laser Beam Machining ProcessesAshwin DevNessuna valutazione finora
- Electro Chemical MachiningDocumento21 pagineElectro Chemical MachiningShashank AgarwalNessuna valutazione finora
- Nontraditional Manufacturing ProcessesDocumento157 pagineNontraditional Manufacturing ProcessesProf. Arshad Noor Siddiqui (D/o Mechanical Engineering)Nessuna valutazione finora
- EDM Introduction Explains History and Working PrinciplesDocumento49 pagineEDM Introduction Explains History and Working PrinciplesChalla varun KumarNessuna valutazione finora
- Electrochemical MachiningDocumento4 pagineElectrochemical MachiningHariharanNessuna valutazione finora
- Electrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritDocumento41 pagineElectrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritB.AishwaryaNessuna valutazione finora
- Ch-12 Unconventional MachiningDocumento188 pagineCh-12 Unconventional MachiningAbhishek AroraNessuna valutazione finora
- Assignment 2 (Praful Rawat 160970104033)Documento5 pagineAssignment 2 (Praful Rawat 160970104033)as hgfNessuna valutazione finora
- Lecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMDocumento32 pagineLecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMSilentxpire75% (4)
- Electro WinningDocumento4 pagineElectro WinningJOSEPH HERBERT MABELNessuna valutazione finora
- Electro Chemical MachiningDocumento40 pagineElectro Chemical Machiningnashk18Nessuna valutazione finora
- Ijert Ijert: Study of Electro-Chemical Machining Process For Drilling HoleDocumento5 pagineIjert Ijert: Study of Electro-Chemical Machining Process For Drilling HoleMd Sultan AhemadNessuna valutazione finora
- ECM - 2nd Lecture Chapter 3Documento15 pagineECM - 2nd Lecture Chapter 3KAMALJEET SINGHNessuna valutazione finora
- Ch-12 Unconventional MachiningDocumento135 pagineCh-12 Unconventional MachiningSaumil ShahNessuna valutazione finora
- Electrochemical MachiningDocumento104 pagineElectrochemical MachiningDeepak SharmaNessuna valutazione finora
- AM Week 2 ECM NOTESDocumento19 pagineAM Week 2 ECM NOTESa38659158Nessuna valutazione finora
- Electric Discharge Machining: DR - Ufaith H. Qadiri Associate Professor Mechanical EngineeringDocumento26 pagineElectric Discharge Machining: DR - Ufaith H. Qadiri Associate Professor Mechanical EngineeringNandam HarshithNessuna valutazione finora
- Electrochemical MachiningDocumento9 pagineElectrochemical MachiningROONE SHOWNessuna valutazione finora
- Electrochemical MachiningDocumento16 pagineElectrochemical MachiningParthiban SoundarrajanNessuna valutazione finora
- Abdul Ran I 2017Documento32 pagineAbdul Ran I 2017317-Darpan SatijaNessuna valutazione finora
- EDG Study Using Rotary Disk ElectrodeDocumento9 pagineEDG Study Using Rotary Disk ElectrodeSarath ChandraNessuna valutazione finora
- Ucmp - Assignment 15P31A0383Documento5 pagineUcmp - Assignment 15P31A0383Sài TejaNessuna valutazione finora
- EDM Die SinkingDocumento10 pagineEDM Die SinkingAleeza AshfaqueNessuna valutazione finora
- LESSON 4 (B)Documento12 pagineLESSON 4 (B)learntomindyourownbusinessokayNessuna valutazione finora
- MMFM Unit II EcmDocumento29 pagineMMFM Unit II EcmAdula RajasekharNessuna valutazione finora
- EDM, WEDM, ECM: Electrical Discharge, Wire EDM, Electrochemical MachiningDocumento16 pagineEDM, WEDM, ECM: Electrical Discharge, Wire EDM, Electrochemical MachiningHarish ChaudhariNessuna valutazione finora
- Electro Chemical Process: Shivam JaiswalDocumento19 pagineElectro Chemical Process: Shivam JaiswalNadee BanneNessuna valutazione finora
- Finite-Element Simulation of ECM Process LimitationsDocumento5 pagineFinite-Element Simulation of ECM Process Limitationsnirmala bogireddyNessuna valutazione finora
- Electrochemical Machining (ECM)Documento36 pagineElectrochemical Machining (ECM)Abhishek KumarNessuna valutazione finora
- ECM Process ExplainedDocumento11 pagineECM Process ExplainedMd Sultan AhemadNessuna valutazione finora
- Over All Concept of This ChapterDocumento57 pagineOver All Concept of This ChapterberhaneNessuna valutazione finora
- 04-Non-traditional-machining-4Documento22 pagine04-Non-traditional-machining-4Mas ArifinNessuna valutazione finora
- Electric Discharge Machining: DesiredDocumento5 pagineElectric Discharge Machining: DesiredDinesh KumarNessuna valutazione finora
- Seminar On Electrochemical and Chemical Metal Removal ProcessDocumento9 pagineSeminar On Electrochemical and Chemical Metal Removal ProcessAbishek DhunganaNessuna valutazione finora
- Electrical Discharge Machining (Edm) : Process PrinciplesDocumento11 pagineElectrical Discharge Machining (Edm) : Process PrinciplesPrasad ChikkamNessuna valutazione finora
- ECG 1st LectureDocumento20 pagineECG 1st LectureKAMALJEET SINGHNessuna valutazione finora
- Unit-2 MMPDocumento20 pagineUnit-2 MMPpardhuduNessuna valutazione finora
- Performance Capabilities of EDM Machining Using Aluminum, Brass and Copper For AISI 304L MaterialDocumento6 paginePerformance Capabilities of EDM Machining Using Aluminum, Brass and Copper For AISI 304L MaterialInternational Journal of Application or Innovation in Engineering & ManagementNessuna valutazione finora
- g21 Gluta MsdsDocumento3 pagineg21 Gluta Msdsiza100% (1)
- Philippines implements external quality assessment for clinical labsDocumento2 paginePhilippines implements external quality assessment for clinical labsKimberly PeranteNessuna valutazione finora
- Nursing Diagnosis TemplateDocumento6 pagineNursing Diagnosis Templatesdk6972Nessuna valutazione finora
- DR - Hawary Revision TableDocumento3 pagineDR - Hawary Revision TableAseel ALshareefNessuna valutazione finora
- Practice of Epidemiology Performance of Floating Absolute RisksDocumento4 paginePractice of Epidemiology Performance of Floating Absolute RisksShreyaswi M KarthikNessuna valutazione finora
- Ensure Even Preload with Proper Tightening Tools and SequenceDocumento2 pagineEnsure Even Preload with Proper Tightening Tools and SequenceMachineryengNessuna valutazione finora
- Health and Safety Awareness For Flower Farm WorkersDocumento1 paginaHealth and Safety Awareness For Flower Farm WorkersGerald GwambaNessuna valutazione finora
- Lesson 1 CA 3Documento13 pagineLesson 1 CA 3myndleNessuna valutazione finora
- Week 6 Blood and Tissue FlagellatesDocumento7 pagineWeek 6 Blood and Tissue FlagellatesaemancarpioNessuna valutazione finora
- Daudo PH-396PVP PDFDocumento54 pagineDaudo PH-396PVP PDFVanBang TNNessuna valutazione finora
- Đề cương ôn tập tiếng anh 9Documento28 pagineĐề cương ôn tập tiếng anh 9Nguyễn HoaNessuna valutazione finora
- Sarthak WorksheetDocumento15 pagineSarthak Worksheetcyber forensicNessuna valutazione finora
- Medpet Pigeon ProductsDocumento54 pagineMedpet Pigeon ProductsJay Casem67% (3)
- December - Cost of Goods Sold (Journal)Documento14 pagineDecember - Cost of Goods Sold (Journal)kuro hanabusaNessuna valutazione finora
- Case Report on Right Knee FuruncleDocumento47 pagineCase Report on Right Knee Furuncle馮宥忻Nessuna valutazione finora
- 50-Orthodontic Objectives in Orthognathic Surgery-State of The PDFDocumento15 pagine50-Orthodontic Objectives in Orthognathic Surgery-State of The PDFDeena A. AlshwairikhNessuna valutazione finora
- Aging and Elderly IQDocumento2 pagineAging and Elderly IQ317537891Nessuna valutazione finora
- Immune System Quiz ResultsDocumento6 pagineImmune System Quiz ResultsShafeeq ZamanNessuna valutazione finora
- Simple Syrup I.PDocumento38 pagineSimple Syrup I.PHimanshi SharmaNessuna valutazione finora
- Funds Flow Statement ExplainedDocumento76 pagineFunds Flow Statement Explainedthella deva prasad0% (1)
- Owners Manual Water Mist PDFDocumento6 pagineOwners Manual Water Mist PDFZeeNessuna valutazione finora
- Reference For Biology AssignmentDocumento2 pagineReference For Biology Assignmentdhanieya ganeishNessuna valutazione finora
- Study On Marketing Strategies of Fast Food Joints in IndiaDocumento35 pagineStudy On Marketing Strategies of Fast Food Joints in IndiaNiveditaParaashar100% (1)