Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Successfully Allocating Risk and Negotiating A PPP ContractDocumento12 pagineSuccessfully Allocating Risk and Negotiating A PPP ContractWilliam Tong100% (1)
- HANA Heroes 1 - EWM Lessons Learned (V2)Documento40 pagineHANA Heroes 1 - EWM Lessons Learned (V2)Larissa MaiaNessuna valutazione finora
- Final Exam - Comprehensive - 10.24.16Documento5 pagineFinal Exam - Comprehensive - 10.24.16YamateNessuna valutazione finora
- Navi Mumbai C.A. ListDocumento48 pagineNavi Mumbai C.A. ListManish Shetty67% (9)
- Sowk-625 Iq Tool 4Documento22 pagineSowk-625 Iq Tool 4api-405320544Nessuna valutazione finora
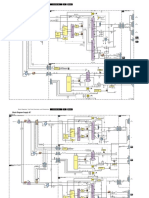
- Philips Chassis Lc4.31e Aa Power Dps 181 PDFDocumento9 paginePhilips Chassis Lc4.31e Aa Power Dps 181 PDFAouadi AbdellazizNessuna valutazione finora
- MC 10226555 0001Documento7 pagineMC 10226555 0001Hema IbraNessuna valutazione finora
- 036 ColumnComparisonGuideDocumento16 pagine036 ColumnComparisonGuidefarkad rawiNessuna valutazione finora
- Emancipation Fact SheetDocumento2 pagineEmancipation Fact SheetKeelie SmithNessuna valutazione finora
- Latitude 5424 Rugged Spec SheetDocumento5 pagineLatitude 5424 Rugged Spec SheetHaitemNessuna valutazione finora
- Tamil Nadu Industrial Establishments (Conferment of Permanent Status To Workman Act, 1981Documento12 pagineTamil Nadu Industrial Establishments (Conferment of Permanent Status To Workman Act, 1981Latest Laws TeamNessuna valutazione finora
- BPI vs. Posadas, G.R. No. L - 34583, 1931Documento8 pagineBPI vs. Posadas, G.R. No. L - 34583, 1931Nikko AlelojoNessuna valutazione finora
- Procurement Systems and Tools RoundTable Notes (Europe) 13 Oct 2020 - 0Documento8 pagineProcurement Systems and Tools RoundTable Notes (Europe) 13 Oct 2020 - 0SathishkumarNessuna valutazione finora
- Branding HS TalksDocumento17 pagineBranding HS TalksumairNessuna valutazione finora
- Safe and Gentle Ventilation For Little Patients Easy - Light - SmartDocumento4 pagineSafe and Gentle Ventilation For Little Patients Easy - Light - SmartSteven BrownNessuna valutazione finora
- News/procurement-News: WWW - Sbi.co - inDocumento15 pagineNews/procurement-News: WWW - Sbi.co - inssat111Nessuna valutazione finora
- Electrical NTPCDocumento24 pagineElectrical NTPCSenthil KumarNessuna valutazione finora
- Group H Macroeconomics Germany InflationDocumento13 pagineGroup H Macroeconomics Germany Inflationmani kumarNessuna valutazione finora
- LOVDocumento43 pagineLOVMei FadillahNessuna valutazione finora
- Guidelines For New Students - 2022Documento14 pagineGuidelines For New Students - 2022Ria Faye PaderangaNessuna valutazione finora
- CV Rafi Cargill, GAR, MCR, AM GROUP and Consultancy EraDocumento6 pagineCV Rafi Cargill, GAR, MCR, AM GROUP and Consultancy EranorulainkNessuna valutazione finora
- Network Administration and Mikrotik Router ConfigurationDocumento17 pagineNetwork Administration and Mikrotik Router ConfigurationbiswasjoyNessuna valutazione finora
- Fpga De0-Nano User Manual PDFDocumento155 pagineFpga De0-Nano User Manual PDFCesarNessuna valutazione finora
- Comprehensive Case 2 - QuestionDocumento7 pagineComprehensive Case 2 - QuestionPraveen RoshenNessuna valutazione finora
- List of Approved Journals For Promoting Purposes at The University of JordanDocumento3 pagineList of Approved Journals For Promoting Purposes at The University of JordanZaid MarwanNessuna valutazione finora
- Shareholder Agreement 06Documento19 pagineShareholder Agreement 06Josmar TelloNessuna valutazione finora
- Shell Omala s2 GX 320 TdsDocumento2 pagineShell Omala s2 GX 320 TdsOnie Hammamz OylNessuna valutazione finora
- Soal TKM B. Inggris Kls XII Des. 2013Documento8 pagineSoal TKM B. Inggris Kls XII Des. 2013Sinta SilviaNessuna valutazione finora
- Mysuru Royal Institute of Technology. Mandya: Question Bank-1Documento2 pagineMysuru Royal Institute of Technology. Mandya: Question Bank-1chaitragowda213_4732Nessuna valutazione finora
- Analytical Profiles Drug Substances and Excipien T S: Harry G. BrittainDocumento693 pagineAnalytical Profiles Drug Substances and Excipien T S: Harry G. BrittainNguyen TriNessuna valutazione finora