Potrebbero piacerti anche
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- A Review Influence of Refractories On Steel Quality PDFDocumento20 pagineA Review Influence of Refractories On Steel Quality PDFBagas Prasetyawan Adi NugrohoNessuna valutazione finora
- Chamber and Tube Furnaces 0001-G-EDocumento64 pagineChamber and Tube Furnaces 0001-G-EMutsikamahwe BrianNessuna valutazione finora
- Ladle RefractoryDocumento26 pagineLadle RefractoryRavindra Kashyap100% (2)
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964Da EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNessuna valutazione finora
- Refractories For Steel MakingDocumento36 pagineRefractories For Steel MakingradinasrNessuna valutazione finora
- Outokumpu Site Visit Tornio PresentationDocumento28 pagineOutokumpu Site Visit Tornio PresentationzosternatNessuna valutazione finora
- 4.13.9 Typical Refractories in Industrial UseDocumento8 pagine4.13.9 Typical Refractories in Industrial UsePalash SwarnakarNessuna valutazione finora
- SA253MA DetailDocumento16 pagineSA253MA Detailksquare2001100% (1)
- Etching Specialty AlloysDocumento6 pagineEtching Specialty AlloysNitin100% (1)
- Haleem Haider Farrukh Shahzad Muzammil JavedDocumento24 pagineHaleem Haider Farrukh Shahzad Muzammil JavedFarrukh Shahzad100% (3)
- Desulfurization of SteelDocumento69 pagineDesulfurization of SteelPouria Homayoun100% (2)
- Thermal Shock Resistance (TSR) and Thermal Fatigue Resistance (TFR)Documento11 pagineThermal Shock Resistance (TSR) and Thermal Fatigue Resistance (TFR)Juan ParraNessuna valutazione finora
- Lecture 15: Application of Refractory MaterialsDocumento7 pagineLecture 15: Application of Refractory MaterialsMiguel Kühnert FrichenbruderNessuna valutazione finora
- Study Material On RefractoriesDocumento6 pagineStudy Material On RefractoriesSoumalyaBhowmik100% (1)
- Linings - Nf-E.pdf - Downloadasset Vesuvius PDFDocumento8 pagineLinings - Nf-E.pdf - Downloadasset Vesuvius PDFpungkiNessuna valutazione finora
- Presented To: Engineer Nasir Iqbal Noorani: Submitted By: Faizan FA-15-BME-83 Farhan FA-15-BME-84 Khizar FA-15-BME-046Documento19 paginePresented To: Engineer Nasir Iqbal Noorani: Submitted By: Faizan FA-15-BME-83 Farhan FA-15-BME-84 Khizar FA-15-BME-046Taha KhanNessuna valutazione finora
- Specification HGRM-30 GRADEDocumento1 paginaSpecification HGRM-30 GRADESanjayNessuna valutazione finora
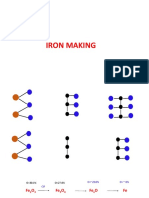
- Iron Making PPT Notes 2Documento49 pagineIron Making PPT Notes 2SHUBHAM VERMANessuna valutazione finora
- Raw Materials For Manufacturing of Superior Quality Mgo-C BricksDocumento8 pagineRaw Materials For Manufacturing of Superior Quality Mgo-C Bricksjom erfNessuna valutazione finora
- MCM AllDocumento7 pagineMCM AllPalanisamy RajaNessuna valutazione finora
- CarburisingDocumento4 pagineCarburisingSelva KumarNessuna valutazione finora
- Heat Treatment of SteelsDocumento6 pagineHeat Treatment of SteelsSrinivas LaishettyNessuna valutazione finora
- ElectroSlag Remelting Furnace Guide enDocumento8 pagineElectroSlag Remelting Furnace Guide enFernando ArévaloNessuna valutazione finora
- Refractory Lining Project Corrected (Chapter 1)Documento7 pagineRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanNessuna valutazione finora
- Name: Raheel Anjum Roll #: B0533027Documento8 pagineName: Raheel Anjum Roll #: B0533027api-26797747Nessuna valutazione finora
- Theory of Non-Ferrous Metals and Alloys ProcessingDocumento83 pagineTheory of Non-Ferrous Metals and Alloys ProcessingHimanshuDeepNessuna valutazione finora
- Heat Treating FurnacesDocumento63 pagineHeat Treating FurnacesNawaz KhanNessuna valutazione finora
- Ladle Refractory Monitoring WebDocumento6 pagineLadle Refractory Monitoring WebsusantaNessuna valutazione finora
- Stainless Steel 410Documento2 pagineStainless Steel 410Suriyachai NiamsornNessuna valutazione finora
- Clogging in Continuos Casting NozzleDocumento21 pagineClogging in Continuos Casting Nozzlemiltone87Nessuna valutazione finora
- Dross Inclusions and Galvanized SteelDocumento2 pagineDross Inclusions and Galvanized SteelcurtisvaleroNessuna valutazione finora
- Understanding The Properties of Oxide Scales On Hot Rolled Steel StripDocumento6 pagineUnderstanding The Properties of Oxide Scales On Hot Rolled Steel Stripradinasr100% (1)
- What Are Are Refractory Materials?Documento15 pagineWhat Are Are Refractory Materials?priyanshu dhawanNessuna valutazione finora
- Refractory Application ProcedureDocumento33 pagineRefractory Application ProcedureAjin S100% (1)
- Outlook On Blast Furnace-2Documento41 pagineOutlook On Blast Furnace-2يوسف عادل حسانينNessuna valutazione finora
- Ferrous Metal & AlloysDocumento30 pagineFerrous Metal & AlloysRed ReidNessuna valutazione finora
- Effects of Alloying ElementsDocumento2 pagineEffects of Alloying ElementsCharlie Chong100% (5)
- Aisi 305Documento3 pagineAisi 305Aditya PratapNessuna valutazione finora
- Stainless Steel Technical PresentationDocumento23 pagineStainless Steel Technical PresentationRavi Teja100% (1)
- Alloy 276 Spec SheetDocumento3 pagineAlloy 276 Spec SheetermusatNessuna valutazione finora
- Ceramics - Group No. 4 - Reporting in Meeng325 - 3BDocumento10 pagineCeramics - Group No. 4 - Reporting in Meeng325 - 3BTrisha Mae BelmonteNessuna valutazione finora
- Furnaces and Refractories: 6. WorksheetsDocumento36 pagineFurnaces and Refractories: 6. WorksheetsDHSanjNessuna valutazione finora
- 09 Cast IronDocumento34 pagine09 Cast IronyogeshmangulkarNessuna valutazione finora
- Si and Ni As Alloying Elements To Vary Carbon Equivalent of Austenitic Ductile Cast Iron - Microstructure and Mechanical Properties-2Documento9 pagineSi and Ni As Alloying Elements To Vary Carbon Equivalent of Austenitic Ductile Cast Iron - Microstructure and Mechanical Properties-2Chun-Yi LinNessuna valutazione finora
- Welcome YOU: Science & Technology of WeldingDocumento74 pagineWelcome YOU: Science & Technology of WeldingShrikant MojeNessuna valutazione finora
- Deepesh Heat TreatmentDocumento26 pagineDeepesh Heat TreatmentVaidNessuna valutazione finora
- Refractories For Induction Furnaces For DisplayDocumento9 pagineRefractories For Induction Furnaces For Displayabdul rochimNessuna valutazione finora
- 46 1080 Steel DegassingDocumento2 pagine46 1080 Steel DegassingAjiNessuna valutazione finora
- Corot Ex ProDocumento3 pagineCorot Ex Proamk2009Nessuna valutazione finora
- AlloysDocumento91 pagineAlloysNiccoloNessuna valutazione finora
- Review of LadleDocumento6 pagineReview of LadlezsmithNessuna valutazione finora
- What Is SlagDocumento24 pagineWhat Is Slagpraveen515Nessuna valutazione finora
- 85% High Alumina Refractory Brick Specs: Brand Properties DL-87WDocumento2 pagine85% High Alumina Refractory Brick Specs: Brand Properties DL-87WHasan Ash100% (1)
- RefractoriesDocumento24 pagineRefractoriesArnulfo PerezNessuna valutazione finora
- Shell CorrosionDocumento33 pagineShell CorrosionManekGorisNessuna valutazione finora
- Material Selection & Corrosion Resistance Alloys For Petroleum IndustryDocumento4 pagineMaterial Selection & Corrosion Resistance Alloys For Petroleum Industryعزت عبد المنعمNessuna valutazione finora
- 6104Documento7 pagine6104Raman DeepNessuna valutazione finora
- Bike Share ReportDocumento16 pagineBike Share Reportsanjay975100% (1)
- Results 2020: Climate Change Performance IndexDocumento32 pagineResults 2020: Climate Change Performance IndexTonyNessuna valutazione finora
- Theories of PersonalityDocumento4 pagineTheories of PersonalityKeshav JhaNessuna valutazione finora
- Beamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesDocumento12 pagineBeamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesAymen Ben zinebNessuna valutazione finora
- Data Migration Good DocumentDocumento16 pagineData Migration Good Documentsambit76Nessuna valutazione finora
- The Extension Delivery SystemDocumento10 pagineThe Extension Delivery SystemApril Jay Abacial IINessuna valutazione finora
- Week 8: Spread-Spectrum Modulation - Direct Sequence Spread SpectrumDocumento79 pagineWeek 8: Spread-Spectrum Modulation - Direct Sequence Spread SpectrumAmir MustakimNessuna valutazione finora
- 1.rle Rubrics For Case PresentationDocumento2 pagine1.rle Rubrics For Case PresentationKhristine EstosoNessuna valutazione finora
- Barriers of CommunicationDocumento5 pagineBarriers of CommunicationIVY YBAÑEZNessuna valutazione finora
- Robots Part Two, The Illusion of Life (Week Three)Documento34 pagineRobots Part Two, The Illusion of Life (Week Three)Vitor MacedoNessuna valutazione finora
- Silenat Berhanu SimaDocumento6 pagineSilenat Berhanu SimaSilenat BerhanuNessuna valutazione finora
- Generic StructureDocumento6 pagineGeneric StructureAndre AlvarezNessuna valutazione finora
- SFN ProfileDocumento4 pagineSFN Profiledinesh panchalNessuna valutazione finora
- Hamming Code - Error Detection Aim: AlgorithmDocumento12 pagineHamming Code - Error Detection Aim: Algorithmkrithikgokul selvamNessuna valutazione finora
- How The Audiences Feel Closer and Connected To Their Culture With StorytellingDocumento7 pagineHow The Audiences Feel Closer and Connected To Their Culture With Storytellingmarcelo quezadaNessuna valutazione finora
- COCCIMORPHDocumento13 pagineCOCCIMORPHmiminNessuna valutazione finora
- An Introduction To EFTDocumento24 pagineAn Introduction To EFTkunjammuNessuna valutazione finora
- 141 ISACA NACACS Auditing IT Projects Audit ProgramDocumento86 pagine141 ISACA NACACS Auditing IT Projects Audit Programkautaliya100% (6)
- Palmiye Leaflet 2015 enDocumento4 paginePalmiye Leaflet 2015 ensaraju_felixNessuna valutazione finora
- ENIRAM - Guide To Dynamic Trim Optimization 280611 PDFDocumento14 pagineENIRAM - Guide To Dynamic Trim Optimization 280611 PDFPhineas MagellanNessuna valutazione finora
- BFISDocumento1 paginaBFISEverestNessuna valutazione finora
- Blockchain Disruption in The Forex Trading MarketDocumento64 pagineBlockchain Disruption in The Forex Trading MarketVijayKhareNessuna valutazione finora
- Individual Performance Commitment and Review Form (Ipcrf) : Annex EDocumento8 pagineIndividual Performance Commitment and Review Form (Ipcrf) : Annex Emenzi magnoNessuna valutazione finora
- Ground Architecture (Mourad Medhat)Documento146 pagineGround Architecture (Mourad Medhat)Aída SousaNessuna valutazione finora
- Ficha Tecnica Reflector 2000W Led Lluminacion de Campos de Futbol Estadios Goled Philips Osram Opalux LedDocumento5 pagineFicha Tecnica Reflector 2000W Led Lluminacion de Campos de Futbol Estadios Goled Philips Osram Opalux Ledluis perdigonNessuna valutazione finora
- Bhaktavatsalam Memorial College For Women: Hand Book 2020 - 21Documento37 pagineBhaktavatsalam Memorial College For Women: Hand Book 2020 - 21Anu RsNessuna valutazione finora
- PASSAGE ONE (Questions 1-4)Documento5 paginePASSAGE ONE (Questions 1-4)Vian LonkzeerNessuna valutazione finora
- Steam TableDocumento3 pagineSteam TableMUHAMAD SAUKINessuna valutazione finora
- Pepperl KFD2 STC4 EX1.20 DatasheetDocumento2 paginePepperl KFD2 STC4 EX1.20 DatasheetAhmed HusseinNessuna valutazione finora
- Wearable BiosensorsDocumento16 pagineWearable BiosensorsShreehari Haridasan100% (1)