Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- (PW) Jeffery Piontkowski - The Complete Cabinetmaker's Reference - 2005 PDFDocumento258 pagine(PW) Jeffery Piontkowski - The Complete Cabinetmaker's Reference - 2005 PDFJoel Turner100% (8)
- Awc SDPWS-2015Documento56 pagineAwc SDPWS-2015Michael100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Literature Case Study On Design CollegeDocumento21 pagineLiterature Case Study On Design CollegeSophia Chin100% (1)
- Group Technology and Cellular Manufacturing SystemDocumento25 pagineGroup Technology and Cellular Manufacturing SystemkukuhricardoNessuna valutazione finora
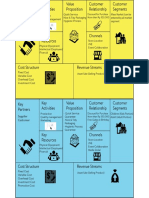
- Business ModelDocumento2 pagineBusiness ModelkukuhricardoNessuna valutazione finora
- Cover PDFDocumento1 paginaCover PDFkukuhricardoNessuna valutazione finora
- CoverDocumento1 paginaCoverkukuhricardoNessuna valutazione finora
- Product Design Assignment: Review Chapter 5 & Chapter 6: Kukuh Faedlur Rahman 14522125Documento4 pagineProduct Design Assignment: Review Chapter 5 & Chapter 6: Kukuh Faedlur Rahman 14522125kukuhricardoNessuna valutazione finora
- Wastin (Ergonomic Waste Bin) With Usability Approach and Micromotion Analysis To Increase Effectiveness of Waste ManagementDocumento7 pagineWastin (Ergonomic Waste Bin) With Usability Approach and Micromotion Analysis To Increase Effectiveness of Waste ManagementkukuhricardoNessuna valutazione finora
- Kukuh Faedlur RahmanDocumento2 pagineKukuh Faedlur RahmankukuhricardoNessuna valutazione finora
- Assignment, Quiz 20 % Presence 10 % Mid Exam 30 % Final Exam 40 %Documento1 paginaAssignment, Quiz 20 % Presence 10 % Mid Exam 30 % Final Exam 40 %kukuhricardoNessuna valutazione finora
- SWOT AnalysisDocumento5 pagineSWOT AnalysiskukuhricardoNessuna valutazione finora
- Reaction Time LENGKAPIN JonDocumento15 pagineReaction Time LENGKAPIN JonkukuhricardoNessuna valutazione finora
- Reaction Time JanDocumento20 pagineReaction Time JankukuhricardoNessuna valutazione finora
- 9 - Cost Analysis and EstimationDocumento5 pagine9 - Cost Analysis and EstimationkukuhricardoNessuna valutazione finora
- Jadwal UasDocumento1 paginaJadwal UaskukuhricardoNessuna valutazione finora
- SWOT AnalysisDocumento5 pagineSWOT AnalysiskukuhricardoNessuna valutazione finora
- Simplex Method For IpDocumento13 pagineSimplex Method For IpkukuhricardoNessuna valutazione finora
- Statement of Change in Ownership CertificateDocumento1 paginaStatement of Change in Ownership CertificatekukuhricardoNessuna valutazione finora
- Motivational LetterDocumento1 paginaMotivational LetterkukuhricardoNessuna valutazione finora
- Balkan KanvindeDocumento13 pagineBalkan KanvindebawaramundaNessuna valutazione finora
- CBA-Cover Letter SampleDocumento1 paginaCBA-Cover Letter SamplehashimhydNessuna valutazione finora
- RASUL's LeadershipDocumento8 pagineRASUL's LeadershipkukuhricardoNessuna valutazione finora
- Indefinite Integral: Integration by Parts: TheoremDocumento2 pagineIndefinite Integral: Integration by Parts: TheoremkukuhricardoNessuna valutazione finora
- SyahadatDocumento10 pagineSyahadatkukuhricardoNessuna valutazione finora
- CalcuIus Complete PracticeDocumento84 pagineCalcuIus Complete PracticeNiranjan RameshNessuna valutazione finora
- Kukuh Faedlur Rahman 14522125: How To Prove That Inventory Calculation Is Mostly Use Triangle Equation?Documento1 paginaKukuh Faedlur Rahman 14522125: How To Prove That Inventory Calculation Is Mostly Use Triangle Equation?kukuhricardoNessuna valutazione finora
- 500 Words EssayDocumento2 pagine500 Words EssaykukuhricardoNessuna valutazione finora
- Horizontal & Vertical Structure For Work Organization: Kukuh Faedlur Rahman 14522125Documento4 pagineHorizontal & Vertical Structure For Work Organization: Kukuh Faedlur Rahman 14522125kukuhricardoNessuna valutazione finora
- I Was Born On Saturday Oct 11Documento1 paginaI Was Born On Saturday Oct 11kukuhricardoNessuna valutazione finora
- Why Nokia Go To The 'JUNKDocumento7 pagineWhy Nokia Go To The 'JUNKkukuhricardoNessuna valutazione finora
- LicenseDocumento15 pagineLicenseAlexandra SidorNessuna valutazione finora
- 04 - Week 05Documento85 pagine04 - Week 05Shaina CruzNessuna valutazione finora
- Comparative Study of Frame Shearwall Building With Different Opening ConfigurationsDocumento10 pagineComparative Study of Frame Shearwall Building With Different Opening ConfigurationsBadr AmmarNessuna valutazione finora
- Concrete With Highly Active Rice Husk AshDocumento4 pagineConcrete With Highly Active Rice Husk AshEssy BasoenondoNessuna valutazione finora
- MEMS-module 4-5Documento34 pagineMEMS-module 4-5johnnyNessuna valutazione finora
- JR Wheels Black Friday Export 2018Documento5 pagineJR Wheels Black Friday Export 2018Anonymous gGPtVWkn9Nessuna valutazione finora
- Final IncheonbridgeDocumento1 paginaFinal IncheonbridgeKhushi ParakhNessuna valutazione finora
- UV Coating Flooring - Radtech 2003 - D. Bontinck M. IdacageDocumento6 pagineUV Coating Flooring - Radtech 2003 - D. Bontinck M. IdacageJuan Antonio Tito Esp CalNessuna valutazione finora
- CV 901 E1Documento30 pagineCV 901 E1eduardos9500Nessuna valutazione finora
- Deep Soil MixingDocumento14 pagineDeep Soil MixingBudi ManNessuna valutazione finora
- Atlas Copco Weda Small Range Pumps: Fast and Effective Dewatering in Small Packages 50HzDocumento2 pagineAtlas Copco Weda Small Range Pumps: Fast and Effective Dewatering in Small Packages 50HzGuptaNessuna valutazione finora
- Cable TrenchDocumento3 pagineCable Trenchpandey.anshuman30% (1)
- Determination of Depth of Frost Penetration by The Method Specified in UDocumento2 pagineDetermination of Depth of Frost Penetration by The Method Specified in UMadhava Reddy NNessuna valutazione finora
- Vibration Serviceability of Long-Span Concrete BuiDocumento82 pagineVibration Serviceability of Long-Span Concrete BuiDaniel A. FlorêncioNessuna valutazione finora
- I 8000 Door Schedule Rev ADocumento8 pagineI 8000 Door Schedule Rev ABOURNE VICTORIANessuna valutazione finora
- Pushover Analysis of BridgeDocumento10 paginePushover Analysis of BridgeDjordje LadjinovicNessuna valutazione finora
- Fire Door Assembly Classifications: DecodedDocumento3 pagineFire Door Assembly Classifications: DecodedTty SmithNessuna valutazione finora
- Mahligai Phase 3 I Valuation Purpose 14072023Documento13 pagineMahligai Phase 3 I Valuation Purpose 14072023Chan SCNessuna valutazione finora
- Bulkhead Connector: 1" PM25 EntireDocumento3 pagineBulkhead Connector: 1" PM25 EntireJ Gabriel GomezNessuna valutazione finora
- Certification System: Starting BlocksDocumento13 pagineCertification System: Starting BlocksAditya ParijatNessuna valutazione finora
- Sump Pit Calculation 1Documento29 pagineSump Pit Calculation 1Meeran Mohideen85% (13)
- CYBW Air Pump Manual-DeyuanDocumento11 pagineCYBW Air Pump Manual-DeyuanSew Chi Zhong0% (1)
- Computational Contact Mechanics YastrebovDocumento308 pagineComputational Contact Mechanics YastrebovJoe SatchNessuna valutazione finora
- Electric Radiant Heating and WarmFlow Boilers BrochureDocumento4 pagineElectric Radiant Heating and WarmFlow Boilers Brochuree-ComfortUSANessuna valutazione finora
- Duplex Systems 16Documento2 pagineDuplex Systems 16Eng.Gihad EladlNessuna valutazione finora
- Behavior of High-Performance Concrete Beams Having Tension Lap Spliced Anchor-Ended Bars Under Repeated LoadingDocumento21 pagineBehavior of High-Performance Concrete Beams Having Tension Lap Spliced Anchor-Ended Bars Under Repeated Loadingmohamed ellithyNessuna valutazione finora
- TigerTurf Sports Product Brochure 2011Documento24 pagineTigerTurf Sports Product Brochure 2011safinditNessuna valutazione finora
- Technical Specifications: Proposed Two Storey Residential BuildingDocumento10 pagineTechnical Specifications: Proposed Two Storey Residential BuildingAeron AcioNessuna valutazione finora