Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Material and Processes Engineer (Aerospace) : Ati Aplicat Deja La Acest Job Scurta Descriere A CompanieiDocumento1 paginaMaterial and Processes Engineer (Aerospace) : Ati Aplicat Deja La Acest Job Scurta Descriere A CompanieivaseaNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Metallurgical and Weldability Aspects of The New-Generation Martensitic Stainless Steels: A Case StudyDocumento19 pagineMetallurgical and Weldability Aspects of The New-Generation Martensitic Stainless Steels: A Case Studyvasea100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Aisi 4130 Si Aisi 4140Documento1 paginaAisi 4130 Si Aisi 4140vaseaNessuna valutazione finora
- CATALOG KeensertmetricDocumento4 pagineCATALOG KeensertmetricvaseaNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Helicoil Plus en 0100Documento56 pagineHelicoil Plus en 0100vaseaNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- CA6NMDocumento2 pagineCA6NMjoene3Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Surface Roughness ConversionsDocumento2 pagineSurface Roughness ConversionsvaseaNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Design of Gating and Riser System For Grate Bar CastingDocumento6 pagineDesign of Gating and Riser System For Grate Bar CastingvaseaNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Article 2Documento6 pagineArticle 2vaseaNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- 5 SchaefflerDocumento14 pagine5 Schaefflervasea100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
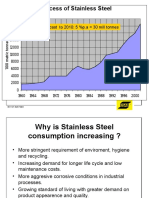
- Success of Stainless Steel: 18000 20000 Forecast To 2010: 5 %p.a 30 Mill TonnesDocumento14 pagineSuccess of Stainless Steel: 18000 20000 Forecast To 2010: 5 %p.a 30 Mill TonnesvaseaNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Basic SuperalloysDocumento20 pagineBasic SuperalloysvaseaNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Flow 3d Cast PDFDocumento15 pagineFlow 3d Cast PDFvasea100% (1)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Iron SpecsDocumento1 paginaIron SpecsvaseaNessuna valutazione finora
- Exploring Temper BeadDocumento11 pagineExploring Temper BeadvaseaNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Presentasjon Ssa 15-06-2010Documento45 paginePresentasjon Ssa 15-06-2010vaseaNessuna valutazione finora
- NACE MR0175 Dec 2010Documento3 pagineNACE MR0175 Dec 2010vaseaNessuna valutazione finora
- Tutorial 10: Surface ModelingDocumento20 pagineTutorial 10: Surface ModelingvaseaNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Ts Us Global Products Accesories Supplies New Docs Accessories Supplies Catalog916cma - PDFDocumento308 pagineTs Us Global Products Accesories Supplies New Docs Accessories Supplies Catalog916cma - PDFSRMPR CRMNessuna valutazione finora
- Ikea AnalysisDocumento33 pagineIkea AnalysisVinod BridglalsinghNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Labstan 1Documento2 pagineLabstan 1Samuel WalshNessuna valutazione finora
- Assignment - 2: Fundamentals of Management Science For Built EnvironmentDocumento23 pagineAssignment - 2: Fundamentals of Management Science For Built EnvironmentVarma LakkamrajuNessuna valutazione finora
- Business Environment Analysis - Saudi ArabiaDocumento24 pagineBusiness Environment Analysis - Saudi ArabiaAmlan JenaNessuna valutazione finora
- Algorithmique Et Programmation en C: Cours Avec 200 Exercices CorrigésDocumento298 pagineAlgorithmique Et Programmation en C: Cours Avec 200 Exercices CorrigésSerges KeouNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Multispan LC 2046 Length Counter PDFDocumento2 pagineMultispan LC 2046 Length Counter PDFvinod kumarNessuna valutazione finora
- Republic of The Philippines National Capital Judicial Region Regional Trial Court Manila, Branch 1Documento4 pagineRepublic of The Philippines National Capital Judicial Region Regional Trial Court Manila, Branch 1brendamanganaanNessuna valutazione finora
- Oem Functional Specifications For DVAS-2810 (810MB) 2.5-Inch Hard Disk Drive With SCSI Interface Rev. (1.0)Documento43 pagineOem Functional Specifications For DVAS-2810 (810MB) 2.5-Inch Hard Disk Drive With SCSI Interface Rev. (1.0)Farhad FarajyanNessuna valutazione finora
- Capital Expenditure DecisionDocumento10 pagineCapital Expenditure DecisionRakesh GuptaNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- X-17 Manual Jofra PDFDocumento124 pagineX-17 Manual Jofra PDFBlanca Y. Ramirez CruzNessuna valutazione finora
- A Review Paper On Improvement of Impeller Design A Centrifugal Pump Using FEM and CFDDocumento3 pagineA Review Paper On Improvement of Impeller Design A Centrifugal Pump Using FEM and CFDIJIRSTNessuna valutazione finora
- Hotel Reservation SystemDocumento36 pagineHotel Reservation SystemSowmi DaaluNessuna valutazione finora
- Introduction To Motor DrivesDocumento24 pagineIntroduction To Motor Drivessukhbat sodnomdorjNessuna valutazione finora
- How Yaffs WorksDocumento25 pagineHow Yaffs WorkseemkutayNessuna valutazione finora
- Oracle FND User APIsDocumento4 pagineOracle FND User APIsBick KyyNessuna valutazione finora
- Year 9 - Justrice System Civil LawDocumento12 pagineYear 9 - Justrice System Civil Lawapi-301001591Nessuna valutazione finora
- Lockbox Br100 v1.22Documento36 pagineLockbox Br100 v1.22Manoj BhogaleNessuna valutazione finora
- Sample Opposition To Motion To Strike Portions of Complaint in United States District CourtDocumento2 pagineSample Opposition To Motion To Strike Portions of Complaint in United States District CourtStan Burman100% (1)
- Datasheet Qsfp28 PAMDocumento43 pagineDatasheet Qsfp28 PAMJonny TNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Recall, Initiative and ReferendumDocumento37 pagineRecall, Initiative and ReferendumPhaura Reinz100% (1)
- TSR KuDocumento16 pagineTSR KuAngsaNessuna valutazione finora
- CNC USB English ManualDocumento31 pagineCNC USB English ManualHarold Hernan MuñozNessuna valutazione finora
- Getting StartedDocumento45 pagineGetting StartedMuhammad Owais Bilal AwanNessuna valutazione finora
- CS321 Computer ArchitectureDocumento160 pagineCS321 Computer ArchitectureAnurag kumarNessuna valutazione finora
- BYJU's July PayslipDocumento2 pagineBYJU's July PayslipGopi ReddyNessuna valutazione finora
- 5 Deming Principles That Help Healthcare Process ImprovementDocumento8 pagine5 Deming Principles That Help Healthcare Process Improvementdewi estariNessuna valutazione finora
- QA/QC Checklist - Installation of MDB Panel BoardsDocumento6 pagineQA/QC Checklist - Installation of MDB Panel Boardsehtesham100% (1)
- Computer First Term Q1 Fill in The Blanks by Choosing The Correct Options (10x1 10)Documento5 pagineComputer First Term Q1 Fill in The Blanks by Choosing The Correct Options (10x1 10)Tanya HemnaniNessuna valutazione finora
- 4 Bar LinkDocumento4 pagine4 Bar LinkConstance Lynn'da GNessuna valutazione finora