Potrebbero piacerti anche
- Unidad 3. Planes de MuestreoDocumento46 pagineUnidad 3. Planes de MuestreoLuis Morales100% (1)
- Planes de MuestreoDocumento23 paginePlanes de MuestreoErnesto Lorenzana0% (1)
- Tabla de MuestreoDocumento15 pagineTabla de MuestreoJimmy GranjaNessuna valutazione finora
- Planes de Muestreo y Graficas deDocumento10 paginePlanes de Muestreo y Graficas dehigienequimica5041Nessuna valutazione finora
- Mustreo de AceptacionDocumento13 pagineMustreo de AceptacionAlex MartinezNessuna valutazione finora
- Mil STD 414Documento2 pagineMil STD 414Miguel Velázquez100% (2)
- Control Calidad - Unidad 9 - Muestreo de AceptaciónDocumento94 pagineControl Calidad - Unidad 9 - Muestreo de AceptaciónAugusto AstoNessuna valutazione finora
- Uso de Tablas de Muestreo MIL-STD 414Documento15 pagineUso de Tablas de Muestreo MIL-STD 414David CabralesNessuna valutazione finora
- Diagramas de OperacionesDocumento8 pagineDiagramas de OperacionesgrelmingNessuna valutazione finora
- Planeación y Definición de Programas de CalidadDocumento26 paginePlaneación y Definición de Programas de CalidadJavier MagdalenoNessuna valutazione finora
- Que Son Los Planes de Muestreo y para Qué SirvenDocumento3 pagineQue Son Los Planes de Muestreo y para Qué SirvenEvelyn AlvarezNessuna valutazione finora
- Diseño de Cuadrados Latinos - Equipo 7Documento23 pagineDiseño de Cuadrados Latinos - Equipo 7Delfino GuevaraNessuna valutazione finora
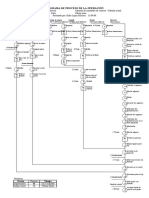
- Diagrama de Proceso de OperacionesDocumento1 paginaDiagrama de Proceso de OperacionesLuis Antonio100% (2)
- 4.5 Premios Regionales de La Calidad Del PaisDocumento25 pagine4.5 Premios Regionales de La Calidad Del PaisCONSTANTINO JAVIER VALERA CHANELONessuna valutazione finora
- Ensamble de BoligrafoDocumento6 pagineEnsamble de BoligrafoGriselda Mares Chaparro0% (1)
- Norma Iso 1302Documento7 pagineNorma Iso 1302Sayui JuanezNessuna valutazione finora
- Desprendimiento de Viruta Por Maquinado, ConvencionalDocumento25 pagineDesprendimiento de Viruta Por Maquinado, ConvencionalLuis Eduardo MartinezNessuna valutazione finora
- 03 Requisitos de La Norma Iso 9001-2015 de La Seccion 4 A La 10 - Enero 2021Documento38 pagine03 Requisitos de La Norma Iso 9001-2015 de La Seccion 4 A La 10 - Enero 2021alejandroNessuna valutazione finora
- Apuntes Topicos de CalidadDocumento121 pagineApuntes Topicos de CalidadDaniel Estrada HernándezNessuna valutazione finora
- TPM y Las 6 Grandes PérdidasDocumento38 pagineTPM y Las 6 Grandes Pérdidaslucho107100% (1)
- U3. Proceso de Auditoria en Un Sistema de GestiónDocumento29 pagineU3. Proceso de Auditoria en Un Sistema de GestiónLeonardo Arturo Monroy Santiago100% (1)
- EjercicioDocumento7 pagineEjercicioJulio KohatsuNessuna valutazione finora
- 5.1 Importancia Del Estudio Del Trabajo para La Descripcion Del Puesto y La Valuacion Del MismoDocumento25 pagine5.1 Importancia Del Estudio Del Trabajo para La Descripcion Del Puesto y La Valuacion Del MismoJesús Roberto MoralesNessuna valutazione finora
- Diagrama de Proceso de La Operacion PDFDocumento1 paginaDiagrama de Proceso de La Operacion PDFFabricio MarcóNessuna valutazione finora
- Ejemplo Muestreo Aceptación VariablesDocumento4 pagineEjemplo Muestreo Aceptación Variablesayma hernandezNessuna valutazione finora
- Reporte Etapa 3 APQPDocumento22 pagineReporte Etapa 3 APQPHerbey Isaias Ledezma DurónNessuna valutazione finora
- Los 18 Elementos Del PPAP Son Los SiguientesDocumento2 pagineLos 18 Elementos Del PPAP Son Los SiguientesJhon Valencia VélezNessuna valutazione finora
- Unidad 2 de Taller de Investigacion IIDocumento15 pagineUnidad 2 de Taller de Investigacion IIALEJANDRANessuna valutazione finora
- Co Aql LTPD AoqDocumento12 pagineCo Aql LTPD AoqRodriguez Canaza Julio CesarNessuna valutazione finora
- Despliegue de La Casa de La CalidadDocumento42 pagineDespliegue de La Casa de La CalidadKelvinAvalosNessuna valutazione finora
- Military STD 414Documento9 pagineMilitary STD 414Dono AGNessuna valutazione finora
- PPAPDocumento20 paginePPAPGabriel Gómez ReynaNessuna valutazione finora
- Deber Ejemplo Kanban Ind. AutomotrizDocumento3 pagineDeber Ejemplo Kanban Ind. AutomotrizVictor Robles RomeroNessuna valutazione finora
- Practicas PROMODEL 6DDocumento34 paginePracticas PROMODEL 6DJUAN JOSE LOPEZ SIFUENTESNessuna valutazione finora
- Examen Diagnostico AoiiDocumento2 pagineExamen Diagnostico Aoiifwfmcmoa100% (1)
- Grafica de Medias y RangosDocumento18 pagineGrafica de Medias y Rangosweso1032100% (3)
- 3.2. - Formado Mecánico, Forjado, Prensado, Estirado, Cizallado, Doblado, Extrusión, Embutido y Troquelado.Documento7 pagine3.2. - Formado Mecánico, Forjado, Prensado, Estirado, Cizallado, Doblado, Extrusión, Embutido y Troquelado.Fernanda RosalesNessuna valutazione finora
- Boligrafos BicDocumento2 pagineBoligrafos BicLeonardo David Santana HernándezNessuna valutazione finora
- Claus MollerDocumento11 pagineClaus Mollersergioutm0% (1)
- Aql ChaleDocumento45 pagineAql ChaleAnonymous nrjd0eq0Nessuna valutazione finora
- Tema 5 MantenimientoDocumento48 pagineTema 5 MantenimientoThaira VargasNessuna valutazione finora
- Iso TS 16949Documento9 pagineIso TS 16949Kattiaa RosaalessNessuna valutazione finora
- Dimensiones, Tolerancias y SuperficiesDocumento23 pagineDimensiones, Tolerancias y SuperficiesFefe IsasiNessuna valutazione finora
- Unidad-2.-Fundamentos de ProbabilidadDocumento56 pagineUnidad-2.-Fundamentos de ProbabilidadKarla VelázquezNessuna valutazione finora
- Características Críticas de CalidadDocumento10 pagineCaracterísticas Críticas de CalidadDavidNessuna valutazione finora
- Ejercicios Del Análisis Del Sistema de MediciónDocumento2 pagineEjercicios Del Análisis Del Sistema de MediciónToto ヅ GarmontoNessuna valutazione finora
- Modelo KanoDocumento10 pagineModelo KanoAldo RuizNessuna valutazione finora
- V-Despliegue Funcion Calidad QFDDocumento31 pagineV-Despliegue Funcion Calidad QFDElia Ana Villafañe HoyosNessuna valutazione finora
- Ejemplo MuestreoDocumento6 pagineEjemplo MuestreoAmet UrbinaNessuna valutazione finora
- Estudio Del Trabajo Tema 2Documento40 pagineEstudio Del Trabajo Tema 2FiorelaChaguaNessuna valutazione finora
- CP y CPKDocumento3 pagineCP y CPKjuanvg88Nessuna valutazione finora
- Plan de Control Pre-SerieDocumento6 paginePlan de Control Pre-SerieJulio Mauricio Salazar ManceraNessuna valutazione finora
- American Iron and Steel InstituteDocumento1 paginaAmerican Iron and Steel InstitutechobalasNessuna valutazione finora
- Hojas de ProcesosDocumento19 pagineHojas de ProcesosJose ZubietaNessuna valutazione finora
- Unidad 1. QFD Eq2Documento46 pagineUnidad 1. QFD Eq2Arisa SuzyNessuna valutazione finora
- Definición de Relaciones IndustrialesDocumento3 pagineDefinición de Relaciones IndustrialesLuis Fernando0% (1)
- Cap 2 Capacidad de Procesos I Estadistica DescriptivaDocumento64 pagineCap 2 Capacidad de Procesos I Estadistica DescriptivaHenry Galvez RamirezNessuna valutazione finora
- Formulario de Observación Del Estudio de TiempoDocumento5 pagineFormulario de Observación Del Estudio de Tiempomery sanchezNessuna valutazione finora
- Planes de Muestreo. Conceptos Fundamentos Tipos de Muestreo y NotaciÓn SimbÓlicaDocumento4 paginePlanes de Muestreo. Conceptos Fundamentos Tipos de Muestreo y NotaciÓn SimbÓlicaemendozasandoval78% (9)
- Uso de TablasDocumento5 pagineUso de TablasJuan Manuel Vicente SantosNessuna valutazione finora
- Enfermedades CardiovascularesDocumento6 pagineEnfermedades CardiovascularesKoke Luis Rodriguez RiosNessuna valutazione finora
- 2.1 EntradasDocumento23 pagine2.1 EntradasKoke Luis Rodriguez RiosNessuna valutazione finora
- Cadena de Distribución y Logística de CocaDocumento2 pagineCadena de Distribución y Logística de CocaKoke Luis Rodriguez RiosNessuna valutazione finora
- 2.1.4 Suposiciones Del Producto / Proceso.: Producto Serie o FocoDocumento2 pagine2.1.4 Suposiciones Del Producto / Proceso.: Producto Serie o FocoKoke Luis Rodriguez RiosNessuna valutazione finora
- 6.2.16 Factores Clave Sus Funciones y Dependencias GeográficasDocumento5 pagine6.2.16 Factores Clave Sus Funciones y Dependencias GeográficasKoke Luis Rodriguez RiosNessuna valutazione finora
- HistorialDocumento1 paginaHistorialKoke Luis Rodriguez RiosNessuna valutazione finora
- Gráficos de Control CDocumento15 pagineGráficos de Control CKoke Luis Rodriguez RiosNessuna valutazione finora
- Capitulo 2Documento10 pagineCapitulo 2Koke Luis Rodriguez RiosNessuna valutazione finora
- 1.2 El Costo de La CalidadDocumento3 pagine1.2 El Costo de La CalidadKoke Luis Rodriguez RiosNessuna valutazione finora
- Gráficos de Control CDocumento15 pagineGráficos de Control CKoke Luis Rodriguez RiosNessuna valutazione finora
- Equilibrio de La Partícula en El Plano y en El EspacioDocumento4 pagineEquilibrio de La Partícula en El Plano y en El EspacioKoke Luis Rodriguez RiosNessuna valutazione finora
- Inferencia EstadÃ-stica - Prueba de Hipà Tesis Unidad IIIDocumento75 pagineInferencia EstadÃ-stica - Prueba de Hipà Tesis Unidad IIIKoke Luis Rodriguez RiosNessuna valutazione finora
- Equipo 2 Taxonomia Del ManttoDocumento43 pagineEquipo 2 Taxonomia Del ManttoKoke Luis Rodriguez RiosNessuna valutazione finora
- 3.2.1 ControlDocumento4 pagine3.2.1 ControlKoke Luis Rodriguez RiosNessuna valutazione finora
- Antecedentes Del ProblemaDocumento2 pagineAntecedentes Del ProblemaKoke Luis Rodriguez Rios50% (2)
- Diagramas Causa-Efecto: Principales) - Estas Últimas Poseen A Su Vez Dos o Tres Líneas InclinadasDocumento4 pagineDiagramas Causa-Efecto: Principales) - Estas Últimas Poseen A Su Vez Dos o Tres Líneas InclinadasKoke Luis Rodriguez RiosNessuna valutazione finora
- Sistemas LogísticosDocumento33 pagineSistemas LogísticosKoke Luis Rodriguez RiosNessuna valutazione finora
- Diagramas Causa-Efecto: Principales) - Estas Últimas Poseen A Su Vez Dos o Tres Líneas InclinadasDocumento4 pagineDiagramas Causa-Efecto: Principales) - Estas Últimas Poseen A Su Vez Dos o Tres Líneas InclinadasKoke Luis Rodriguez RiosNessuna valutazione finora
- JUSTIFICACIÓNDocumento9 pagineJUSTIFICACIÓNKoke Luis Rodriguez RiosNessuna valutazione finora
- Unuidad 2Documento60 pagineUnuidad 2Koke Luis Rodriguez RiosNessuna valutazione finora
- EJERCICIOS DE LA UNIDAD I Estadídtica InferencialDocumento3 pagineEJERCICIOS DE LA UNIDAD I Estadídtica InferencialKoke Luis Rodriguez RiosNessuna valutazione finora
- Administracion de La DemandaDocumento7 pagineAdministracion de La DemandaAndres CasanovaNessuna valutazione finora
- Administracion de ProyectosDocumento41 pagineAdministracion de ProyectosKoke Luis Rodriguez RiosNessuna valutazione finora
- CinemáticaDocumento7 pagineCinemáticaKoke Luis Rodriguez RiosNessuna valutazione finora
- Mec 2240 Res Aux Sem - 2-2019Documento7 pagineMec 2240 Res Aux Sem - 2-2019Reyna García ChoqueNessuna valutazione finora
- Informe Poza A TierraDocumento4 pagineInforme Poza A TierraUni SolNessuna valutazione finora
- 2M Quimica Guia de NivelacionDocumento5 pagine2M Quimica Guia de NivelacionClaudia Andrea Altamirano NeiraNessuna valutazione finora
- Fase - 3 - Grupo - 212023 - 68Documento40 pagineFase - 3 - Grupo - 212023 - 68sebastianNessuna valutazione finora
- Grupo# 1-Material Manipulativo Como Puente Entre La Realidad y Los Objetos MatemáticosDocumento6 pagineGrupo# 1-Material Manipulativo Como Puente Entre La Realidad y Los Objetos MatemáticosDaniela GonzalezNessuna valutazione finora
- Secuencia Didactica Matematicas 4Documento17 pagineSecuencia Didactica Matematicas 4Andrés SuárezNessuna valutazione finora
- Trabajo de TecnologiaDocumento5 pagineTrabajo de TecnologiaSamantha HurtadoNessuna valutazione finora
- Tarea4 Danilo PumarejoDocumento22 pagineTarea4 Danilo Pumarejodanilo andres pumarejoNessuna valutazione finora
- Ejercicios Resueltos Tema 11 Transformadores PDFDocumento13 pagineEjercicios Resueltos Tema 11 Transformadores PDFJheykob MuñozNessuna valutazione finora
- Investigación OperativaDocumento95 pagineInvestigación OperativaDaya AlvarezNessuna valutazione finora
- MPLS Basico PDFDocumento8 pagineMPLS Basico PDFBelen ZambranoNessuna valutazione finora
- 1 Distensibilidad Vascular y Funciones de Los Sistemas Arterial y VenosoDocumento2 pagine1 Distensibilidad Vascular y Funciones de Los Sistemas Arterial y Venosoclases FCSNessuna valutazione finora
- TOPOGRAFIADocumento8 pagineTOPOGRAFIAivanNessuna valutazione finora
- Criptoanalisis Por KasiskiDocumento8 pagineCriptoanalisis Por KasiskiJvlio Cesar Calleja MorenoNessuna valutazione finora
- Afica de Puntos PDFDocumento3 pagineAfica de Puntos PDFgerly diazNessuna valutazione finora
- Tipos de Aparatos Sometidos A Presión Con Fuego - Análisis de Refuerzos en Recipientes A Presión de Tapas PlanasDocumento6 pagineTipos de Aparatos Sometidos A Presión Con Fuego - Análisis de Refuerzos en Recipientes A Presión de Tapas PlanasVictor PerezNessuna valutazione finora
- 9 15 Dic EsfuerzosDocumento25 pagine9 15 Dic EsfuerzosSonlange Shantall CallerNessuna valutazione finora
- Difusión de Seguridad - Capacitación Uso y Manejo de ExtintoresDocumento9 pagineDifusión de Seguridad - Capacitación Uso y Manejo de ExtintoresAlexis MezasNessuna valutazione finora
- G1 - Grúas Torre Rev 1Documento26 pagineG1 - Grúas Torre Rev 1clovis contreras ponceNessuna valutazione finora
- CONIMERA 2 - Función de Energía para Estabilidad Transitoria SEINDocumento12 pagineCONIMERA 2 - Función de Energía para Estabilidad Transitoria SEINbamanfredNessuna valutazione finora
- Seccon Iv M.ingDocumento35 pagineSeccon Iv M.inggeorginaNessuna valutazione finora
- Ceap - Raz Mat.Documento3 pagineCeap - Raz Mat.Martin S. UrciaNessuna valutazione finora
- La Guia Completa para Pruebas de AislamiDocumento76 pagineLa Guia Completa para Pruebas de AislamiJuan Carlos Lopez TrejoNessuna valutazione finora
- Difusion PDFDocumento53 pagineDifusion PDFLisandro SanchezNessuna valutazione finora
- Wa0002.Documento2 pagineWa0002.wilfrido martinezNessuna valutazione finora
- Sobre Chomsky 57 y 65Documento5 pagineSobre Chomsky 57 y 65lanochecircularNessuna valutazione finora
- Manual de Operacion GU-813Documento314 pagineManual de Operacion GU-813Ambrosio TrujilloNessuna valutazione finora
- Cuerdas y PoleasDocumento12 pagineCuerdas y PoleasAlex GonzalezNessuna valutazione finora
- Guia Defisica100Documento2 pagineGuia Defisica100hinata hajimeNessuna valutazione finora
- Sistema de FrenosDocumento33 pagineSistema de FrenosMiguel RosalesNessuna valutazione finora