Potrebbero piacerti anche
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Da EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Nessuna valutazione finora
- Aisi 305Documento3 pagineAisi 305Aditya PratapNessuna valutazione finora
- Heat TreatmentDocumento59 pagineHeat TreatmentINSTECH Consulting100% (1)
- Lecture 04-CCT and TemperingDocumento17 pagineLecture 04-CCT and TemperingRudy Dwi PrasetyoNessuna valutazione finora
- Chapter 10-Casting IDocumento38 pagineChapter 10-Casting Iking slayerNessuna valutazione finora
- Alloys and Types of SteelDocumento16 pagineAlloys and Types of SteelRajatNessuna valutazione finora
- Cpi Gtr50 Service ManualDocumento43 pagineCpi Gtr50 Service ManualKlara PataiNessuna valutazione finora
- Macrostructure Defect in Continuous Steel CastingDocumento13 pagineMacrostructure Defect in Continuous Steel CastingHasna RiazNessuna valutazione finora
- Extrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarDocumento27 pagineExtrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarAdityasinh DesaiNessuna valutazione finora
- Tramp Elements and Billet CarckingDocumento7 pagineTramp Elements and Billet CarckingOmar TahaNessuna valutazione finora
- C15 Acert Spec SheetDocumento4 pagineC15 Acert Spec SheetMalasquez Leon XavierNessuna valutazione finora
- Yield Improvement Steel Castings PDFDocumento321 pagineYield Improvement Steel Castings PDFMy Dad My WorldNessuna valutazione finora
- Chapter 18-Fundamentals Metal FormingDocumento33 pagineChapter 18-Fundamentals Metal Formingdrbasit93Nessuna valutazione finora
- Fundamentals of Metal Forming: RollingDocumento26 pagineFundamentals of Metal Forming: RollingamitNessuna valutazione finora
- Industrial Report at Incepta Pharmaceuticals Ltd.Documento36 pagineIndustrial Report at Incepta Pharmaceuticals Ltd.Naimul Hoque Shuvo100% (1)
- Solar Refrigeration ReportDocumento64 pagineSolar Refrigeration ReportSakshi JoshiNessuna valutazione finora
- Unit - Iii: Metal Forming ProcessesDocumento63 pagineUnit - Iii: Metal Forming ProcessesRohith RoNessuna valutazione finora
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocumento11 paginePowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNessuna valutazione finora
- Metallurgical Defects of Cast Steel: SeminarDocumento26 pagineMetallurgical Defects of Cast Steel: SeminarAndré RibeiroNessuna valutazione finora
- Extrusion and Its ApplicationDocumento28 pagineExtrusion and Its ApplicationLakhan GuptaNessuna valutazione finora
- Microstructure Control and Strengthening of High Carbon Steel WiresDocumento6 pagineMicrostructure Control and Strengthening of High Carbon Steel WireshuachuliuNessuna valutazione finora
- Casting Defects in SteelsDocumento4 pagineCasting Defects in SteelsShamsur Rahman Russell100% (1)
- Hsla SteelDocumento22 pagineHsla SteelriteshbarmanNessuna valutazione finora
- The TEMPCORE ProcessDocumento15 pagineThe TEMPCORE ProcessShanna Lee100% (1)
- Engine Mechanical SectionDocumento202 pagineEngine Mechanical Sectionionbolo100% (2)
- Metal FormingDocumento80 pagineMetal Formingashok PradhanNessuna valutazione finora
- Are View of The Rhomboid It y Problem in Billet CastingDocumento11 pagineAre View of The Rhomboid It y Problem in Billet CastingSuhaib AshrafNessuna valutazione finora
- Effect of Elemental Sulfur On Pitting Corrosion of SteelsDocumento8 pagineEffect of Elemental Sulfur On Pitting Corrosion of SteelsGovindan KrishnamoorthybashyamNessuna valutazione finora
- PIP PCCCV002-2018 Pressure Regulators Selection CriteriaDocumento7 paginePIP PCCCV002-2018 Pressure Regulators Selection Criteria刘旭Nessuna valutazione finora
- Fundamentals of Metal FormingDocumento38 pagineFundamentals of Metal FormingriyannnNessuna valutazione finora
- Fuente Segura Hose 10 Edicion InglesDocumento470 pagineFuente Segura Hose 10 Edicion InglesAnonymous voPTZ0r00100% (2)
- Hot Working of MetalsDocumento27 pagineHot Working of MetalsRommel Blanco100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDa EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNessuna valutazione finora
- On And: Hypereutectoid Transf Ormation BehaviorDocumento8 pagineOn And: Hypereutectoid Transf Ormation BehaviorSmruti Ranjan PattanayakNessuna valutazione finora
- Steel CastingsDocumento50 pagineSteel CastingsVijayakumar TNessuna valutazione finora
- @standardsharin - ASME STP-NU-044-2011-12Documento62 pagine@standardsharin - ASME STP-NU-044-2011-12EricNessuna valutazione finora
- Billet Defects - Pinhole and Blowhole Formation, Prevention and Evolution PDFDocumento10 pagineBillet Defects - Pinhole and Blowhole Formation, Prevention and Evolution PDFSebastian KrdnasNessuna valutazione finora
- Conveyors and Conveying Systems (Lec1b)Documento81 pagineConveyors and Conveying Systems (Lec1b)Rhizhail100% (1)
- British Columbia On Defects in BilletsDocumento119 pagineBritish Columbia On Defects in BilletsStutee NandaNessuna valutazione finora
- Thermomechanical Processing and Constitutive Strength of Hot Rolled Mild SteelDocumento104 pagineThermomechanical Processing and Constitutive Strength of Hot Rolled Mild SteelvishwanathanskNessuna valutazione finora
- Fiche Mot Essence-Eb2 Fa Flex FuelDocumento2 pagineFiche Mot Essence-Eb2 Fa Flex FuelRui MendesNessuna valutazione finora
- Effect of Elements in SteelDocumento3 pagineEffect of Elements in SteelJayakrishnan Radhakrishnan100% (1)
- Heat TreatmentDocumento21 pagineHeat TreatmentChernet MerknehNessuna valutazione finora
- Steel Dynamics Bar Book Rev 2 New CoverDocumento194 pagineSteel Dynamics Bar Book Rev 2 New CoverNina LazuardiNessuna valutazione finora
- Course Title: Metal Forming (Pr-603) Lecture Note: Instructor In-Charge: Dr. Raj BallavDocumento21 pagineCourse Title: Metal Forming (Pr-603) Lecture Note: Instructor In-Charge: Dr. Raj BallavDinesh Killada50% (2)
- SKD61-Forged Hot Work Tool SteelDocumento1 paginaSKD61-Forged Hot Work Tool SteelAgustine SetiawanNessuna valutazione finora
- 28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Documento20 pagine28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Syed HasniNessuna valutazione finora
- Tool Steels E28093 Molybdenum High Speed SteelsDocumento5 pagineTool Steels E28093 Molybdenum High Speed Steelswulfgang66Nessuna valutazione finora
- Heat TreatmentDocumento2 pagineHeat TreatmentAnonymous XClYkdKyNessuna valutazione finora
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDocumento35 pagineA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocumento27 pagineCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNessuna valutazione finora
- Continuous Casting and Mould Level ControlDocumento15 pagineContinuous Casting and Mould Level Controlsalvador2meNessuna valutazione finora
- Materials For Forming ToolsDocumento40 pagineMaterials For Forming Toolssav33Nessuna valutazione finora
- CCM TrainingDocumento14 pagineCCM TrainingAshutosh SinghNessuna valutazione finora
- Fundamentals of Metal CastingDocumento45 pagineFundamentals of Metal CastingsuntharNessuna valutazione finora
- CVSRM PresentationDocumento102 pagineCVSRM Presentationrazen_inNessuna valutazione finora
- Ingot StructureDocumento5 pagineIngot StructureklawsisNessuna valutazione finora
- 03 - Iron - Iron CarbideDocumento35 pagine03 - Iron - Iron CarbidebotobotoakbarNessuna valutazione finora
- Heat TreatmentDocumento70 pagineHeat TreatmentAbdulmhsen ALjreedan100% (1)
- Theory of Non-Ferrous Metals and Alloys ProcessingDocumento83 pagineTheory of Non-Ferrous Metals and Alloys ProcessingHimanshuDeepNessuna valutazione finora
- Forging of Specific Metals And: AlloysDocumento13 pagineForging of Specific Metals And: AlloysKasia MazurNessuna valutazione finora
- 2 SolidificacionDocumento63 pagine2 SolidificacionAndrea Espinosa OrtegaNessuna valutazione finora
- Solidification of CastingDocumento16 pagineSolidification of CastingSurya RaghavendarNessuna valutazione finora
- Steel CleanlinessDocumento22 pagineSteel Cleanlinessdrbeyer100% (1)
- Unit 2: Heat Treatment of Iron and SteelsDocumento24 pagineUnit 2: Heat Treatment of Iron and SteelsRahul kumarNessuna valutazione finora
- Centrifugal Casting (8-20)Documento20 pagineCentrifugal Casting (8-20)Rabindra DashNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- The Iron Puddler My life in the rolling mills and what came of itDa EverandThe Iron Puddler My life in the rolling mills and what came of itNessuna valutazione finora
- Manual John Deere 244JDocumento18 pagineManual John Deere 244JYoriel GuzmanNessuna valutazione finora
- Reginald Anesu Tobaiwa: Professional ProfileDocumento2 pagineReginald Anesu Tobaiwa: Professional ProfileARUN VISHWAKARMANessuna valutazione finora
- VRV IV W - Cooling Only 50Hz - PCVMT1603 PDFDocumento96 pagineVRV IV W - Cooling Only 50Hz - PCVMT1603 PDFChuy CantúNessuna valutazione finora
- Briggs and Stratton 133412 - 0059 01 PartsMan (EN)Documento31 pagineBriggs and Stratton 133412 - 0059 01 PartsMan (EN)Gisell ZapataNessuna valutazione finora
- Spare Parts ListDocumento20 pagineSpare Parts ListАлександр ДлинныйNessuna valutazione finora
- 2017 Audi A8 s8 71908Documento354 pagine2017 Audi A8 s8 71908Mihai100% (1)
- Chemical Engineering and Physical and Chemical Principles QuestionsDocumento84 pagineChemical Engineering and Physical and Chemical Principles QuestionsMark Vincent EspinosaNessuna valutazione finora
- AP Physics C 2004 With AnswersDocumento18 pagineAP Physics C 2004 With AnswersjhbmleeNessuna valutazione finora
- SL-SN.0 Drum Brake - 03.09Documento38 pagineSL-SN.0 Drum Brake - 03.09Cem DufourNessuna valutazione finora
- MachineryDocumento8 pagineMachineryPalapa 1Nessuna valutazione finora
- 4301 L 2 - 2006Documento23 pagine4301 L 2 - 2006Indra H BasriNessuna valutazione finora
- FM End-Sem Question Paper - 2021Documento1 paginaFM End-Sem Question Paper - 2021Anshu MeenaNessuna valutazione finora
- Axial Deformation On FramesDocumento31 pagineAxial Deformation On FramesAndy OretaNessuna valutazione finora
- DocLib 7465 2102A Stoody HardfacingHighAlloyCatalog PDFDocumento72 pagineDocLib 7465 2102A Stoody HardfacingHighAlloyCatalog PDFsharandeep1112Nessuna valutazione finora
- EG1109 Lectures 10-12Documento61 pagineEG1109 Lectures 10-12Steven KuaNessuna valutazione finora
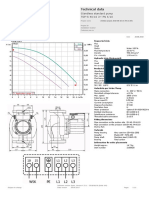
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Documento1 paginaBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesNessuna valutazione finora
- 06012020lagged PipeDocumento9 pagine06012020lagged PipeAlen SajuNessuna valutazione finora
- Planer (Motor) (R921805375) (18 - ) (24 - ) - (S - N 341000655 & Above, 231611101 & Above, 721700342 & Above, 231711101 & Above) - PlanerDocumento3 paginePlaner (Motor) (R921805375) (18 - ) (24 - ) - (S - N 341000655 & Above, 231611101 & Above, 721700342 & Above, 231711101 & Above) - PlanerPedro Alfonso PerezNessuna valutazione finora
- Hornos Keen OvensDocumento8 pagineHornos Keen Ovensjinyuan74Nessuna valutazione finora
- BruchM Aufgabenheft - enDocumento28 pagineBruchM Aufgabenheft - enIlham HakikiNessuna valutazione finora
- DrawingDocumento1 paginaDrawingM Tommy AdamsNessuna valutazione finora