Potrebbero piacerti anche
- X01523 Ut PDFDocumento8 pagineX01523 Ut PDFGerardoYanezNessuna valutazione finora
- WPS D1.1 A36 - E71t11Documento2 pagineWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- Wps EjemploDocumento1 paginaWps EjemploJonatan Goicochea BaconNessuna valutazione finora
- Formato para La Especificacion Del Procedimiento de Soldadura WpsDocumento1 paginaFormato para La Especificacion Del Procedimiento de Soldadura WpsJorge Luis Correa Orduz100% (1)
- Especificación de Materiales de Acuerdo A Su Composición y Empleo PDFDocumento1 paginaEspecificación de Materiales de Acuerdo A Su Composición y Empleo PDFFa ChNessuna valutazione finora
- 3.2.3.procedimiento de Soldadura de TuberiasDocumento3 pagine3.2.3.procedimiento de Soldadura de TuberiasLuis Durán MirandaNessuna valutazione finora
- BorradorDocumento10 pagineBorradorRodmi Torres PeraltaNessuna valutazione finora
- Seleccion de Probetas Asme Secc. IxDocumento22 pagineSeleccion de Probetas Asme Secc. IxMonica SuarezNessuna valutazione finora
- WPS5Documento2 pagineWPS5Eduardo LLERENA LOPEZNessuna valutazione finora
- Soldadura (3F)Documento3 pagineSoldadura (3F)Giovanni QC100% (1)
- Procedimiento de Calibración en Distancia para El PHASOR XSDocumento47 pagineProcedimiento de Calibración en Distancia para El PHASOR XSvalentinNessuna valutazione finora
- Procedimiento de soldadura FCAW A36Documento2 pagineProcedimiento de soldadura FCAW A36Carlos ZapataNessuna valutazione finora
- Ultrasonido ejes parrillaDocumento15 pagineUltrasonido ejes parrillaRodrigo AlvarezNessuna valutazione finora
- WPS SML 2 20Documento5 pagineWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGANessuna valutazione finora
- Inspeccion Por TintasDocumento6 pagineInspeccion Por TintasArmando Mendieta HernandezNessuna valutazione finora
- Clinica API 1104Documento0 pagineClinica API 1104Orlando Delgado HuamaliNessuna valutazione finora
- Calificacion de SoldadorDocumento2 pagineCalificacion de SoldadorLuis RamirezNessuna valutazione finora
- WPS SML 4 20Documento1 paginaWPS SML 4 20ELIANA GABRIELA ALVAREZ ZUÑIGANessuna valutazione finora
- Listado de Normas de SoldaduraDocumento2 pagineListado de Normas de SoldaduraIvan Pino FigueroaNessuna valutazione finora
- Calificación de soldador para prueba de habilidad en soldadura GMAWDocumento2 pagineCalificación de soldador para prueba de habilidad en soldadura GMAWGabriel FajardoNessuna valutazione finora
- Ws NDT GC PR MT E709Documento10 pagineWs NDT GC PR MT E709dawin ocsaNessuna valutazione finora
- Procedimiento UT AWSDocumento22 pagineProcedimiento UT AWSantonio gutierrezNessuna valutazione finora
- TT Post-Soldadura (PWHT)Documento19 pagineTT Post-Soldadura (PWHT)Oscar Iván Duque DíazNessuna valutazione finora
- WPS FormatoDocumento2 pagineWPS FormatoTalca CalderónNessuna valutazione finora
- WPQ Rha API 1104t 01Documento1 paginaWPQ Rha API 1104t 01Kevvin Danniel DazzaNessuna valutazione finora
- Procedimiento de soldadura para tuberías de acero ASTM A53 GR.BDocumento2 pagineProcedimiento de soldadura para tuberías de acero ASTM A53 GR.Bdenys.castanedatNessuna valutazione finora
- Reporte de Doblez INF - Wip-030-18Documento1 paginaReporte de Doblez INF - Wip-030-18Danfer De la CruzNessuna valutazione finora
- GMAW EspanolDocumento108 pagineGMAW EspanolBolívar Cáceres Dos ReisNessuna valutazione finora
- WPS 12mmDocumento2 pagineWPS 12mmTonyRiverosBecerraNessuna valutazione finora
- Wps Urteaga Tuberia-DynoDocumento2 pagineWps Urteaga Tuberia-DynoH Adrian BarriosNessuna valutazione finora
- WPS-PQR Rds 1362014-0Documento8 pagineWPS-PQR Rds 1362014-0brunoNessuna valutazione finora
- WPS Gmaw D1.1 TopeDocumento1 paginaWPS Gmaw D1.1 TopeVerónica Aldana Cubas100% (1)
- QW - 404 Metal de AporteDocumento3 pagineQW - 404 Metal de Aporteangelmao8090Nessuna valutazione finora
- Wps Revestimiento DuroDocumento4 pagineWps Revestimiento DuroDanielle White0% (1)
- Especificación Del WPSDocumento4 pagineEspecificación Del WPSJuan ChapacaNessuna valutazione finora
- Curso UTPADocumento11 pagineCurso UTPAMaritza EstefesNessuna valutazione finora
- Informe VTDocumento3 pagineInforme VTConhydra AcoaguaNessuna valutazione finora
- MT AwsDocumento7 pagineMT AwsRodolfoNessuna valutazione finora
- Bloques de CalibracionDocumento7 pagineBloques de CalibracionPablo Enrique Saurith DiazNessuna valutazione finora
- Tecnologia de La Soldadura PQR Wps WPQDocumento2 pagineTecnologia de La Soldadura PQR Wps WPQWilmer Zavaleta HuamanyauriNessuna valutazione finora
- Astm 106Documento3 pagineAstm 106Daniel WongNessuna valutazione finora
- Threadolet 304Documento1 paginaThreadolet 304Johan F. MonroyNessuna valutazione finora
- Norma de Planchas y PlanchonesDocumento25 pagineNorma de Planchas y PlanchonesLUIS EDUARDO MEJIA JUAREZNessuna valutazione finora
- Registro de OperacionesDocumento1 paginaRegistro de OperacionesAnonymous 5JDy895zNessuna valutazione finora
- WPS GMAW para soldadura de acero en posición 6GDocumento1 paginaWPS GMAW para soldadura de acero en posición 6GGerardoYanez100% (1)
- Reporte de Inspección PTDocumento3 pagineReporte de Inspección PTedscesc10Nessuna valutazione finora
- Cuadro Conclusiones SoldaduraDocumento8 pagineCuadro Conclusiones SoldaduraJavier Ramírez Vera100% (1)
- Capitulo 6 AWS D14.3Documento4 pagineCapitulo 6 AWS D14.3Williams Cristopher Silva IrarrazabalNessuna valutazione finora
- Astm E144 EspaDocumento27 pagineAstm E144 EspaJuanBarbosaNessuna valutazione finora
- Modelo Procedimiento UT Según ASME B31.3Documento18 pagineModelo Procedimiento UT Según ASME B31.3ANTONIO QUISPENessuna valutazione finora
- Ejemplo de Interferencia Dimensional Entre PiezasDocumento4 pagineEjemplo de Interferencia Dimensional Entre PiezasPablo Pompa DiazNessuna valutazione finora
- Costo IndustrialDocumento15 pagineCosto IndustrialJorgeNessuna valutazione finora
- Taller Codigo AWS D1.1 - 2010Documento6 pagineTaller Codigo AWS D1.1 - 2010Williy126Nessuna valutazione finora
- Comparativo 410S Vs 430Documento2 pagineComparativo 410S Vs 430Hans Sarmiento100% (1)
- Formato para La Especificacion Del Procedimiento de Soldadura Wps JavierDocumento9 pagineFormato para La Especificacion Del Procedimiento de Soldadura Wps Javierjavier conde100% (1)
- Cálculo del carbono equivalente y temperatura de precalentamientoDocumento13 pagineCálculo del carbono equivalente y temperatura de precalentamientoAndre Méndez VidalNessuna valutazione finora
- Calificación de Procedimiento de SoldaduraDocumento4 pagineCalificación de Procedimiento de SoldaduraJorgeNessuna valutazione finora
- WPS SML 5 21Documento2 pagineWPS SML 5 21ELIANA GABRIELA ALVAREZ ZUÑIGANessuna valutazione finora
- Calificacion de Procedimiento Asme Secc. IxDocumento36 pagineCalificacion de Procedimiento Asme Secc. Ixjoseymonica2010Nessuna valutazione finora
- Astm A335Documento7 pagineAstm A335Maximiliano García CalderónNessuna valutazione finora
- Nomenclatura de Aceros: Sistemas AISI, ASTM, UNS y ENDocumento6 pagineNomenclatura de Aceros: Sistemas AISI, ASTM, UNS y ENkristianvinicio100% (1)
- QW 422 (Noferrosos)Documento18 pagineQW 422 (Noferrosos)Carlos Antonio Jimenez MoralesNessuna valutazione finora
- Metalurgia - Pate IiDocumento74 pagineMetalurgia - Pate IiCarlos Antonio Jimenez MoralesNessuna valutazione finora
- Defectos de SoldaduraDocumento38 pagineDefectos de Soldadurapmzab57% (7)
- DefectosDocumento18 pagineDefectosCarlos Antonio Jimenez MoralesNessuna valutazione finora
- Discontinuidades, Defectos, Normas - Payend 2005Documento9 pagineDiscontinuidades, Defectos, Normas - Payend 2005rodrignaNessuna valutazione finora
- AceroDocumento67 pagineAceroCarlos Antonio Jimenez MoralesNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- API 1104 CAP 6 Calificación de SoldadoresDocumento39 pagineAPI 1104 CAP 6 Calificación de SoldadoresCarlos Antonio Jimenez Morales100% (1)
- 05-Clasificacion de Electrodos Por Aws OkDocumento39 pagine05-Clasificacion de Electrodos Por Aws OkCarlos Antonio Jimenez MoralesNessuna valutazione finora
- Identificacion de Aceros y Electrodos2Documento5 pagineIdentificacion de Aceros y Electrodos2Carlos Antonio Jimenez MoralesNessuna valutazione finora
- HOBART Propiedades MecánicasDocumento31 pagineHOBART Propiedades MecánicasCarlos Antonio Jimenez MoralesNessuna valutazione finora
- ELECTRODOSDocumento65 pagineELECTRODOSCarlos Antonio Jimenez MoralesNessuna valutazione finora
- Discontinuidaes y Defectos-07Documento70 pagineDiscontinuidaes y Defectos-07Carlos Antonio Jimenez MoralesNessuna valutazione finora
- API 1104 CAP. 5 Calificación de ProcedimientoDocumento50 pagineAPI 1104 CAP. 5 Calificación de ProcedimientoCarlos Antonio Jimenez Morales100% (1)
- Asme-Aws-ApiDocumento43 pagineAsme-Aws-ApiCarlos Antonio Jimenez MoralesNessuna valutazione finora
- Manual OfwDocumento89 pagineManual OfwJuan Manrique60% (5)
- Paradoja de La VidaDocumento11 pagineParadoja de La VidaLori PetersonNessuna valutazione finora
- Codigo AsmeDocumento65 pagineCodigo AsmeRoman Arango HerreraNessuna valutazione finora
- Código Asme, Sección Ix, Parte QW en Español.2013Documento233 pagineCódigo Asme, Sección Ix, Parte QW en Español.2013Edgar Becerra Alvarado100% (2)
- Hoja de Vida MarlenyDocumento4 pagineHoja de Vida MarlenyCarlos Antonio Jimenez MoralesNessuna valutazione finora
- Guia de Aprendizaje 3Documento5 pagineGuia de Aprendizaje 3JOSERENET70Nessuna valutazione finora
- Calidad y ÉxitoDocumento5 pagineCalidad y ÉxitoCarlos Antonio Jimenez MoralesNessuna valutazione finora
- Códigos y estándares de soldadura (AWS, ASME, APIDocumento79 pagineCódigos y estándares de soldadura (AWS, ASME, APICarlos Antonio Jimenez MoralesNessuna valutazione finora
- Estudio de Procesos y ProcedimientosDocumento11 pagineEstudio de Procesos y ProcedimientosCarlos Antonio Jimenez MoralesNessuna valutazione finora
- Como Aprender A Tocar La Guitarra Sin Conocer Sus NotasDocumento85 pagineComo Aprender A Tocar La Guitarra Sin Conocer Sus NotasDenis Rodriguez M100% (5)
- Expansión de Paradise Land: Complejo Densmore vs Proyecto HighgateDocumento4 pagineExpansión de Paradise Land: Complejo Densmore vs Proyecto Highgateetnercaleb0% (1)
- Cargador de Ruedas Pequeño 930KDocumento10 pagineCargador de Ruedas Pequeño 930KcarlostovarsalasNessuna valutazione finora
- Manual de Usuario BastonDocumento23 pagineManual de Usuario BastonJhonn PastorizaNessuna valutazione finora
- Profile PDFDocumento1 paginaProfile PDFfernandaNessuna valutazione finora
- (Tuto) Abrir Porton Trasero Con Mando A Distancia Golf IV (Editado2)Documento12 pagine(Tuto) Abrir Porton Trasero Con Mando A Distancia Golf IV (Editado2)stormraider86Nessuna valutazione finora
- El Diseño Como Enfoque en La Ingenieria MecanicaDocumento2 pagineEl Diseño Como Enfoque en La Ingenieria MecanicaJulian CatañoNessuna valutazione finora
- Manual Usuario SEUR Net V8RDocumento110 pagineManual Usuario SEUR Net V8Rzizitro-1Nessuna valutazione finora
- Banco de Pruebas para Bombas de Desplazamiento Positivo: Labtecmecanica@udistrital - Edu.coDocumento2 pagineBanco de Pruebas para Bombas de Desplazamiento Positivo: Labtecmecanica@udistrital - Edu.coJhon GuuerreroNessuna valutazione finora
- Mitsubishi Eclipse WikiDocumento4 pagineMitsubishi Eclipse WikiAngie TobarNessuna valutazione finora
- Planeación y Control de La Producción SeisDocumento7 paginePlaneación y Control de La Producción SeisEstevan GutierrezNessuna valutazione finora
- Tablas Mas Utilizadas Del ACDocumento187 pagineTablas Mas Utilizadas Del ACpancholupus100% (1)
- Diseño de un método de minado trackless para mejorar la productividad en una mina de plata y oroDocumento153 pagineDiseño de un método de minado trackless para mejorar la productividad en una mina de plata y oroYordi Quispe JulcaNessuna valutazione finora
- Fiat Fiorino PDFDocumento230 pagineFiat Fiorino PDFAstrid Leyes60% (10)
- Actuadores hidráulicos y herramientas de perforaciónDocumento13 pagineActuadores hidráulicos y herramientas de perforaciónnardajtNessuna valutazione finora
- Diapositiva de Gestion de ProyectosDocumento17 pagineDiapositiva de Gestion de ProyectosJhon Carlos Lapa QuispeNessuna valutazione finora
- Buje Conico Seman 6Documento9 pagineBuje Conico Seman 6cristian crt98Nessuna valutazione finora
- Ficha Princesa MRTDocumento2 pagineFicha Princesa MRTJosé Eduardo Gaete DuarteNessuna valutazione finora
- Manual Operador Montacargas Series 2100 SumnerDocumento16 pagineManual Operador Montacargas Series 2100 SumnerJDelmer VasquezNessuna valutazione finora
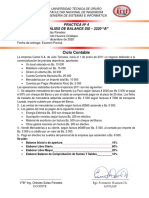
- Practica N°4 Analisis de BalanceDocumento1 paginaPractica N°4 Analisis de BalanceMadelaine Caro CocaNessuna valutazione finora
- Ensayo Ley 618 - NicaraguaDocumento19 pagineEnsayo Ley 618 - NicaraguaEdwin Vaughan100% (4)
- Farmacia KrakenDocumento2 pagineFarmacia KrakenFrisvicristian GrsNessuna valutazione finora
- Tema1 - El TeléfonoDocumento54 pagineTema1 - El TeléfonoKike DavilaNessuna valutazione finora
- Caja Reductora Sincro ShutleDocumento110 pagineCaja Reductora Sincro ShutleLiliana Rebeca Santos santos100% (3)
- Trabajo de Planificacion y CronogramaDocumento3 pagineTrabajo de Planificacion y Cronogramaymiguel0Nessuna valutazione finora
- Examen de MecanicoDocumento1 paginaExamen de MecanicoHEMER LUIS RIVERANessuna valutazione finora
- Bombas de Agua Bonasa IfDocumento2 pagineBombas de Agua Bonasa IfJuan SerranoNessuna valutazione finora
- CLASE No.4 CICLO DE VIDADocumento6 pagineCLASE No.4 CICLO DE VIDALuz Marina GuidoNessuna valutazione finora
- Plan de Dirección de Proyecto y Acta Constitutiva Edwin Omar Campos StraffonDocumento10 paginePlan de Dirección de Proyecto y Acta Constitutiva Edwin Omar Campos Straffoneocs05Nessuna valutazione finora
- Manual Reparacion de LaptopsDocumento94 pagineManual Reparacion de Laptopspatriciofsa100% (6)