Potrebbero piacerti anche
- Investment CastingDocumento26 pagineInvestment CastingParesh Shrivastava100% (1)
- VacuumDocumento6 pagineVacuum03sri03Nessuna valutazione finora
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeDa EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNessuna valutazione finora
- Investment Casting ProcessesDocumento10 pagineInvestment Casting ProcessesPragyan Kumar PradhanNessuna valutazione finora
- Procedure For Investment CastingDocumento4 pagineProcedure For Investment CastingRAJARAMNessuna valutazione finora
- Metal CastingDocumento12 pagineMetal CastingChinmay Das100% (4)
- FoundryDocumento2 pagineFoundryHafiz UdinNessuna valutazione finora
- 3 PDFDocumento199 pagine3 PDFsanku surya sai charanNessuna valutazione finora
- Fundamentals of Metal CastingDocumento45 pagineFundamentals of Metal CastingsuntharNessuna valutazione finora
- Casting IntroDocumento94 pagineCasting IntroJith ViswaNessuna valutazione finora
- CastingDocumento19 pagineCastingjoyhjones100% (7)
- Metal CastingDocumento22 pagineMetal CastingANKIT RAJNessuna valutazione finora
- Dr. Babasaheb Ambedkar Technological University, LonereDocumento36 pagineDr. Babasaheb Ambedkar Technological University, LonereNikhil PawarNessuna valutazione finora
- Full Text 01Documento90 pagineFull Text 01Walid NASRINessuna valutazione finora
- MOULDINGDocumento35 pagineMOULDINGsumitNessuna valutazione finora
- Cleaness Steel CastingDocumento61 pagineCleaness Steel CastingSUNDRAMNAGANessuna valutazione finora
- Casting ProcessesDocumento20 pagineCasting ProcessesVv4HNessuna valutazione finora
- Casting ProcessesDocumento18 pagineCasting ProcessesvelavansuNessuna valutazione finora
- MAG Design GuideDocumento32 pagineMAG Design Guidekarthik_thanguduNessuna valutazione finora
- Versatility of Cored Wire Process For Producing Ductile IronDocumento10 pagineVersatility of Cored Wire Process For Producing Ductile IronDNessuna valutazione finora
- Special CastingDocumento24 pagineSpecial CastingManohara ErlaNessuna valutazione finora
- Metal-Casting Process and EquipmentDocumento18 pagineMetal-Casting Process and EquipmentZulfikarUdenNessuna valutazione finora
- Chills General RulesDocumento36 pagineChills General RulesMuthu KumarNessuna valutazione finora
- 20111121054135481Documento7 pagine20111121054135481Vijaykumar SharmaNessuna valutazione finora
- Unit-1 Metal Casting ProcessDocumento261 pagineUnit-1 Metal Casting ProcessDharun PrakashNessuna valutazione finora
- Gating and Risering PDFDocumento16 pagineGating and Risering PDFpericharla ravivarmaNessuna valutazione finora
- Materials For Forming ToolsDocumento40 pagineMaterials For Forming Toolssav33Nessuna valutazione finora
- Foundry ProcessDocumento54 pagineFoundry ProcessgovindarajaluvNessuna valutazione finora
- SKD61-Forged Hot Work Tool SteelDocumento1 paginaSKD61-Forged Hot Work Tool SteelAgustine SetiawanNessuna valutazione finora
- Steel CastingsDocumento50 pagineSteel CastingsVijayakumar TNessuna valutazione finora
- Modal Analysis of Porosity Defects in High Pressure Die Casting With A Neural NetworkDocumento5 pagineModal Analysis of Porosity Defects in High Pressure Die Casting With A Neural NetworkVirus046Nessuna valutazione finora
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocumento27 pagineCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNessuna valutazione finora
- Simulatiing Porosity in Ductile Iron - Etip17Documento2 pagineSimulatiing Porosity in Ductile Iron - Etip17yeokbinNessuna valutazione finora
- Metallic Materials Casting and Sintering ProcessesDocumento23 pagineMetallic Materials Casting and Sintering ProcessesgayeNessuna valutazione finora
- Casting TheoryDocumento22 pagineCasting TheoryJairam Atluri100% (1)
- 3475331Documento41 pagine3475331Nguyen Trong TanNessuna valutazione finora
- TB Grinding EnglishDocumento20 pagineTB Grinding EnglishVk PrabakranNessuna valutazione finora
- Cast Vs ForgedDocumento9 pagineCast Vs ForgedSIVANessuna valutazione finora
- Jewelry Investment Runner Design 1Documento5 pagineJewelry Investment Runner Design 1Sanders Refellions100% (1)
- Lost Foam Cast ProcemssDocumento22 pagineLost Foam Cast ProcemssSebastian PeterNessuna valutazione finora
- Forging Rolling DefectsDocumento14 pagineForging Rolling DefectsRavichandran GNessuna valutazione finora
- Centrifugal Casting (8-20)Documento20 pagineCentrifugal Casting (8-20)Rabindra DashNessuna valutazione finora
- Dycote ManualDocumento30 pagineDycote Manualdimas31287100% (2)
- AFS Casting DefectDocumento4 pagineAFS Casting Defectdarwin_huaNessuna valutazione finora
- Squeeze Casting - An Overview PDFDocumento9 pagineSqueeze Casting - An Overview PDFDian Try SaputriNessuna valutazione finora
- NADCA-High Temp DieDocumento12 pagineNADCA-High Temp DiejalilemadiNessuna valutazione finora
- Gating System For Casting2 - WT7 PDFDocumento87 pagineGating System For Casting2 - WT7 PDFAzaad Maverick100% (1)
- Gray Iron Foundries PDFDocumento20 pagineGray Iron Foundries PDFbebe3838Nessuna valutazione finora
- Ingot StructureDocumento5 pagineIngot StructureklawsisNessuna valutazione finora
- Gas Defects:: These Are Spherical, Flattened or Elongated CavitiesDocumento3 pagineGas Defects:: These Are Spherical, Flattened or Elongated CavitiesmaniNessuna valutazione finora
- Lost Foam Foundry SystemDocumento28 pagineLost Foam Foundry SystemDeepak Khanna100% (1)
- Principles of SolidificationDocumento74 paginePrinciples of SolidificationAnand ShivannaNessuna valutazione finora
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocumento11 paginePowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNessuna valutazione finora
- Rheocasting of Aluminum 201Documento56 pagineRheocasting of Aluminum 201Nahid LatonaNessuna valutazione finora
- Roll ForgingDocumento6 pagineRoll ForgingSaptarshi SinhaNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesDa EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesNessuna valutazione finora
- Question Paper Code: 21557: Expendable Mold Permanent MoldDocumento20 pagineQuestion Paper Code: 21557: Expendable Mold Permanent MoldAnson AntonyNessuna valutazione finora
- Types of CastingDocumento34 pagineTypes of CastingswarajNessuna valutazione finora
- Mechanical Engineering Objective DS Handa - by EasyEngineering - Net-01 PDFDocumento534 pagineMechanical Engineering Objective DS Handa - by EasyEngineering - Net-01 PDFNithin Basava100% (3)
- Quality Assurance of Rocket Motor Casings Using Non Destructive TestingDocumento6 pagineQuality Assurance of Rocket Motor Casings Using Non Destructive TestingNithin BasavaNessuna valutazione finora
- 304 Technical Data PDFDocumento3 pagine304 Technical Data PDFNithin BasavaNessuna valutazione finora
- 3) GD&T PDFDocumento27 pagine3) GD&T PDFNithin BasavaNessuna valutazione finora
- HybridPowerSystems 2Documento43 pagineHybridPowerSystems 2Nithin BasavaNessuna valutazione finora
- Cavitrol® IV TrimDocumento2 pagineCavitrol® IV TrimAhmed KhairyNessuna valutazione finora
- Extrusion Process PDFDocumento2 pagineExtrusion Process PDFSamantha50% (2)
- Chapter8 Reaction Rates and EquilibriumDocumento7 pagineChapter8 Reaction Rates and EquilibriumRahul TangadeNessuna valutazione finora
- EN Pressure sdr17Documento1 paginaEN Pressure sdr17Alan FloresNessuna valutazione finora
- Permeability in SoilsDocumento47 paginePermeability in SoilsRusmar LaverosNessuna valutazione finora
- DistillationDocumento18 pagineDistillationHannah CokerNessuna valutazione finora
- Assignment 1Documento2 pagineAssignment 1Tony TroxNessuna valutazione finora
- MEC321P Thermal Engineering Practice Expt-4: Vapour Compression Refrigeration SystemDocumento5 pagineMEC321P Thermal Engineering Practice Expt-4: Vapour Compression Refrigeration Systemm sriNessuna valutazione finora
- Characterization and Prediction of Biomass Pyrolysis ProductsDocumento20 pagineCharacterization and Prediction of Biomass Pyrolysis ProductsHERDI SUTANTONessuna valutazione finora
- Journal Pre-Proof: Theoretical and Applied Mechanics LettersDocumento32 pagineJournal Pre-Proof: Theoretical and Applied Mechanics Letterscharles bonthaNessuna valutazione finora
- Teacher: Eng. Vicuña Galindo, Eder Name: Yale Urcos, José Ignacio Code: 08070041 2011Documento13 pagineTeacher: Eng. Vicuña Galindo, Eder Name: Yale Urcos, José Ignacio Code: 08070041 2011joseyaleNessuna valutazione finora
- Coal Stockpile ManagementDocumento18 pagineCoal Stockpile Managementsathish kumarNessuna valutazione finora
- Conduction 3Documento120 pagineConduction 3VINEET VYASNessuna valutazione finora
- AQA - A Level - Chem - 1 - Answers Ch07.inddDocumento4 pagineAQA - A Level - Chem - 1 - Answers Ch07.inddMahebul MazidNessuna valutazione finora
- ABCO Heat Exchanger CalculationsDocumento1 paginaABCO Heat Exchanger CalculationsselisenNessuna valutazione finora
- Simulation of Methanol Production From Biomass Gasification in Interconnected Fluidized BedsDocumento9 pagineSimulation of Methanol Production From Biomass Gasification in Interconnected Fluidized BedsKelly TorresNessuna valutazione finora
- Introduction To FiltrationDocumento3 pagineIntroduction To FiltrationRifka AisyahNessuna valutazione finora
- Primary Methods For Waste Water Treatment: Environmental MicrobiologyDocumento24 paginePrimary Methods For Waste Water Treatment: Environmental Microbiologynagpal_aakashNessuna valutazione finora
- Phys Int CC CH 10 - Thermal Energy - Answers PDFDocumento4 paginePhys Int CC CH 10 - Thermal Energy - Answers PDFJoey WilsonNessuna valutazione finora
- GUZEM Fluid Mechanics Course SyllabusDocumento5 pagineGUZEM Fluid Mechanics Course SyllabusnaverfallNessuna valutazione finora
- Sec-9-Line Size & Thickness-NewDocumento22 pagineSec-9-Line Size & Thickness-NewkusdiyantaNessuna valutazione finora
- Unit 3 Mass Transfer: StructureDocumento22 pagineUnit 3 Mass Transfer: StructureUdop CharlesNessuna valutazione finora
- Production of Synthetic Natural GasDocumento21 pagineProduction of Synthetic Natural GasMạnh BùiNessuna valutazione finora
- Simulación FCC HysysDocumento3 pagineSimulación FCC HysysCuando la dictadura es un hecho, la Revolución es un derechoNessuna valutazione finora
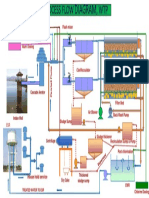
- WTP Process DiagramDocumento1 paginaWTP Process DiagramKumar AbhishekNessuna valutazione finora
- ZTM ZTMB Head Loss CurvesDocumento2 pagineZTM ZTMB Head Loss CurvesMuhammad MuzammilNessuna valutazione finora
- Wet Scrubber: Pollutants Furnace Flue GasDocumento12 pagineWet Scrubber: Pollutants Furnace Flue Gasperky_ashishNessuna valutazione finora
- Chapter Iii Modes of Heat Transfer and Properties of FireDocumento4 pagineChapter Iii Modes of Heat Transfer and Properties of FireReniel BernelNessuna valutazione finora
- Mould Theory 2 NoteDocumento19 pagineMould Theory 2 Note75Ujwal TDNessuna valutazione finora
- 2021-ME-54 Lab ReportDocumento31 pagine2021-ME-54 Lab ReportAbdullah ArshadNessuna valutazione finora