Potrebbero piacerti anche
- Air Pre HeaterDocumento0 pagineAir Pre HeaterkablikhogeNessuna valutazione finora
- Air PreheaterDocumento31 pagineAir PreheaterAkashKishoreNessuna valutazione finora
- Types and Functions, Constructional Details,: Air Pre HeatersDocumento77 pagineTypes and Functions, Constructional Details,: Air Pre HeatersBala VigneshNessuna valutazione finora
- Circulating Fluidised Bed Combustion 1Documento4 pagineCirculating Fluidised Bed Combustion 1Prasaanna MoniNessuna valutazione finora
- Air Heater Powermag 101 - CoalDocumento36 pagineAir Heater Powermag 101 - CoalmasgrahaNessuna valutazione finora
- Boiler NotesDocumento34 pagineBoiler NotesRakesh Singh BhadoriyaNessuna valutazione finora
- Loss Optimisation in BoilersDocumento50 pagineLoss Optimisation in Boilersrashm006ranjanNessuna valutazione finora
- Air Heaters: Requirement, Types ConstructionDocumento20 pagineAir Heaters: Requirement, Types ConstructionArvind ShuklaNessuna valutazione finora
- Supercritical Turbine Analysis & DesignDocumento29 pagineSupercritical Turbine Analysis & DesignEngr Imtiaz Hussain GilaniNessuna valutazione finora
- Innovation For Boiler TubeDocumento2 pagineInnovation For Boiler TubemasgrahaNessuna valutazione finora
- Gravimetric Feeder For Pulvurised FuelDocumento2 pagineGravimetric Feeder For Pulvurised FuelVijay KumarNessuna valutazione finora
- Industrial Boiler ProtocolDocumento29 pagineIndustrial Boiler Protocolkarman_batraNessuna valutazione finora
- A Case Study On-Shutdown Audit of AFBC BoilerDocumento12 pagineA Case Study On-Shutdown Audit of AFBC BoilerSelvakumar Palaniandavar100% (1)
- Steam Turbine For Large OutputDocumento80 pagineSteam Turbine For Large OutputAmbrish Singh100% (1)
- B&W Electrostatic PrecipitatorsDocumento4 pagineB&W Electrostatic PrecipitatorsPaul Ruel Gonzales QuintanaNessuna valutazione finora
- Air Pre-Heater 600mwDocumento15 pagineAir Pre-Heater 600mwAmit BiswasNessuna valutazione finora
- MHPS Jac GTDocumento7 pagineMHPS Jac GTkp pkNessuna valutazione finora
- Supercritical PMIDocumento76 pagineSupercritical PMIVinod Mahajan100% (1)
- Fuel Oil and Fuel Firing SystemDocumento19 pagineFuel Oil and Fuel Firing Systemshashank das100% (1)
- Pulverizers PDFDocumento6 paginePulverizers PDFOscar DorantesNessuna valutazione finora
- Turbine FundamentalDocumento18 pagineTurbine FundamentalHamid ArizNessuna valutazione finora
- BHEL CFBC ExperienceDocumento31 pagineBHEL CFBC ExperiencesprotkarNessuna valutazione finora
- Coal Combustion ProcessDocumento14 pagineCoal Combustion Processdevilturn70100% (1)
- Tubular Air HeaterDocumento50 pagineTubular Air HeaterBalaji NatarajanNessuna valutazione finora
- ASME Coal Sampling Test ProcedureDocumento4 pagineASME Coal Sampling Test ProcedureRoby SzNessuna valutazione finora
- A Study On Boiler Efficiency Improvement by Controlling Flue Gas Heat LossesDocumento9 pagineA Study On Boiler Efficiency Improvement by Controlling Flue Gas Heat Lossespriyajit sahooNessuna valutazione finora
- Water Washing of Steam Turbine Rotors SOW PDFDocumento4 pagineWater Washing of Steam Turbine Rotors SOW PDFsarsan nedumkuzhiNessuna valutazione finora
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingDa EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingValutazione: 5 su 5 stelle5/5 (1)
- Boiler Tube LeakageDocumento9 pagineBoiler Tube LeakageSoham MallickNessuna valutazione finora
- Wingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018Documento3 pagineWingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018parthi20065768Nessuna valutazione finora
- EPRI Sootblower PPDocumento21 pagineEPRI Sootblower PPJackSparrow86Nessuna valutazione finora
- 1 212 AirPreheater Ljungstrom-DetailsDocumento14 pagine1 212 AirPreheater Ljungstrom-DetailsAmit Prajapati100% (2)
- Boiler and Its Efficiency-1Documento38 pagineBoiler and Its Efficiency-1Madhu KamshettyNessuna valutazione finora
- Technology BoilerDocumento26 pagineTechnology Boilervery sihombing100% (1)
- 3 Benefites of CFB Boiler Over Pc-Fired BoilerDocumento9 pagine3 Benefites of CFB Boiler Over Pc-Fired BoilersunitbhaumikNessuna valutazione finora
- MM M02 2Documento347 pagineMM M02 2SamuelTrinandoNessuna valutazione finora
- Thermal Expansion of BoilersDocumento5 pagineThermal Expansion of BoilersThusitha DalpathaduNessuna valutazione finora
- Steam Power Plant and CoalDocumento74 pagineSteam Power Plant and CoalRahul SoniNessuna valutazione finora
- C&I in CFBC-1Documento25 pagineC&I in CFBC-1Prudhvi RajNessuna valutazione finora
- Coal Properties and Effect On Combustion PDFDocumento25 pagineCoal Properties and Effect On Combustion PDFMuhammad ArshadNessuna valutazione finora
- Boiler and AuxiliariesDocumento29 pagineBoiler and Auxiliariesnsarav100% (1)
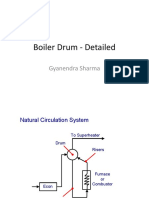
- Boiler Drum - Detailed Gyanendra Sharma NPTI DelhiDocumento86 pagineBoiler Drum - Detailed Gyanendra Sharma NPTI DelhiNPTINessuna valutazione finora
- Burners PDFDocumento26 pagineBurners PDFJaymin PatelNessuna valutazione finora
- Boiler and Its Types PDFDocumento25 pagineBoiler and Its Types PDFRabinNessuna valutazione finora
- Air PreheaterDocumento6 pagineAir Preheaternx302Nessuna valutazione finora
- 06-Klitzke Sidwell Jensen Presentation Part 123Documento89 pagine06-Klitzke Sidwell Jensen Presentation Part 123Nguyễn Thanh TùngNessuna valutazione finora
- Air PreheaterDocumento8 pagineAir Preheateranup_nairNessuna valutazione finora
- Performance Evaluation of Air PreheaterDocumento8 paginePerformance Evaluation of Air PreheaterAndria MatthewsNessuna valutazione finora
- BurnerDocumento33 pagineBurnertoficNessuna valutazione finora
- Suspension (PC) Combustion: Chungen YinDocumento47 pagineSuspension (PC) Combustion: Chungen YinAakash RanjanNessuna valutazione finora
- Selection Criteria For DampersDocumento4 pagineSelection Criteria For Dampersmarlon168Nessuna valutazione finora
- To: The Production Manager: Sub: Raw Mill Run Without Kiln Dear: SirsDocumento2 pagineTo: The Production Manager: Sub: Raw Mill Run Without Kiln Dear: SirsMohammed AbdoNessuna valutazione finora
- Boiler Tube CoatingsDocumento61 pagineBoiler Tube CoatingsRahul DeshmukhNessuna valutazione finora
- Explosion e Implosion CalderasDocumento2 pagineExplosion e Implosion CalderasAntonio RamonNessuna valutazione finora
- Air HeaterDocumento48 pagineAir HeaterPratik GanvitNessuna valutazione finora
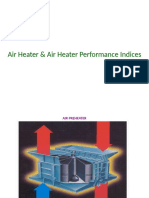
- Air Heater & Air Heater Performance IndicesDocumento36 pagineAir Heater & Air Heater Performance IndicesShubham PatelNessuna valutazione finora
- APHDocumento59 pagineAPHBrijraj Pandey100% (5)
- Air Pre HeaterDocumento22 pagineAir Pre HeaterSarah FrazierNessuna valutazione finora
- Heat Pipe Heat ExchangerDocumento20 pagineHeat Pipe Heat ExchangerrolwinNessuna valutazione finora
- Bharat Heavy Electricals Limited Edc - Air Preheaters: WelcomeDocumento66 pagineBharat Heavy Electricals Limited Edc - Air Preheaters: Welcomeharpreetresearch100% (3)
- RNW Position PaperDocumento2 pagineRNW Position PaperGeraldene AcebedoNessuna valutazione finora
- Section IIDocumento8 pagineSection IIapi-471272376Nessuna valutazione finora
- Ca 2013 39Documento40 pagineCa 2013 39singh1699Nessuna valutazione finora
- Case Exercise On Layer Unit (2000 Birds)Documento2 pagineCase Exercise On Layer Unit (2000 Birds)Priya KalraNessuna valutazione finora
- Practice Test For Exam 3 Name: Miguel Vivas Score: - /10Documento2 paginePractice Test For Exam 3 Name: Miguel Vivas Score: - /10MIGUEL ANGELNessuna valutazione finora
- CLSI Laboratory Documents Development and Control Approved Guideline NAT L COMM CLINICAL LAB STANDARDS 2006 PDFDocumento100 pagineCLSI Laboratory Documents Development and Control Approved Guideline NAT L COMM CLINICAL LAB STANDARDS 2006 PDFErvin RodriguezNessuna valutazione finora
- BlahDocumento8 pagineBlahkwood84100% (1)
- Nature and Nurture - How They Play A Role in Serial Killers and THDocumento40 pagineNature and Nurture - How They Play A Role in Serial Killers and THJ.A.B.ANessuna valutazione finora
- The Way Out of Alcoholism by Jack BolandDocumento38 pagineThe Way Out of Alcoholism by Jack BolandIma AardvarkNessuna valutazione finora
- Ams - 4640-C63000 Aluminium Nickel MNDocumento3 pagineAms - 4640-C63000 Aluminium Nickel MNOrnella MancinelliNessuna valutazione finora
- Hotel Elizabeth in Baguio City: Address: J Felipe Street Cor. Gibraltar Road Mines View Park, Baguio City, PhilippinesDocumento16 pagineHotel Elizabeth in Baguio City: Address: J Felipe Street Cor. Gibraltar Road Mines View Park, Baguio City, PhilippinesI amEllaNessuna valutazione finora
- Theories of Learning and Learning MetaphorsDocumento4 pagineTheories of Learning and Learning MetaphorsTrisha Mei Nagal50% (2)
- Indirect Current Control of LCL Based Shunt Active Power FilterDocumento10 pagineIndirect Current Control of LCL Based Shunt Active Power FilterArsham5033Nessuna valutazione finora
- An Enhanced Model of Thermo Mechanical Loading On A Vaccum Insulated GlazingDocumento29 pagineAn Enhanced Model of Thermo Mechanical Loading On A Vaccum Insulated GlazingNguyễn SơnNessuna valutazione finora
- LYON Conditions of Secondment 3500EUR enDocumento4 pagineLYON Conditions of Secondment 3500EUR enabdu1lahNessuna valutazione finora
- Work of Asha Bhavan Centre - A Nonprofit Indian Organisation For Persons With DisabilityDocumento10 pagineWork of Asha Bhavan Centre - A Nonprofit Indian Organisation For Persons With DisabilityAsha Bhavan CentreNessuna valutazione finora
- Women and International Human Rights Law PDFDocumento67 pagineWomen and International Human Rights Law PDFakilasriNessuna valutazione finora
- Intimacy and Healthy Affective Maturaity - Fa-Winter09bDocumento9 pagineIntimacy and Healthy Affective Maturaity - Fa-Winter09bCarlos GiraldoNessuna valutazione finora
- OphthalmoplegiaDocumento5 pagineOphthalmoplegiaPatricia Feliani SitohangNessuna valutazione finora
- Class 7 Work Book Answers Acid Bases and SaltsDocumento2 pagineClass 7 Work Book Answers Acid Bases and SaltsGaurav SethiNessuna valutazione finora
- Docu Ifps Users Manual LatestDocumento488 pagineDocu Ifps Users Manual LatestLazar IvkovicNessuna valutazione finora
- Poverty and Children's Personal RelationshipsDocumento87 paginePoverty and Children's Personal RelationshipsJoe OgleNessuna valutazione finora
- Leave of Absence Form (Rev. 02 072017)Documento1 paginaLeave of Absence Form (Rev. 02 072017)KIMBERLY BALISACANNessuna valutazione finora
- EHEDG Guidelines by Topics 04 2013Documento2 pagineEHEDG Guidelines by Topics 04 2013renzolonardi100% (1)
- Trillanes V PimentelDocumento2 pagineTrillanes V PimentelKirk LabowskiNessuna valutazione finora
- CAT Test Series - 2014Documento2 pagineCAT Test Series - 2014dimevsnNessuna valutazione finora
- Tryout Consent Form - 2014 - Sign and ReturnDocumento2 pagineTryout Consent Form - 2014 - Sign and ReturnSanjeevan BaraNessuna valutazione finora
- Material Rate PWD 2014...........Documento70 pagineMaterial Rate PWD 2014...........Shamsul IslamNessuna valutazione finora
- What Does She/He Look Like?: Height Build AGEDocumento18 pagineWhat Does She/He Look Like?: Height Build AGEHenrich Garcia LimaNessuna valutazione finora
- (ISPS Book Series) Yrjö O. Alanen, Manuel González de Chávez, Ann-Louise S. Silver, Brian Martindale - Psychotherapeutic Approaches To Schizophrenic Psychoses - Past, Present and Future-Routledge (20Documento419 pagine(ISPS Book Series) Yrjö O. Alanen, Manuel González de Chávez, Ann-Louise S. Silver, Brian Martindale - Psychotherapeutic Approaches To Schizophrenic Psychoses - Past, Present and Future-Routledge (20Manuel100% (1)