Potrebbero piacerti anche
- Engineering and Commercial Functions in BusinessDa EverandEngineering and Commercial Functions in BusinessValutazione: 5 su 5 stelle5/5 (1)
- Aggregate Planning-Sales & Operations Planning: ISQA 459 Class 2Documento32 pagineAggregate Planning-Sales & Operations Planning: ISQA 459 Class 2dictoNessuna valutazione finora
- Operations Management Session 6 - Chap 4-Prof. Furquan IHfIfZgRKlDocumento30 pagineOperations Management Session 6 - Chap 4-Prof. Furquan IHfIfZgRKlNABARUN MAJUMDARNessuna valutazione finora
- Chapter 6 Operations Planning and ControlDocumento29 pagineChapter 6 Operations Planning and ControlKirubel KefyalewNessuna valutazione finora
- Internet Case Study For Chapter 13: Aggregate Planning Cornwell GlassDocumento5 pagineInternet Case Study For Chapter 13: Aggregate Planning Cornwell GlassAisel PialaNessuna valutazione finora
- Aggregate Production Planning (Chapter 11)Documento53 pagineAggregate Production Planning (Chapter 11)qweryNessuna valutazione finora
- Task 2 Report - Uday Arun Sakat - SIOMDocumento10 pagineTask 2 Report - Uday Arun Sakat - SIOMBalagovind S100% (1)
- Production Planning and Inventory ManagementDocumento31 pagineProduction Planning and Inventory ManagementramakrishnaNessuna valutazione finora
- Module 5Documento11 pagineModule 5imammukhri13Nessuna valutazione finora
- Aggregate Planning: End-of-Chapter ProblemsDocumento11 pagineAggregate Planning: End-of-Chapter Problemspastel sparkleNessuna valutazione finora
- Chapter 6 Operations Planning and ControlDocumento36 pagineChapter 6 Operations Planning and Controlsam.geneneNessuna valutazione finora
- Case Stdy OPM545 (Boys and Boden)Documento15 pagineCase Stdy OPM545 (Boys and Boden)wasab negiNessuna valutazione finora
- IE 3265 Production & Operations Planning: Ch. 3 - Aggregate Planning R. Lindeke UMDDocumento43 pagineIE 3265 Production & Operations Planning: Ch. 3 - Aggregate Planning R. Lindeke UMDaklank_218105Nessuna valutazione finora
- Analysis of Productivity by Comparing Mivan and Conventional FormworkDocumento6 pagineAnalysis of Productivity by Comparing Mivan and Conventional Formworkmahesh pandeyNessuna valutazione finora
- SOP Using Linear ProgrammingDocumento10 pagineSOP Using Linear ProgrammingDebasish SahooNessuna valutazione finora
- HW7Documento6 pagineHW7gttrans111Nessuna valutazione finora
- Chase: Eventhough This Case Shows How Campany Hires and Layoffs Strategy Would Work Best Due To Unstable Demand ForcestDocumento3 pagineChase: Eventhough This Case Shows How Campany Hires and Layoffs Strategy Would Work Best Due To Unstable Demand ForcestCristhian ValverdeNessuna valutazione finora
- Aggregate Planning: Operations Management Dr. Ron Tibben-LembkeDocumento27 pagineAggregate Planning: Operations Management Dr. Ron Tibben-LembkeHoward Rivera RarangolNessuna valutazione finora
- 01-02-03-Aggregate Sales & Operations PlanningDocumento65 pagine01-02-03-Aggregate Sales & Operations Planningfriendajeet123Nessuna valutazione finora
- Aggregate Planning: OMII, Term III, Sessions 8-10 Harpreet KaurDocumento44 pagineAggregate Planning: OMII, Term III, Sessions 8-10 Harpreet Kaurayushmehar22Nessuna valutazione finora
- Aggregate Planning OperationsDocumento3 pagineAggregate Planning OperationsmANALI GAWARINessuna valutazione finora
- Forecast Demand by Quarter (1,000 Case Units)Documento3 pagineForecast Demand by Quarter (1,000 Case Units)KaMan CHAUNessuna valutazione finora
- Aggregate Plan and MRP - ExcerciseDocumento8 pagineAggregate Plan and MRP - ExcerciseAlessandro NájeraaNessuna valutazione finora
- Aggregate Production Planning in Industrial EngineeringDocumento26 pagineAggregate Production Planning in Industrial EngineeringSuneel Kumar MeenaNessuna valutazione finora
- Resource Management: Critical Thinking ExercisesDocumento7 pagineResource Management: Critical Thinking ExercisesJennysanNessuna valutazione finora
- Pulse Mill: Project ProfileDocumento6 paginePulse Mill: Project ProfilevaibhavNessuna valutazione finora
- Resource Management: Critical Thinking ExercisesDocumento4 pagineResource Management: Critical Thinking ExercisesThảo ThảoNessuna valutazione finora
- Bill of Quantities: Item 1: Project InformationDocumento4 pagineBill of Quantities: Item 1: Project InformationAlfredo GarciaNessuna valutazione finora
- IE483 Course7Documento54 pagineIE483 Course7abcdNessuna valutazione finora
- Aggregate PlanningDocumento19 pagineAggregate PlanningPiyush MathurNessuna valutazione finora
- Aggregate Planning (Chapter 8-9) : Demand ForecastDocumento8 pagineAggregate Planning (Chapter 8-9) : Demand ForecastФилипп СибирякNessuna valutazione finora
- Sesi 2 RCCP SMTP 2 UntriDocumento26 pagineSesi 2 RCCP SMTP 2 UntriNur Afni SeptianiNessuna valutazione finora
- Group 6 - Aggregate Plan - Report - WordDocumento11 pagineGroup 6 - Aggregate Plan - Report - WordNguyễn Bích NgọcNessuna valutazione finora
- Chemical - PVC Self Adhesive Insulation Tape PDFDocumento6 pagineChemical - PVC Self Adhesive Insulation Tape PDFVivaan RadheNessuna valutazione finora
- Aggregate PlanningDocumento25 pagineAggregate PlanningNaba NazneenNessuna valutazione finora
- Assignment 5 - RevDocumento2 pagineAssignment 5 - RevchitraliNessuna valutazione finora
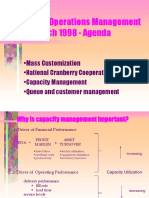
- B7801: Operations Management 27 March 1998 - AgendaDocumento55 pagineB7801: Operations Management 27 March 1998 - AgendaDuc NguyenNessuna valutazione finora
- The Forecasting Problem Name University DateDocumento14 pagineThe Forecasting Problem Name University DateEstela Luna ChivasNessuna valutazione finora
- PVC Bag Making Unit (Hdpe)Documento12 paginePVC Bag Making Unit (Hdpe)Golden Shower தமிழ்Nessuna valutazione finora
- Assignment 2 - Case 2.1, Problem 2.9, 2.13, & 2.17Documento6 pagineAssignment 2 - Case 2.1, Problem 2.9, 2.13, & 2.17Flipnoteriversong The RPer100% (1)
- 5161 - Session 3 Master Production SchedulingDocumento39 pagine5161 - Session 3 Master Production SchedulingLuv.Ids FckNessuna valutazione finora
- Lotac Daily Bread 12 Months Projected Cash Flow and P&L AccountDocumento16 pagineLotac Daily Bread 12 Months Projected Cash Flow and P&L AccountAaron Chidi JudeNessuna valutazione finora
- Pom Imp QuestionsDocumento7 paginePom Imp QuestionsramsastryNessuna valutazione finora
- Operation Research: Application of OR Principles in IT IndustryDocumento11 pagineOperation Research: Application of OR Principles in IT Industryarihantjain24Nessuna valutazione finora
- Operations Management Final Exam - Selina Astiri - 29120184Documento7 pagineOperations Management Final Exam - Selina Astiri - 29120184Selina AstiriNessuna valutazione finora
- New Microsoft Word DocumentDocumento11 pagineNew Microsoft Word DocumentkamalNessuna valutazione finora
- MS29P TutorialQuestionsAggegatePlanDocumento2 pagineMS29P TutorialQuestionsAggegatePlanSolar ProNessuna valutazione finora
- Pgp1 Om1 AppDocumento25 paginePgp1 Om1 AppPooja BeriaNessuna valutazione finora
- Measuring Tape Manufacturing FeasibilityDocumento6 pagineMeasuring Tape Manufacturing FeasibilityNauman TajNessuna valutazione finora
- Discussion Questions and ProblemsDocumento10 pagineDiscussion Questions and ProblemsValeria Franco-Monterrubio100% (1)
- Wbs Id Activity/Task Name Predecessor Duration StartDocumento3 pagineWbs Id Activity/Task Name Predecessor Duration StartAIDO SEGUNNessuna valutazione finora
- Om Case StudyDocumento16 pagineOm Case StudyM F Rabbi AsifNessuna valutazione finora
- 2324ProdMgmt HW3 G# T#Documento3 pagine2324ProdMgmt HW3 G# T#Trung Đức HuỳnhNessuna valutazione finora
- Resource Planning SampleDocumento33 pagineResource Planning SampleadisanNessuna valutazione finora
- Sales and Operations PlanningDocumento50 pagineSales and Operations PlanningTalat Qadeer100% (1)
- Aggregate Planning: Translating Demand Forecasts Production Capacity LevelsDocumento27 pagineAggregate Planning: Translating Demand Forecasts Production Capacity LevelsDotecho Jzo EyNessuna valutazione finora
- Disposable Plastic Cup: Profile No.: 61 NIC Code: 17092Documento6 pagineDisposable Plastic Cup: Profile No.: 61 NIC Code: 17092navyaNessuna valutazione finora
- Aggregate Planning and MPS - Module - IVDocumento41 pagineAggregate Planning and MPS - Module - IVVinayak MannurNessuna valutazione finora
- Genetics Icar1Documento18 pagineGenetics Icar1elanthamizhmaranNessuna valutazione finora
- C2 - Conveyors Diagram: Peso de Faja Longitud de CargaDocumento1 paginaC2 - Conveyors Diagram: Peso de Faja Longitud de CargaIvan CruzNessuna valutazione finora
- Catedral de SevillaDocumento28 pagineCatedral de SevillaAnonymous LkgNmKeNessuna valutazione finora
- 50114a Isolemfi 50114a MonoDocumento2 pagine50114a Isolemfi 50114a MonoUsama AwadNessuna valutazione finora
- 2011-2012 - Medical - DirectoryDocumento112 pagine2011-2012 - Medical - DirectoryЈелена КошевићNessuna valutazione finora
- Implementation of E-Governance To Improve The Civil Administration Service Quality in Public SectorDocumento11 pagineImplementation of E-Governance To Improve The Civil Administration Service Quality in Public SectorChristie YohanaNessuna valutazione finora
- Congenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementDocumento87 pagineCongenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementJZNessuna valutazione finora
- LP For EarthquakeDocumento6 pagineLP For Earthquakejelena jorgeoNessuna valutazione finora
- Sociology As A Form of Consciousness - 20231206 - 013840 - 0000Documento4 pagineSociology As A Form of Consciousness - 20231206 - 013840 - 0000Gargi sharmaNessuna valutazione finora
- Rajiv Gandhi University of Health Sciences, Bengaluru, KarnatakaDocumento9 pagineRajiv Gandhi University of Health Sciences, Bengaluru, KarnatakaNavin ChandarNessuna valutazione finora
- Measurement Assignment EssayDocumento31 pagineMeasurement Assignment EssayBihanChathuranga100% (2)
- Applied Economics 2Documento8 pagineApplied Economics 2Sayra HidalgoNessuna valutazione finora
- DeliciousDoughnuts Eguide PDFDocumento35 pagineDeliciousDoughnuts Eguide PDFSofi Cherny83% (6)
- Design of Penstock: Reference Code:IS 11639 (Part 2)Documento4 pagineDesign of Penstock: Reference Code:IS 11639 (Part 2)sunchitk100% (3)
- Siemens Make Motor Manual PDFDocumento10 pagineSiemens Make Motor Manual PDFArindam SamantaNessuna valutazione finora
- Sveba Dahlen - SRP240Documento16 pagineSveba Dahlen - SRP240Paola MendozaNessuna valutazione finora
- Applications SeawaterDocumento23 pagineApplications SeawaterQatar home RentNessuna valutazione finora
- WarringFleets Complete PDFDocumento26 pagineWarringFleets Complete PDFlingshu8100% (1)
- 1 - 2020-CAP Surveys CatalogDocumento356 pagine1 - 2020-CAP Surveys CatalogCristiane AokiNessuna valutazione finora
- Micro Lab Midterm Study GuideDocumento15 pagineMicro Lab Midterm Study GuideYvette Salomé NievesNessuna valutazione finora
- Injections Quiz 2Documento6 pagineInjections Quiz 2Allysa MacalinoNessuna valutazione finora
- Lamentation of The Old Pensioner FinalDocumento17 pagineLamentation of The Old Pensioner FinalRahulNessuna valutazione finora
- Performance Task 1Documento3 paginePerformance Task 1Jellie May RomeroNessuna valutazione finora
- World Insurance Report 2017Documento36 pagineWorld Insurance Report 2017deolah06Nessuna valutazione finora
- UntitledDocumento216 pagineUntitledMONICA SIERRA VICENTENessuna valutazione finora
- ყვავილები ელჯერნონისთვისDocumento348 pagineყვავილები ელჯერნონისთვისNia NorakidzeNessuna valutazione finora
- PMP Assesment TestDocumento17 paginePMP Assesment Testwilliam collinsNessuna valutazione finora
- SOL LogicDocumento21 pagineSOL LogicJa RiveraNessuna valutazione finora
- Summary of Bill of Quantities ChurchDocumento52 pagineSummary of Bill of Quantities ChurchBiniamNessuna valutazione finora
- Miguel Augusto Ixpec-Chitay, A097 535 400 (BIA Sept. 16, 2013)Documento22 pagineMiguel Augusto Ixpec-Chitay, A097 535 400 (BIA Sept. 16, 2013)Immigrant & Refugee Appellate Center, LLCNessuna valutazione finora