Potrebbero piacerti anche
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Blockchain in IOT, Opportunities & Challenges: Workshop On IOT Msrit S Chetan Kumar (Documento27 pagineBlockchain in IOT, Opportunities & Challenges: Workshop On IOT Msrit S Chetan Kumar (zakria100100Nessuna valutazione finora
- OM 05 StrategicCapacityManagementDocumento20 pagineOM 05 StrategicCapacityManagementzakria100100Nessuna valutazione finora
- 02 HepatitisDocumento22 pagine02 Hepatitiszakria100100Nessuna valutazione finora
- Risk Assessment and Management in Construction Projects Full Thesis PDFDocumento81 pagineRisk Assessment and Management in Construction Projects Full Thesis PDFzakria100100100% (1)
- 1 - BUSINESS PLAN - Brief - OutlineDocumento1 pagina1 - BUSINESS PLAN - Brief - Outlinezakria100100Nessuna valutazione finora
- Control Chart (Handout)Documento15 pagineControl Chart (Handout)zakria100100Nessuna valutazione finora
- OM 02 StrategyProductivityDocumento6 pagineOM 02 StrategyProductivityzakria100100Nessuna valutazione finora
- Risk Management in Construction IndustryDocumento17 pagineRisk Management in Construction Industryzakria1001000% (1)
- International Business: by Charles W.L. HillDocumento32 pagineInternational Business: by Charles W.L. Hillzakria100100Nessuna valutazione finora
- Assembly Line BalancingDocumento13 pagineAssembly Line Balancingzakria100100Nessuna valutazione finora
- Kotler Mm14 Tif03Documento40 pagineKotler Mm14 Tif03zakria100100100% (2)
- The Introduction of Lean Manufacturing Concepts at QualcommDocumento25 pagineThe Introduction of Lean Manufacturing Concepts at Qualcommzakria100100Nessuna valutazione finora
- Aggregate Production PlanningDocumento110 pagineAggregate Production Planningzakria100100Nessuna valutazione finora
- Supply & Demand 10Documento8 pagineSupply & Demand 10zakria100100Nessuna valutazione finora
- Purchase System & AuditDocumento26 paginePurchase System & Auditzakria100100Nessuna valutazione finora
- Supplier Development 08Documento8 pagineSupplier Development 08zakria100100100% (1)
- Suppliers Relationship 07Documento7 pagineSuppliers Relationship 07zakria100100Nessuna valutazione finora
- Procurement Audit CourseDocumento20 pagineProcurement Audit Coursezakria100100100% (1)
- Negotiation 15Documento6 pagineNegotiation 15zakria100100Nessuna valutazione finora
- Tendering: Types of TendersDocumento10 pagineTendering: Types of Tenderszakria100100Nessuna valutazione finora
- Strategic Management 6Documento158 pagineStrategic Management 6zakria100100Nessuna valutazione finora
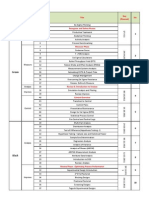
- Green: Course Part # Module # Title Day (Planned) SerDocumento1 paginaGreen: Course Part # Module # Title Day (Planned) Serzakria100100Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Educ 525 - Law Assignment Finished ProductDocumento7 pagineEduc 525 - Law Assignment Finished Productapi-445796471Nessuna valutazione finora
- MR NobodyDocumento3 pagineMR NobodyIva SivarajaNessuna valutazione finora
- Loss and DeteriorationDocumento24 pagineLoss and DeteriorationKhryz CallëjaNessuna valutazione finora
- Principles of Scrum MethodologyDocumento2 paginePrinciples of Scrum MethodologysrimkbNessuna valutazione finora
- Perspective 1& 2Documento39 paginePerspective 1& 2hiralalnhpcNessuna valutazione finora
- Educational TechnologyDocumento8 pagineEducational TechnologyMa Noemie PatayonNessuna valutazione finora
- The Special Report BibleDocumento293 pagineThe Special Report BibleAnthony SmithNessuna valutazione finora
- Film Analysis of Woody Allen's "Manhattan"Documento4 pagineFilm Analysis of Woody Allen's "Manhattan"bookbeastNessuna valutazione finora
- Maat - Jan AssmannDocumento4 pagineMaat - Jan AssmannJulia TrimNessuna valutazione finora
- SATIRIEDocumento1 paginaSATIRIERehman TariqNessuna valutazione finora
- Class 7 - Maslow 1954Documento23 pagineClass 7 - Maslow 1954utari2210Nessuna valutazione finora
- Quantum ProgrammingDocumento2 pagineQuantum ProgrammingChema MendozaNessuna valutazione finora
- Psychologist Essay PDFDocumento4 paginePsychologist Essay PDFapi-231873847Nessuna valutazione finora
- Facts For Steel Buildings 5 VibrationsDocumento60 pagineFacts For Steel Buildings 5 VibrationsAli KhalafNessuna valutazione finora
- EVENT MARKETING: Meaning, Features and Importance of Event MarketingDocumento3 pagineEVENT MARKETING: Meaning, Features and Importance of Event MarketingrenzeiaNessuna valutazione finora
- Gin Act DBQDocumento3 pagineGin Act DBQMichael Liu50% (2)
- ICT Based Interventions For Anganwadi Healthcare Workers in MumbaiDocumento3 pagineICT Based Interventions For Anganwadi Healthcare Workers in MumbaiBiju ThankachanNessuna valutazione finora
- On The Problem of The External World in The Ch'Eng Wei Shih LunDocumento64 pagineOn The Problem of The External World in The Ch'Eng Wei Shih LunGuhyaprajñāmitra3100% (1)
- Nishida Kitarō's Logic of Absolutely Contradictory IdentityDocumento33 pagineNishida Kitarō's Logic of Absolutely Contradictory Identityantonio_ponce_1Nessuna valutazione finora
- NROTC Answer KeyDocumento5 pagineNROTC Answer KeyIc Sherenne ValeNessuna valutazione finora
- Bosnian Illyrians - BosniaksDocumento8 pagineBosnian Illyrians - Bosniaksraif24100% (2)
- Business Strategy Assignment by PradipDocumento7 pagineBusiness Strategy Assignment by PradipPradip HamalNessuna valutazione finora
- Using Concept Maps in Qualitative ResearchDocumento7 pagineUsing Concept Maps in Qualitative ResearchRija HossainNessuna valutazione finora
- Brahmacharya ArticleDocumento6 pagineBrahmacharya ArticleSwapnilNessuna valutazione finora
- The Impact of Social Media On SocietyDocumento20 pagineThe Impact of Social Media On SocietydevthedaredevilNessuna valutazione finora
- IJCTRT XXXII No1Documento69 pagineIJCTRT XXXII No1Izzat IsmailNessuna valutazione finora
- Shatakaalu Vemana Telugubhakthi ComDocumento30 pagineShatakaalu Vemana Telugubhakthi ComkomireddyNessuna valutazione finora
- DS L4 DataDocumento16 pagineDS L4 DataSohaib Ahmed KhanNessuna valutazione finora
- Randall Collins TheoryDocumento11 pagineRandall Collins TheoryEmile WeberNessuna valutazione finora
- Choices ExtractDocumento0 pagineChoices Extractursalibaba100% (1)