Potrebbero piacerti anche
- Tarea 2Documento8 pagineTarea 2Veronica SierraNessuna valutazione finora
- EstrategiasDocumento9 pagineEstrategiasVeronica SierraNessuna valutazione finora
- Inv. mk2Documento3 pagineInv. mk2Veronica SierraNessuna valutazione finora
- 3.3 Relacion Primal DualDocumento3 pagine3.3 Relacion Primal DualVeronica Sierra0% (1)
- UD1 Cadena Logística Del ProductoDocumento27 pagineUD1 Cadena Logística Del ProductoPilar Jiménez PérezNessuna valutazione finora
- Auditoria LogísticaDocumento15 pagineAuditoria Logísticaalf65Nessuna valutazione finora
- Almacenes Aduaneros WordDocumento13 pagineAlmacenes Aduaneros WordAnonymous Hy99nkiNessuna valutazione finora
- Aa13 Evidencia 6Documento9 pagineAa13 Evidencia 6Juan VillamilNessuna valutazione finora
- Senati Tesina Proceso 11Documento41 pagineSenati Tesina Proceso 11Hua Cahu C Juan0% (1)
- Ta 02Documento6 pagineTa 02Harold NickNessuna valutazione finora
- Gráficos de ControlDocumento61 pagineGráficos de ControlMarco Antonio Zavaleta SanchezNessuna valutazione finora
- Previsión de La Demanda en Cadenas de Suministro FarmacéuticasDocumento4 paginePrevisión de La Demanda en Cadenas de Suministro FarmacéuticasFernanda CruzNessuna valutazione finora
- Cadena de Sumistro Trabajo IndividualDocumento7 pagineCadena de Sumistro Trabajo IndividualorhfdsfNessuna valutazione finora
- Estrategia y Planificacion de La Logistica Dy de La Cadena de SuministrosDocumento9 pagineEstrategia y Planificacion de La Logistica Dy de La Cadena de SuministrosKary KariNessuna valutazione finora
- Problema-6 3Documento18 pagineProblema-6 3Maritza VillarrealNessuna valutazione finora
- Actividad de Investigacion InicialDocumento11 pagineActividad de Investigacion InicialEmanuel Cantillo CuencaNessuna valutazione finora
- Dora Torres Huayllasco - TRABAJO ACADEMICO 02Documento4 pagineDora Torres Huayllasco - TRABAJO ACADEMICO 02Michel Paola Condor TorresNessuna valutazione finora
- Ocaña QadDocumento125 pagineOcaña QadDEREK VEGANessuna valutazione finora
- BitacoraDocumento12 pagineBitacoraRaul MachucaNessuna valutazione finora
- Programa Marco PoloDocumento2 paginePrograma Marco Polorc0kstarNessuna valutazione finora
- Proceso de Compra Sesion 1 - AvzDocumento57 pagineProceso de Compra Sesion 1 - AvzMaricely Sivincha.ZNessuna valutazione finora
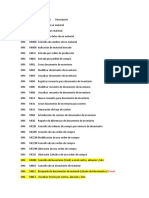
- Transacción DescripciónDocumento13 pagineTransacción DescripciónDubier Grau OrtegaNessuna valutazione finora
- Costos de Logística ReversaDocumento9 pagineCostos de Logística Reversayenny valencia0% (1)
- Caso Práctico de Automóviles SA by Katherine LeonDocumento9 pagineCaso Práctico de Automóviles SA by Katherine LeonkatherineNessuna valutazione finora
- Diagnostico Empresa Distribuidora LAPDocumento22 pagineDiagnostico Empresa Distribuidora LAPcristian8123100% (2)
- PT 300Documento77 paginePT 300Ivan Alirio RealpeNessuna valutazione finora
- Woppy - Bazar - Plan de NegocioDocumento46 pagineWoppy - Bazar - Plan de NegocioMISSHELL FIORELA GUTIERREZ ANCCONessuna valutazione finora
- Aplicación de La Investigación de Operaciones en La Logística.Documento5 pagineAplicación de La Investigación de Operaciones en La Logística.Gustavo Flores Alba100% (1)
- Actividad 4 Actividad de InvestigaciónDocumento19 pagineActividad 4 Actividad de InvestigaciónAnonymous h5MT2PBuNessuna valutazione finora
- EMPRESA GLORIA SAC ProyectoDocumento15 pagineEMPRESA GLORIA SAC ProyectoNayeli VelardeNessuna valutazione finora
- Helados Holanda U2Documento4 pagineHelados Holanda U2Alex Caza100% (1)
- Cuadro Maestro Listado Personal DocenteDocumento5 pagineCuadro Maestro Listado Personal Docentejuan carlos sanchezNessuna valutazione finora
- Funciones de Politecnico 25-02-2018Documento48 pagineFunciones de Politecnico 25-02-2018Maye RamirezNessuna valutazione finora
- Don GoyoDocumento53 pagineDon GoyoChristian MelendezNessuna valutazione finora