Potrebbero piacerti anche
- Tolerance Charts: Dr. Pulak M. PandeyDocumento38 pagineTolerance Charts: Dr. Pulak M. PandeyParthi ParthipanNessuna valutazione finora
- Product Specification Dimensioning and TolerancingDocumento64 pagineProduct Specification Dimensioning and TolerancingilroscioNessuna valutazione finora
- It Is Impossible To Make A Perfect Component So When We Design A Part We Specify The Acceptable Range of Features That Make-Up The PartDocumento64 pagineIt Is Impossible To Make A Perfect Component So When We Design A Part We Specify The Acceptable Range of Features That Make-Up The PartAnonymous 7ZYHilDNessuna valutazione finora
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Da EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Nessuna valutazione finora
- Preparation of Process DrawingsDocumento22 paginePreparation of Process Drawings20M130 - MUKUNTH A GNessuna valutazione finora
- Materials Science and Technology of Optical FabricationDa EverandMaterials Science and Technology of Optical FabricationNessuna valutazione finora
- Dimensioning TolerancesDocumento13 pagineDimensioning TolerancesSharath ThimmegowdaNessuna valutazione finora
- 512 - Ra-04 SesDocumento2 pagine512 - Ra-04 Sesshanivi vrindavanNessuna valutazione finora
- Basic CNC ProgrammingDocumento68 pagineBasic CNC ProgrammingAkash Kumar SinghNessuna valutazione finora
- Tolerance AnalysisDocumento0 pagineTolerance AnalysisKishore BhatNessuna valutazione finora
- 1.0title: M6 Roughness MeasurementDocumento11 pagine1.0title: M6 Roughness MeasurementQhae LlangNessuna valutazione finora
- Geometric Tolerancing - DefinitionsDocumento23 pagineGeometric Tolerancing - DefinitionsSergio BoillosNessuna valutazione finora
- Estimation 2 Site WorkDocumento36 pagineEstimation 2 Site WorkAryamaan SinghNessuna valutazione finora
- Mold FlowDocumento23 pagineMold FlowMifzal IzzaniNessuna valutazione finora
- EARTHWORKDocumento4 pagineEARTHWORKsanjoybapiNessuna valutazione finora
- Plate On RHSDocumento1 paginaPlate On RHSRuemu Godwin InikoriNessuna valutazione finora
- Lab 2 ReportDocumento7 pagineLab 2 ReportiwaleedwasimNessuna valutazione finora
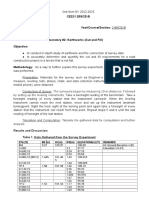
- Johannes Final Laboratory #2 - Earthworks (Cut and Fill)Documento4 pagineJohannes Final Laboratory #2 - Earthworks (Cut and Fill)BLESSA TORRESNessuna valutazione finora
- Geometric Tolerancing - DefinitionsDocumento23 pagineGeometric Tolerancing - DefinitionsKakoDaNessuna valutazione finora
- Tolerance AnalysisDocumento20 pagineTolerance Analysissaravananpg8697Nessuna valutazione finora
- WI-007 Machining Standard Practices ManualDocumento10 pagineWI-007 Machining Standard Practices ManualmanimeczNessuna valutazione finora
- زنجيره تلرانسيDocumento65 pagineزنجيره تلرانسيAmir HouNessuna valutazione finora
- Basic CNC Programming V2Documento76 pagineBasic CNC Programming V2nuzul hamdaniNessuna valutazione finora
- BBWIDocumento11 pagineBBWIW ZuoNessuna valutazione finora
- Part Design Specification: Fall 2008Documento52 paginePart Design Specification: Fall 2008Vishnu VardhanNessuna valutazione finora
- Blessa Final Laboratory #2 - Earthworks (Cut and Fill)Documento4 pagineBlessa Final Laboratory #2 - Earthworks (Cut and Fill)BlesNessuna valutazione finora
- NAME: Pipaliya Praharsh Admission No.: U18ME066 Experiment No.: 3Documento5 pagineNAME: Pipaliya Praharsh Admission No.: U18ME066 Experiment No.: 3Shubham BorseNessuna valutazione finora
- Sample CNCDocumento5 pagineSample CNCMuhammed A. MahdiNessuna valutazione finora
- Practice Problems On Soil MechanicsDocumento2 paginePractice Problems On Soil MechanicsHemam PrasantaNessuna valutazione finora
- CNC MachiningDocumento6 pagineCNC MachiningZaid HassanNessuna valutazione finora
- Estimate 1 FinalDocumento24 pagineEstimate 1 Finalselvakumar subbuNessuna valutazione finora
- ConsolidationDocumento9 pagineConsolidationmouazam KhalidNessuna valutazione finora
- How To Make Outline Process ChartDocumento6 pagineHow To Make Outline Process ChartDawn C-rai101Nessuna valutazione finora
- Amada VIPROS Programming ManualDocumento94 pagineAmada VIPROS Programming Manualเกมส์ จารุกิตติ์Nessuna valutazione finora
- Model Bearing Pressure Wheel Load Dispersal Moving Vehicle Calculations Footway Loading Load Effects and Summary (Back To Index)Documento15 pagineModel Bearing Pressure Wheel Load Dispersal Moving Vehicle Calculations Footway Loading Load Effects and Summary (Back To Index)Hossen LeopoldNessuna valutazione finora
- CNC MILLING OPERATION NewDocumento19 pagineCNC MILLING OPERATION Newamit kambleNessuna valutazione finora
- Belgrave SherwinFINAL EXAM FALL 2020doneDocumento4 pagineBelgrave SherwinFINAL EXAM FALL 2020doneÅkëëm MøøløøNessuna valutazione finora
- Answers Q3Documento4 pagineAnswers Q3Iheb MarsaouiNessuna valutazione finora
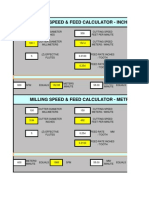
- Iscar Quick CalculatorDocumento16 pagineIscar Quick CalculatorJastreb Sxe33% (3)
- AnalysisDocumento3 pagineAnalysisAnnamarie SanDiegoNessuna valutazione finora
- FALLSEM2019-20 MEE2001 ELA VL2019201005431 Reference Material II 12-Jul-2019 Conventional TolerancingDocumento22 pagineFALLSEM2019-20 MEE2001 ELA VL2019201005431 Reference Material II 12-Jul-2019 Conventional TolerancingNikhil VermaNessuna valutazione finora
- CourseMTM QE-Chap1Documento8 pagineCourseMTM QE-Chap1Iheb MarsaouiNessuna valutazione finora
- Filter DesignDocumento7 pagineFilter DesignZELALEMNessuna valutazione finora
- L-9517-9154-08-B Data Sheet RESM enDocumento12 pagineL-9517-9154-08-B Data Sheet RESM enAlex ZXNessuna valutazione finora
- Project BEM 92303Documento12 pagineProject BEM 92303Jair BoulosNessuna valutazione finora
- Mphahlele TJ 219080587 Lab 1Documento11 pagineMphahlele TJ 219080587 Lab 1Sive MatebeseNessuna valutazione finora
- Activity DetailsDocumento64 pagineActivity Detailsmudassir mNessuna valutazione finora
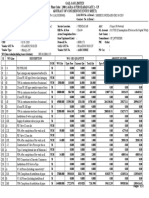
- District Rural Development Agency Golaghat-AssamDocumento7 pagineDistrict Rural Development Agency Golaghat-AssamBishwajit GogoiNessuna valutazione finora
- Standalone Financial Results, Limited Review Report For December 31, 2016 (Result)Documento4 pagineStandalone Financial Results, Limited Review Report For December 31, 2016 (Result)Shyam SunderNessuna valutazione finora
- Reader Cad and Engineering Drawing 2022 - v1Documento31 pagineReader Cad and Engineering Drawing 2022 - v1vawog68577Nessuna valutazione finora
- Case: XY Pvt. LTD: Management Accounting & Control AssignmentDocumento5 pagineCase: XY Pvt. LTD: Management Accounting & Control AssignmentSwati DasNessuna valutazione finora
- Tolerancestraining 100312060106 Phpapp01Documento80 pagineTolerancestraining 100312060106 Phpapp01vasanth_paul85080% (1)
- Lab IFDDocumento10 pagineLab IFDHashir JAVEDNessuna valutazione finora
- Management of Operations: Assignment - 1Documento6 pagineManagement of Operations: Assignment - 1DEEPAK YNessuna valutazione finora
- Gauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionDocumento19 pagineGauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionVishwanadhNessuna valutazione finora
- Construction Site Earthwork CalculationDocumento4 pagineConstruction Site Earthwork CalculationmasteriragaNessuna valutazione finora
- Gauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionDocumento19 pagineGauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionVishwanadh100% (1)
- Ansys Mechanical Apdl and Workbench Training Lec. HoursDocumento1 paginaAnsys Mechanical Apdl and Workbench Training Lec. HoursslitantNessuna valutazione finora
- Catia Digital Mock UpDocumento31 pagineCatia Digital Mock UpslitantNessuna valutazione finora
- The Klann Linkage Is A PlanarDocumento17 pagineThe Klann Linkage Is A PlanarslitantNessuna valutazione finora
- Die DesignDocumento1 paginaDie DesignslitantNessuna valutazione finora
- Vertical Axis Wind Turbines PDFDocumento40 pagineVertical Axis Wind Turbines PDFslitantNessuna valutazione finora
- General Design Energy Principles For Bulk Conveying of Particulate Solids John Dartnall, 2003Documento9 pagineGeneral Design Energy Principles For Bulk Conveying of Particulate Solids John Dartnall, 2003slitantNessuna valutazione finora
- Defense University,: College of EngineeringDocumento5 pagineDefense University,: College of EngineeringslitantNessuna valutazione finora
- Manufacturing ProcessesDocumento2 pagineManufacturing ProcessespmagrawalNessuna valutazione finora
- Automatic Tool Changer (ATC)Documento11 pagineAutomatic Tool Changer (ATC)Diwakar PrasadNessuna valutazione finora
- Turn TutorialDocumento130 pagineTurn TutorialMikolaj KopernikNessuna valutazione finora
- AssignmentDocumento18 pagineAssignmentKsdroyNessuna valutazione finora
- Unit Two NC Programming 2015Documento31 pagineUnit Two NC Programming 2015elnat feyisaNessuna valutazione finora
- Delcam - PowerMILL 9.0 FiveAxis Training Course en - 2008Documento148 pagineDelcam - PowerMILL 9.0 FiveAxis Training Course en - 2008भागराज राज100% (1)
- Implementation of A Low Cost CNC Machine With A DCM Based Servo-Motor For Router MovementDocumento62 pagineImplementation of A Low Cost CNC Machine With A DCM Based Servo-Motor For Router Movementakisseh soneNessuna valutazione finora
- 1 Production EngineeringDocumento23 pagine1 Production EngineeringSVK 4UNessuna valutazione finora
- WMTCNC CNC Lathe Machines (Slant Bed & Flat Bed Lathe)Documento118 pagineWMTCNC CNC Lathe Machines (Slant Bed & Flat Bed Lathe)walid ben khedherNessuna valutazione finora
- Help ToolpathDocumento735 pagineHelp Toolpathhoang lyNessuna valutazione finora
- Detroit Type of AutomationDocumento73 pagineDetroit Type of Automationvinay846458% (12)
- CNC 6040 Router Engraver System Installation ManualDocumento46 pagineCNC 6040 Router Engraver System Installation ManualPudi PudaNessuna valutazione finora
- Cad/Cam Introduction To CNC Iiird UnitDocumento13 pagineCad/Cam Introduction To CNC Iiird UnitMahantesh NyayakarNessuna valutazione finora
- Machine Shop Theory and PracticesDocumento11 pagineMachine Shop Theory and PracticesLuningning F SenaNessuna valutazione finora
- WRSDocumento31 pagineWRSKyle CarrollNessuna valutazione finora
- Love Spoon Rough GuideDocumento8 pagineLove Spoon Rough GuideAntonio Gonzalez-Haba GilNessuna valutazione finora
- MetalWork - Baileigh 2016Documento126 pagineMetalWork - Baileigh 2016Peter DavidsonNessuna valutazione finora
- GSM-P001 BorgWarner Supplier Manual - 2014-06Documento56 pagineGSM-P001 BorgWarner Supplier Manual - 2014-06Marius Neagu100% (1)
- Опции и аксессуары PDFDocumento60 pagineОпции и аксессуары PDFMilos LazovicNessuna valutazione finora
- m80 Parameter Alarm ManualDocumento768 paginem80 Parameter Alarm ManualBaris BogazkesenliNessuna valutazione finora
- Machine Tool StructureDocumento11 pagineMachine Tool StructureRahatun NesaNessuna valutazione finora
- 1.machine Tool Design Assignment 2017Documento6 pagine1.machine Tool Design Assignment 2017Charles OndiekiNessuna valutazione finora
- PowerMILL 2016 - Getting Started enDocumento87 paginePowerMILL 2016 - Getting Started enRaulEstalNessuna valutazione finora
- SV Series CatalogoDocumento8 pagineSV Series CatalogoEuler Vilca CarhuanchoNessuna valutazione finora
- Automation Lang enDocumento15 pagineAutomation Lang enkelly.raita1538Nessuna valutazione finora
- Nx8 NC Simulation ExamplesDocumento33 pagineNx8 NC Simulation ExamplesPornthep PreechayasomboonNessuna valutazione finora
- CNC and The EMCO Compact 5 Lathe PDFDocumento19 pagineCNC and The EMCO Compact 5 Lathe PDFabyzenNessuna valutazione finora
- Machining MechAnalysis CHPT 1Documento98 pagineMachining MechAnalysis CHPT 1Brahim MouchaneNessuna valutazione finora
- VISI Progress PDFDocumento8 pagineVISI Progress PDFjeeva72100% (1)
- Rapid Prototyping and ToolingDocumento2 pagineRapid Prototyping and ToolingelangandhiNessuna valutazione finora