Potrebbero piacerti anche
- Curso Asme Ix - Ctsol ....Documento123 pagineCurso Asme Ix - Ctsol ....Martin AldaveNessuna valutazione finora
- MODULO No 1 INSPECCION VISUAL AWSDocumento70 pagineMODULO No 1 INSPECCION VISUAL AWScruz garcia100% (1)
- Procedimiento de Inspeccion VisualDocumento8 pagineProcedimiento de Inspeccion VisualJuan Araujo100% (2)
- Prueba HidrostaticaDocumento27 paginePrueba HidrostaticaJose Eulalio Machado Soterano100% (1)
- OverlayDocumento7 pagineOverlayMarco TorresNessuna valutazione finora
- Inspección Visual Tuberias de Proceso 2006Documento44 pagineInspección Visual Tuberias de Proceso 2006webs.usuario100% (1)
- Inspección Visual de Soldaduras en Recipientes A PresiónDocumento70 pagineInspección Visual de Soldaduras en Recipientes A Presiónanon_837675228100% (1)
- APÉNDICE C - Inspeccion Fuera de ServicioDocumento9 pagineAPÉNDICE C - Inspeccion Fuera de ServicioamevaluacionesNessuna valutazione finora
- Clinica Código AWS D1.1 PDFDocumento2 pagineClinica Código AWS D1.1 PDFHernan Lazaro HernandezNessuna valutazione finora
- Normas de soldadura ANSI/AWS D1.1, D1.2, D1.3 y D1.4Documento50 pagineNormas de soldadura ANSI/AWS D1.1, D1.2, D1.3 y D1.4NORIMAR24100% (1)
- Flujo Disperso - MFL PDFDocumento86 pagineFlujo Disperso - MFL PDFClaudioCarballal50% (2)
- Visual InspectionDocumento293 pagineVisual Inspectionhenry091289Nessuna valutazione finora
- Posiciones básicas de soldadura y su aplicación en la inspecciónDocumento6 paginePosiciones básicas de soldadura y su aplicación en la inspecciónCristian CalleNessuna valutazione finora
- Liquidos Penetrantes Asme Viii PDFDocumento5 pagineLiquidos Penetrantes Asme Viii PDFpaul ArcosNessuna valutazione finora
- Calificación de WPS y Calificación de Soldadores ASME Sec IXDocumento40 pagineCalificación de WPS y Calificación de Soldadores ASME Sec IXruddy100% (1)
- 1 Leak Testing IntroduccionDocumento22 pagine1 Leak Testing IntroduccionOstwal Kgori100% (1)
- Curso Interpretación Película Radiográfica IndustrialDocumento106 pagineCurso Interpretación Película Radiográfica IndustrialIPINessuna valutazione finora
- Discontinuidaes y Defectos-07Documento70 pagineDiscontinuidaes y Defectos-07alps935Nessuna valutazione finora
- Diapositivas Curso Aws d1.1Documento122 pagineDiapositivas Curso Aws d1.1Gustavo Orbea100% (2)
- PR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2Documento15 paginePR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2RESIDENTE CALIDAD CAÑO SUR100% (1)
- Instructivo de Inspeccion Por Liquidos Penetrantes ASME B31.4, API 1104Documento9 pagineInstructivo de Inspeccion Por Liquidos Penetrantes ASME B31.4, API 1104Ivan D100% (1)
- Presentacion Curso de Inspeccion Visual Nivel 2Documento55 paginePresentacion Curso de Inspeccion Visual Nivel 2Marvin William Montes CristoNessuna valutazione finora
- Códigos de construcción ASME B31.3Documento65 pagineCódigos de construcción ASME B31.3MarceloToccoNessuna valutazione finora
- ACUED CUCHILLO 2 TDR SOLDADURA DEL CONDUCTOR Rev BDocumento16 pagineACUED CUCHILLO 2 TDR SOLDADURA DEL CONDUCTOR Rev BDaniel CortesNessuna valutazione finora
- Guía completa de los ensayos no destructivos ENDDocumento168 pagineGuía completa de los ensayos no destructivos ENDRicardo ZambranaNessuna valutazione finora
- Interpretando La SNTDocumento6 pagineInterpretando La SNTDavidPulido100% (1)
- Radiografía IndustrialDocumento199 pagineRadiografía IndustrialJoseCorrea0% (1)
- Ensayo líquidos penetrantes soldadura tanqueDocumento22 pagineEnsayo líquidos penetrantes soldadura tanqueRachelle Johnson100% (1)
- Curso API 653Documento5 pagineCurso API 653Eudaldo Jose Saavedra LopezNessuna valutazione finora
- Asme Sec V Articulo 9 VTDocumento3 pagineAsme Sec V Articulo 9 VTRogerMachaD100% (1)
- Procedimiento de InspeccionDocumento8 pagineProcedimiento de Inspeccionedscesc10Nessuna valutazione finora
- Calificación de Soldadores Según Norma ASME Sección IXDocumento6 pagineCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleNessuna valutazione finora
- Programa de Estudio Del CWIDocumento2 paginePrograma de Estudio Del CWIGary Oporto cabasNessuna valutazione finora
- API 1104 - PTMS-WPS-01 Rev 00Documento6 pagineAPI 1104 - PTMS-WPS-01 Rev 00Angel AlphandNessuna valutazione finora
- Criterios de Aceptación Api 1104Documento5 pagineCriterios de Aceptación Api 1104German Felipe TorresNessuna valutazione finora
- Bloque Asme Básico Español ART.4Documento1 paginaBloque Asme Básico Español ART.4miguelNessuna valutazione finora
- Curso de Reparacion de Equipos y Tuberias deDocumento26 pagineCurso de Reparacion de Equipos y Tuberias deAngello Santander PeraltaNessuna valutazione finora
- Prosedimiento API 1104Documento21 pagineProsedimiento API 1104Frank PascumalNessuna valutazione finora
- API - 1104 Espanol Sec 9Documento7 pagineAPI - 1104 Espanol Sec 9Darwin_SidneyNessuna valutazione finora
- Preguntas de Nivel I Cwi Sin RespuestasDocumento20 paginePreguntas de Nivel I Cwi Sin RespuestasNatt SalazarNessuna valutazione finora
- Accesorios para TuberíasDocumento42 pagineAccesorios para TuberíasEdgar Estrada Garcia100% (1)
- Examen de Recuperación 1 Control de Calidad y Ensayos No Destructivos PDFDocumento7 pagineExamen de Recuperación 1 Control de Calidad y Ensayos No Destructivos PDFnicolasNessuna valutazione finora
- Estructuras de aceroDocumento53 pagineEstructuras de acerojleonosNessuna valutazione finora
- Cap1-Aseguramiento de La Calidad en La Soldadura Cap2-SIMBOLOGIA en SOLDADURADocumento39 pagineCap1-Aseguramiento de La Calidad en La Soldadura Cap2-SIMBOLOGIA en SOLDADURAkarellysNessuna valutazione finora
- Imperfecciones en Soldadura Tipos de DiscontinuidadesDocumento3 pagineImperfecciones en Soldadura Tipos de Discontinuidadeswgomez_175543Nessuna valutazione finora
- Codigo Asme Seccion IxDocumento53 pagineCodigo Asme Seccion IxGer Di Ciccio100% (2)
- Curso CWI - Inspección y certificación de soldaduraDocumento753 pagineCurso CWI - Inspección y certificación de soldaduradiego100% (1)
- Clinica de Codigo API 1104Documento2 pagineClinica de Codigo API 1104Eduardo Jimenez100% (1)
- B31.3 AsmeDocumento218 pagineB31.3 AsmeSergio GajardoNessuna valutazione finora
- Curso Inspección Visual de SoldadurasDocumento148 pagineCurso Inspección Visual de SoldadurasAngel BeltreNessuna valutazione finora
- Pruebas de tensión, doblez y soldaduraDocumento2 paginePruebas de tensión, doblez y soldaduraivanbfNessuna valutazione finora
- Curso de Leak Testing (LT) Nivel I y II - Módulo 1 Emisión de BurbujaDocumento93 pagineCurso de Leak Testing (LT) Nivel I y II - Módulo 1 Emisión de BurbujaOverhaul Mining Eirl100% (1)
- INSPEQ CUADERNILLO FINAL Rdcido PDFDocumento79 pagineINSPEQ CUADERNILLO FINAL Rdcido PDFwiNessuna valutazione finora
- Formato WPSDocumento4 pagineFormato WPSÁlejandro FlorezNessuna valutazione finora
- Parte II Tuberia de ProcesoDocumento42 pagineParte II Tuberia de ProcesoingjavierginezNessuna valutazione finora
- Aws SoldadoresDocumento8 pagineAws SoldadoresanabelguadalupeNessuna valutazione finora
- WPQ Wps SenatiDocumento8 pagineWPQ Wps SenatianabelguadalupeNessuna valutazione finora
- Asme-Aws-ApiDocumento43 pagineAsme-Aws-ApiCarlos Antonio Jimenez MoralesNessuna valutazione finora
- Calificaciones de Proceso de Soldadura y Soldadores Según La Norma AWS D1Documento5 pagineCalificaciones de Proceso de Soldadura y Soldadores Según La Norma AWS D1Luiz Agreda100% (1)
- ASME Secc IXDocumento95 pagineASME Secc IXLuis LozadaNessuna valutazione finora
- Kami Export - Escribe El Nombre de Las Siguientes ImágenesDocumento2 pagineKami Export - Escribe El Nombre de Las Siguientes ImágenesanabelguadalupeNessuna valutazione finora
- Institución EducativaDocumento11 pagineInstitución EducativaEloy Condori CondoriNessuna valutazione finora
- Etapas Del Desarrollo Cognitivo Según PiagetDocumento25 pagineEtapas Del Desarrollo Cognitivo Según PiagetanabelguadalupeNessuna valutazione finora
- Competencias y Estándares de AprendizajeDocumento3 pagineCompetencias y Estándares de AprendizajeanabelguadalupeNessuna valutazione finora
- Vistámonos de NetiquetaDocumento2 pagineVistámonos de NetiquetaanabelguadalupeNessuna valutazione finora
- Institución EducativaDocumento11 pagineInstitución EducativaEloy Condori CondoriNessuna valutazione finora
- Triptico Galletas de AvenaDocumento2 pagineTriptico Galletas de Avenaanabelguadalupe100% (4)
- Mapeo de IiDocumento2 pagineMapeo de IianabelguadalupeNessuna valutazione finora
- REPOSITORIOSDocumento6 pagineREPOSITORIOSanabelguadalupeNessuna valutazione finora
- Carnaval Santiago de Chocorvos LetraDocumento2 pagineCarnaval Santiago de Chocorvos LetraanabelguadalupeNessuna valutazione finora
- Autorización Marcelo BielsaDocumento1 paginaAutorización Marcelo BielsaanabelguadalupeNessuna valutazione finora
- Matriz competencias EFDocumento7 pagineMatriz competencias EFanabelguadalupeNessuna valutazione finora
- Sesion CtaDocumento3 pagineSesion CtaanabelguadalupeNessuna valutazione finora
- Células Procariota y EucariotaDocumento2 pagineCélulas Procariota y EucariotaanabelguadalupeNessuna valutazione finora
- Comunicado Del Área de Cta de SecundariaDocumento1 paginaComunicado Del Área de Cta de SecundariaanabelguadalupeNessuna valutazione finora
- La Tabla PeriódicaDocumento2 pagineLa Tabla Periódicaanabelguadalupe0% (3)
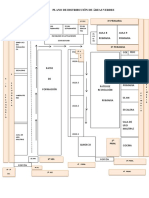
- Plano de Distribución de Áreas VerdesDocumento2 paginePlano de Distribución de Áreas VerdesanabelguadalupeNessuna valutazione finora
- Buen Inicio Del Año AcadémicoDocumento7 pagineBuen Inicio Del Año AcadémicoanabelguadalupeNessuna valutazione finora
- Plan de Trabajo Familia FuertesDocumento5 paginePlan de Trabajo Familia FuertesanabelguadalupeNessuna valutazione finora
- FORODocumento2 pagineFOROanabelguadalupeNessuna valutazione finora
- Dimensión SocialDocumento3 pagineDimensión SocialdaydaNessuna valutazione finora
- Comunicado Del Área de Cta de SecundariaDocumento1 paginaComunicado Del Área de Cta de SecundariaanabelguadalupeNessuna valutazione finora
- Reforzando Lo Aprendido. DigestionDocumento7 pagineReforzando Lo Aprendido. DigestionanabelguadalupeNessuna valutazione finora
- Caratula DiegoDocumento2 pagineCaratula DiegoanabelguadalupeNessuna valutazione finora
- Nutricion AnimalesDocumento54 pagineNutricion AnimalesJohn Forero100% (2)
- Reforzando Lo Aprendido. DigestionDocumento7 pagineReforzando Lo Aprendido. DigestionanabelguadalupeNessuna valutazione finora
- Ficha de AplicaciónDocumento2 pagineFicha de Aplicaciónanabelguadalupe25% (4)
- Unidad Tutoria ModeloDocumento2 pagineUnidad Tutoria ModeloanabelguadalupeNessuna valutazione finora
- Sesiond e Clase 8 Las BiomoleculasDocumento6 pagineSesiond e Clase 8 Las BiomoleculasanabelguadalupeNessuna valutazione finora
- Experiencia Lideres San JoseDocumento59 pagineExperiencia Lideres San JoseanabelguadalupeNessuna valutazione finora
- Puertas de Paso. Acero Inoxidable PDFDocumento49 paginePuertas de Paso. Acero Inoxidable PDFafernandez3106100% (1)
- CSIC080109PT101071Documento25 pagineCSIC080109PT101071cvcxvvccNessuna valutazione finora
- Informe del taller de mecanizado: torneado de una piezaDocumento3 pagineInforme del taller de mecanizado: torneado de una piezaHenry Garcia0% (2)
- FUSIBLESDocumento10 pagineFUSIBLESJOSE ALEJANDRO CERVANTES ROMERONessuna valutazione finora
- Evolución Histórica de La Administración. Evolución Del Pensamiento AdministrativoDocumento8 pagineEvolución Histórica de La Administración. Evolución Del Pensamiento AdministrativoNilda RamírezNessuna valutazione finora
- Propiedades mecánicas: plasticidad, dureza, maleabilidad y ductilidadDocumento2 paginePropiedades mecánicas: plasticidad, dureza, maleabilidad y ductilidadNayely CastilloNessuna valutazione finora
- TecnoDocumento22 pagineTecnoShusuka AguirreNessuna valutazione finora
- Memoria de Calculo Pao.-2 PDFDocumento96 pagineMemoria de Calculo Pao.-2 PDFOscar fuentsNessuna valutazione finora
- Comparacion de Tratamiento TérmicoDocumento9 pagineComparacion de Tratamiento Térmicocarlos villagranNessuna valutazione finora
- Canaleta Manning PDFDocumento5 pagineCanaleta Manning PDFxeneizeman77Nessuna valutazione finora
- Actividad 1 Forma Función MateriaDocumento4 pagineActividad 1 Forma Función MateriaJuan Parraos50% (2)
- Electrolisis Sulfato EstañosoDocumento5 pagineElectrolisis Sulfato Estañosocoreano63Nessuna valutazione finora
- BO INC 50 SPEC 300593 - Rev01 PDFDocumento1 paginaBO INC 50 SPEC 300593 - Rev01 PDFfrankcengelNessuna valutazione finora
- Colocación de TejasDocumento11 pagineColocación de Tejascerrense22Nessuna valutazione finora
- PESOS X M2Documento10 paginePESOS X M2fernando mayaNessuna valutazione finora
- Lavado en SecoDocumento16 pagineLavado en Secoval adrianoNessuna valutazione finora
- Filosilicatos minerales aplicacionesDocumento3 pagineFilosilicatos minerales aplicacionesStefany HerreraNessuna valutazione finora
- Hannover y Bauma: Las ferias más importantes del mundo en materia de industria y construcciónDocumento24 pagineHannover y Bauma: Las ferias más importantes del mundo en materia de industria y construccióndj_elkin9212Nessuna valutazione finora
- Ficha Técnica CubiertasDocumento8 pagineFicha Técnica CubiertasDicoin IngenierosNessuna valutazione finora
- Moldes chocolate características ventajas desventajasDocumento4 pagineMoldes chocolate características ventajas desventajasKATHERINE WANDA ZEVALLOS CASTRONessuna valutazione finora
- INFORME Taller de Construccion 2Documento27 pagineINFORME Taller de Construccion 2Anthony JhordyNessuna valutazione finora
- Producción ácido nítricoDocumento25 pagineProducción ácido nítricoLondres RD100% (1)
- Libro Diseño de Estructuras de Acero - McCormac-split-mergeDocumento2 pagineLibro Diseño de Estructuras de Acero - McCormac-split-mergeluis hernandezNessuna valutazione finora
- Cuestionario Previo 4Documento5 pagineCuestionario Previo 4Emanuel Marin LewisNessuna valutazione finora
- Manual de Instrucciones Quest X10 EspañolDocumento14 pagineManual de Instrucciones Quest X10 EspañolJuan Carlos victoriaNessuna valutazione finora
- La Madera en BoliviaDocumento10 pagineLa Madera en BoliviaOshun Graciela luna choqueNessuna valutazione finora
- Determinación de Cenizas y HumedadDocumento8 pagineDeterminación de Cenizas y HumedaddavidNessuna valutazione finora
- El Petróleo y Sus DerivadosDocumento7 pagineEl Petróleo y Sus DerivadosGrecia BenavidesNessuna valutazione finora
- Cómo se produce el carbón vegetal a partir de la maderaDocumento3 pagineCómo se produce el carbón vegetal a partir de la maderaYESSMYN BELLALUZ DIAZ CONDORINessuna valutazione finora
- Caballero Pérez Julio CésarDocumento11 pagineCaballero Pérez Julio CésarcaballerotellezjorgeNessuna valutazione finora