Potrebbero piacerti anche
- Milling & Related OperationsDocumento22 pagineMilling & Related OperationsIzi80% (5)
- Milling MachineDocumento47 pagineMilling MachineCt Costales DangaranNessuna valutazione finora
- Shaping MachineDocumento25 pagineShaping Machinekatakamharish100% (1)
- Shaper and PlannerDocumento33 pagineShaper and PlannerCody Lee100% (1)
- Milling MachineDocumento20 pagineMilling MachineMohd Radzi Kaki Limo100% (1)
- Gear Cutting AttachmentDocumento40 pagineGear Cutting AttachmentGoutham Reddy100% (1)
- Classification of Machine ToolsDocumento7 pagineClassification of Machine ToolsglisoNessuna valutazione finora
- ShaperDocumento20 pagineShaperMilan SainiNessuna valutazione finora
- Manufacturing of Spur Gear: Aim of The ExperimentDocumento5 pagineManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNessuna valutazione finora
- MillingDocumento33 pagineMillingRavichandran G0% (1)
- Milling MachineDocumento43 pagineMilling MachineJUAN DAVID MOSQUERA GARCIANessuna valutazione finora
- Chip Formation and Tool LifeDocumento37 pagineChip Formation and Tool Lifeneelesh singh100% (10)
- Unit 1 - Gear Manufacturing ProcessDocumento54 pagineUnit 1 - Gear Manufacturing ProcessAkash DivateNessuna valutazione finora
- Grinding MachineDocumento22 pagineGrinding MachineImGlobalCitizenNessuna valutazione finora
- Chapter 6 High Speed MachiningDocumento31 pagineChapter 6 High Speed Machiningmuhamadsaidi100% (5)
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDocumento16 pagineLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarNessuna valutazione finora
- Press Tool Components Die MakingDocumento29 paginePress Tool Components Die Makingmayank123100% (1)
- 1 Design of Machine Tool DrivesDocumento23 pagine1 Design of Machine Tool DrivesFurkan AhmadNessuna valutazione finora
- Lathe PDFDocumento130 pagineLathe PDFNitin B maskeNessuna valutazione finora
- Broaching MachineDocumento29 pagineBroaching MachineFaisal Maqsood100% (1)
- Gear Types: - Cylindrical GearsDocumento44 pagineGear Types: - Cylindrical Gearsmadream7Nessuna valutazione finora
- Gear ManufacturingDocumento31 pagineGear Manufacturingvinu1175Nessuna valutazione finora
- Unit - Iv: Milling MachineDocumento74 pagineUnit - Iv: Milling MachineDevarakonda KondayyaNessuna valutazione finora
- Theory of Metal Cutting 2Documento39 pagineTheory of Metal Cutting 2Anonymous p0mg44x100% (1)
- Unit One Material and Geometry of Cutting Tools 2015Documento46 pagineUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- Drilling MachineDocumento9 pagineDrilling MachineAqib ZamanNessuna valutazione finora
- Cutting Tool MaterialsDocumento5 pagineCutting Tool MaterialsMichael MeltzNessuna valutazione finora
- Unit - V: Manufacturing TechnologyDocumento54 pagineUnit - V: Manufacturing TechnologyIjanSahrudinNessuna valutazione finora
- Milling MachineDocumento35 pagineMilling MachineBhaskaraPAchar100% (3)
- Lathe OperationsDocumento35 pagineLathe OperationsMuraliNessuna valutazione finora
- 01 ASME Thrufeed CenterlessDocumento6 pagine01 ASME Thrufeed CenterlessSachin AherNessuna valutazione finora
- Unit I - Theory of Metal CuttingDocumento111 pagineUnit I - Theory of Metal CuttingSaravana KumarNessuna valutazione finora
- LatheDocumento130 pagineLatheAjay Sharma86% (7)
- Machine Tools and Digital Manufacturing (MTDM) : Machining ProcessDocumento90 pagineMachine Tools and Digital Manufacturing (MTDM) : Machining ProcessLibin AbrahamNessuna valutazione finora
- Attachments For MillingDocumento59 pagineAttachments For MillingLibin AbrahamNessuna valutazione finora
- Types of Cutting ToolsDocumento23 pagineTypes of Cutting Toolsbabu_mm2001Nessuna valutazione finora
- of ShaperDocumento59 pagineof ShaperKishan Siddhpura56% (9)
- Parts of Single Point Cutting ToolDocumento8 pagineParts of Single Point Cutting ToolMukesh sutharNessuna valutazione finora
- Milling: Prepared By: Dinbandhu Singh 1Documento23 pagineMilling: Prepared By: Dinbandhu Singh 1Dino SinghNessuna valutazione finora
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDocumento7 pagineLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNessuna valutazione finora
- Production Technology (IV Sem)Documento24 pagineProduction Technology (IV Sem)Shubham AgrawalNessuna valutazione finora
- PDF File of Machine Shop Report PDFDocumento8 paginePDF File of Machine Shop Report PDFNur Akmal100% (1)
- Milling FormulasDocumento4 pagineMilling FormulasspedrerosNessuna valutazione finora
- Milling MachineDocumento32 pagineMilling MachineIrfan Shaikh100% (2)
- Grinding MachineDocumento15 pagineGrinding MachineTan Jun Zhe0% (1)
- Sheet Metal Bend ReliefDocumento17 pagineSheet Metal Bend Reliefjohndesign123Nessuna valutazione finora
- Knee Type Milling MachinesDocumento6 pagineKnee Type Milling MachinesArchit Jhunjhunwala100% (1)
- Various Types of Operations Performed in Lathe Machine - Education Discussion PDFDocumento13 pagineVarious Types of Operations Performed in Lathe Machine - Education Discussion PDFtinku meenaNessuna valutazione finora
- Inding MachineDocumento22 pagineInding MachineVikrant SharmaNessuna valutazione finora
- Gear and Gear TrainDocumento21 pagineGear and Gear Trainm_er100Nessuna valutazione finora
- Force Power in Metal CuttingDocumento7 pagineForce Power in Metal CuttingRavinder AntilNessuna valutazione finora
- Lathe DesignDocumento11 pagineLathe DesignShiyas Basheer0% (1)
- Lathe MachineDocumento16 pagineLathe MachineM Arslan AshrafNessuna valutazione finora
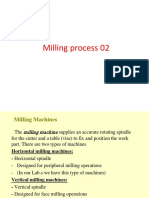
- Milling Process02Documento83 pagineMilling Process02Ben AhmedNessuna valutazione finora
- Milling MachineDocumento104 pagineMilling MachineHarish MurthyNessuna valutazione finora
- 16luma PDFDocumento80 pagine16luma PDFpedjaNessuna valutazione finora
- Krar Unit 60Documento21 pagineKrar Unit 60AkashNessuna valutazione finora
- Krar Unit 60Documento21 pagineKrar Unit 60Aman QaisarNessuna valutazione finora
- Milling MachineDocumento18 pagineMilling MachinefotickNessuna valutazione finora
- Cutting Speed Feed and DOC2Documento21 pagineCutting Speed Feed and DOC2Riko PrakosoNessuna valutazione finora
- SodiumBenzoate PDFDocumento3 pagineSodiumBenzoate PDFyotta024Nessuna valutazione finora
- Vishal: Advanced Semiconductor Lab King Abdullah University of Science and Technology (KAUST) Thuwal, Saudi Arabia 23955Documento6 pagineVishal: Advanced Semiconductor Lab King Abdullah University of Science and Technology (KAUST) Thuwal, Saudi Arabia 23955jose taboadaNessuna valutazione finora
- Auto Turn-Off For Water Pump With Four Different Time SlotsDocumento3 pagineAuto Turn-Off For Water Pump With Four Different Time SlotsKethavath Sakrunaik K100% (1)
- Saif Powertec Limited Project "Standard Operating Process" As-Is DocumentDocumento7 pagineSaif Powertec Limited Project "Standard Operating Process" As-Is DocumentAbhishekChowdhuryNessuna valutazione finora
- Watch One Piece English SubDub Online Free On Zoro - ToDocumento1 paginaWatch One Piece English SubDub Online Free On Zoro - ToSadeusuNessuna valutazione finora
- Paper II - Guidelines On The Use of DuctlessDocumento51 paginePaper II - Guidelines On The Use of DuctlessMohd Khairul Md DinNessuna valutazione finora
- What Is A Fired Heater in A RefineryDocumento53 pagineWhat Is A Fired Heater in A RefineryCelestine OzokechiNessuna valutazione finora
- Durability of Prestressed Concrete StructuresDocumento12 pagineDurability of Prestressed Concrete StructuresMadura JobsNessuna valutazione finora
- Nature of Science-Worksheet - The Amoeba Sisters HWDocumento2 pagineNature of Science-Worksheet - The Amoeba Sisters HWTiara Daniel25% (4)
- MiddleWare Technology - Lab Manual JWFILESDocumento171 pagineMiddleWare Technology - Lab Manual JWFILESSangeetha BajanthriNessuna valutazione finora
- Rocker ScientificDocumento10 pagineRocker ScientificRody JHNessuna valutazione finora
- Windows Intrusion Detection ChecklistDocumento10 pagineWindows Intrusion Detection ChecklistJosé Tomás García CáceresNessuna valutazione finora
- The History of Music in Portugal - Owen ReesDocumento4 pagineThe History of Music in Portugal - Owen ReeseugenioamorimNessuna valutazione finora
- P1 Chp12 DifferentiationDocumento56 pagineP1 Chp12 DifferentiationbobNessuna valutazione finora
- Epistemology and OntologyDocumento6 pagineEpistemology and OntologyPriyankaNessuna valutazione finora
- ATAL Selected FDPs AY 2023 24Documento15 pagineATAL Selected FDPs AY 2023 24parthiban palanisamy100% (2)
- Yarn HairinessDocumento9 pagineYarn HairinessGhandi AhmadNessuna valutazione finora
- Module 2Documento7 pagineModule 2karthik karti100% (1)
- MN Rules Chapter 5208 DLIDocumento24 pagineMN Rules Chapter 5208 DLIMichael DoyleNessuna valutazione finora
- Bustax Midtem Quiz 1 Answer Key Problem SolvingDocumento2 pagineBustax Midtem Quiz 1 Answer Key Problem Solvingralph anthony macahiligNessuna valutazione finora
- Perturbation MethodsDocumento29 paginePerturbation Methodsmhdr100% (1)
- Profibus Adapter Npba-02 Option/Sp Profibus Adapter Npba-02 Option/SpDocumento3 pagineProfibus Adapter Npba-02 Option/Sp Profibus Adapter Npba-02 Option/Spmelad yousefNessuna valutazione finora
- Bathinda - Wikipedia, The Free EncyclopediaDocumento4 pagineBathinda - Wikipedia, The Free EncyclopediaBhuwan GargNessuna valutazione finora
- Jurnal Vol. IV No.1 JANUARI 2013 - SupanjiDocumento11 pagineJurnal Vol. IV No.1 JANUARI 2013 - SupanjiIchsan SetiadiNessuna valutazione finora
- Risk Analysis and Assessment Methodologies in Work SitesDocumento49 pagineRisk Analysis and Assessment Methodologies in Work SitesNhut NguyenNessuna valutazione finora
- Parker HPD Product Bulletin (HY28-2673-01)Documento162 pagineParker HPD Product Bulletin (HY28-2673-01)helden50229881Nessuna valutazione finora
- CH 15Documento58 pagineCH 15Chala1989Nessuna valutazione finora
- Atlascopco XAHS 175 DD ASL Parts ListDocumento141 pagineAtlascopco XAHS 175 DD ASL Parts ListMoataz SamiNessuna valutazione finora
- What Is Product Management?Documento37 pagineWhat Is Product Management?Jeffrey De VeraNessuna valutazione finora
- LSL Education Center Final Exam 30 Minutes Full Name - Phone NumberDocumento2 pagineLSL Education Center Final Exam 30 Minutes Full Name - Phone NumberDilzoda Boytumanova.Nessuna valutazione finora