Potrebbero piacerti anche
- Flash Butt Welding Process OverviewDocumento60 pagineFlash Butt Welding Process OverviewHarisbarthi0% (1)
- 2c1 Seam WeldingDocumento57 pagine2c1 Seam WeldingSathish KumarNessuna valutazione finora
- Welding Power Source CharacteristicsDocumento5 pagineWelding Power Source CharacteristicsEmad A.AhmadNessuna valutazione finora
- Resistance Welding ProcessesDocumento47 pagineResistance Welding ProcessesJohan ZraghozNessuna valutazione finora
- Welding Lectures 9-11Documento60 pagineWelding Lectures 9-11khudhayerNessuna valutazione finora
- Definition of Resistance WeldingDocumento16 pagineDefinition of Resistance WeldingMitul patelNessuna valutazione finora
- Heat Removal: NPTEL Online Course On Analysis and Modelling of WeldingDocumento20 pagineHeat Removal: NPTEL Online Course On Analysis and Modelling of Weldinganish tNessuna valutazione finora
- 1-3 Cold Welding, EtcDocumento50 pagine1-3 Cold Welding, EtcUndertheroadNessuna valutazione finora
- Resistance AWSDocumento82 pagineResistance AWSaravindan100% (1)
- 2-3 Diffusion WeldingDocumento40 pagine2-3 Diffusion WeldingvaidyanathanNessuna valutazione finora
- PHWT PPT En24Documento25 paginePHWT PPT En248207 ASCETNessuna valutazione finora
- Welding Course NPTELDocumento39 pagineWelding Course NPTELAbhijeetSethi0% (1)
- Welding Lecture - 8: Welding Processes-Resistance WeldingDocumento22 pagineWelding Lecture - 8: Welding Processes-Resistance WeldingganeshNessuna valutazione finora
- Resistance Welding ExplainedDocumento25 pagineResistance Welding ExplainedameerakeemNessuna valutazione finora
- 1)Fundamentals of WeldingDocumento33 pagine1)Fundamentals of WeldingDivyang MistryNessuna valutazione finora
- Welding DistortionDocumento51 pagineWelding DistortionRaj singhNessuna valutazione finora
- Synopsis PPT 1Documento41 pagineSynopsis PPT 1api-423757765Nessuna valutazione finora
- Welding Processes (Compatibility Mode)Documento36 pagineWelding Processes (Compatibility Mode)Bharat KhandekarNessuna valutazione finora
- Top 7 Welding and Metal Joining ProcessesDocumento20 pagineTop 7 Welding and Metal Joining Processesvikasbhadoria9894Nessuna valutazione finora
- Aluminum Spot Welding: General ConsiderationsDocumento74 pagineAluminum Spot Welding: General ConsiderationshaikalNessuna valutazione finora
- Welding Fundamentals GuideDocumento68 pagineWelding Fundamentals GuideSaiprasad Thakar100% (1)
- 12 TIG WeldingDocumento27 pagine12 TIG WeldingPraviBeetlesNessuna valutazione finora
- 2a1 Physics Spot WeldDocumento25 pagine2a1 Physics Spot WeldNitish RanjanNessuna valutazione finora
- Welding Problems and Defects - Causes and Remedies: Deformation Arc Blow SpatterDocumento3 pagineWelding Problems and Defects - Causes and Remedies: Deformation Arc Blow Spatterdselvakuu50% (2)
- WELDING PROCESSES GUIDEDocumento52 pagineWELDING PROCESSES GUIDEAnil Kumar TNessuna valutazione finora
- Friction Welding: By, Ramu RajendranDocumento25 pagineFriction Welding: By, Ramu RajendranAmal XuvNessuna valutazione finora
- Proy Sold ResDocumento3 pagineProy Sold Resvitor17050137Nessuna valutazione finora
- Motivation:-: WWW - Parhladsharma.inDocumento4 pagineMotivation:-: WWW - Parhladsharma.inDeekshith DileepNessuna valutazione finora
- WINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFDocumento25 pagineWINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFAbinash PurushothamanNessuna valutazione finora
- Welding SlidesDocumento23 pagineWelding SlidesVi PowderNessuna valutazione finora
- 7.0 Failure of Materials 4 - Creep and Creep FractureDocumento26 pagine7.0 Failure of Materials 4 - Creep and Creep FractureTest TryNessuna valutazione finora
- PRES TIG Hot Wire Narrow Gap Welding enDocumento25 paginePRES TIG Hot Wire Narrow Gap Welding enRavishankarNessuna valutazione finora
- Thermal Effects Caused by Arc WeldingDocumento6 pagineThermal Effects Caused by Arc WeldingErma Ramos EstilloreNessuna valutazione finora
- Welding Types and DefectsDocumento30 pagineWelding Types and DefectsHarisagar ThulasiramanNessuna valutazione finora
- 2e1a Capacitive Discharge WeldingDocumento30 pagine2e1a Capacitive Discharge WeldingGurjinder SinghNessuna valutazione finora
- Stud Welding Capacitive Discharge WeldingDocumento30 pagineStud Welding Capacitive Discharge WeldingwenigmaNessuna valutazione finora
- l10 c2tc2 Cts 302 Dynamics of Laser Material InteractionDocumento27 paginel10 c2tc2 Cts 302 Dynamics of Laser Material InteractionHemanthKumarNessuna valutazione finora
- Lecture Slides - AMPDocumento28 pagineLecture Slides - AMPRoodrapratap Singh PariharNessuna valutazione finora
- Promanu II WeldingDocumento68 paginePromanu II WeldingRyan FilbertNessuna valutazione finora
- ShajuDocumento49 pagineShajuArunprasad MurugesanNessuna valutazione finora
- Arc Welding ProcessesDocumento153 pagineArc Welding Processespratap biswasNessuna valutazione finora
- Welding Processes ExplainedDocumento20 pagineWelding Processes ExplainedNawaz RafiqueNessuna valutazione finora
- Lecture 20 - Laser Materials ProcessingDocumento29 pagineLecture 20 - Laser Materials ProcessingGaurav GodseNessuna valutazione finora
- Welding Quality & In-Service ConcernsDocumento37 pagineWelding Quality & In-Service Concerns江宸宸Nessuna valutazione finora
- Gas Tungsten Arc Welding GuideDocumento41 pagineGas Tungsten Arc Welding GuideJayaraman KamarajNessuna valutazione finora
- Modes of Heat Transfer PresentationDocumento12 pagineModes of Heat Transfer PresentationYashvir SinghNessuna valutazione finora
- SMAW Guide: Shielded Metal Arc Welding Process ExplainedDocumento45 pagineSMAW Guide: Shielded Metal Arc Welding Process ExplainedEugenio Jr. MatesNessuna valutazione finora
- Low Energy Arc Joining Process For Materials Sensitive To HeatDocumento5 pagineLow Energy Arc Joining Process For Materials Sensitive To Heatg4okk8809Nessuna valutazione finora
- 1E and 1F - Diffusion Bonding and FSWDocumento15 pagine1E and 1F - Diffusion Bonding and FSWDeepakNessuna valutazione finora
- Welding 3Documento1 paginaWelding 3Edon MorinaNessuna valutazione finora
- Welding 171002150527Documento40 pagineWelding 171002150527Sk SajedulNessuna valutazione finora
- 11 Mma Welding-5Documento1 pagina11 Mma Welding-5Dipesh PatelNessuna valutazione finora
- Spot WeldingDocumento14 pagineSpot WeldingMuhammad Bin RiazNessuna valutazione finora
- Week No 3Documento6 pagineWeek No 3surajit biswasNessuna valutazione finora
- Gas Tungsten Arc Welding: by L D PoyyaraDocumento38 pagineGas Tungsten Arc Welding: by L D PoyyaraAayush PandeyNessuna valutazione finora
- Welcome YOU: Institute of Welding & Testing TechnologyDocumento66 pagineWelcome YOU: Institute of Welding & Testing TechnologyHimanshu MishraNessuna valutazione finora
- Electrical Characterization of Organic Electronic Materials and DevicesDa EverandElectrical Characterization of Organic Electronic Materials and DevicesNessuna valutazione finora
- The Execution FactorDocumento6 pagineThe Execution FactorSamanthaPereraNessuna valutazione finora
- Wheel AlignmentDocumento9 pagineWheel AlignmentSamanthaPereraNessuna valutazione finora
- Ceramic Backing: Reduce Costs Using One-Sided WeldingDocumento16 pagineCeramic Backing: Reduce Costs Using One-Sided WeldingSamanthaPereraNessuna valutazione finora
- The Definitive Guide To Cryogenic EngineeringDocumento21 pagineThe Definitive Guide To Cryogenic EngineeringSamanthaPereraNessuna valutazione finora
- Xa00044820 EngDocumento28 pagineXa00044820 EngDanem HalasNessuna valutazione finora
- General Details For WPS As Per EN PDFDocumento12 pagineGeneral Details For WPS As Per EN PDFAnilNessuna valutazione finora
- The Leadership KillerDocumento6 pagineThe Leadership KillerSamanthaPereraNessuna valutazione finora
- Acethylene Solubility in AcetoneDocumento12 pagineAcethylene Solubility in AcetoneBamrung SungnoenNessuna valutazione finora
- Acid Mixtures GuideDocumento40 pagineAcid Mixtures GuideSamanthaPereraNessuna valutazione finora
- Wps Follow Chart PDFDocumento2 pagineWps Follow Chart PDFmail_younes6592100% (1)
- Extreme Ownership PDFDocumento14 pagineExtreme Ownership PDFNilesh ShobhaneNessuna valutazione finora
- W Frec27Documento41 pagineW Frec27e_gerlaNessuna valutazione finora
- List of Helpful Windows Alt CodesDocumento7 pagineList of Helpful Windows Alt CodesSamanthaPerera100% (1)
- Advances in Welding and Joining TechnologiesDocumento31 pagineAdvances in Welding and Joining TechnologiesSamanthaPereraNessuna valutazione finora
- 30 Design of Welded JointsDocumento8 pagine30 Design of Welded JointsPRASAD326Nessuna valutazione finora
- CWS Exam PackageDocumento10 pagineCWS Exam PackageSamanthaPereraNessuna valutazione finora
- Calculus Volume 1Documento871 pagineCalculus Volume 1Chancy Nordick100% (6)
- Lecture 17: Design and Static Strength of Welded JointsDocumento36 pagineLecture 17: Design and Static Strength of Welded Jointssprashant5Nessuna valutazione finora
- Technical Mathematics 1611787947Documento257 pagineTechnical Mathematics 1611787947om prakash patelNessuna valutazione finora
- CalculusVolume1 OPDocumento829 pagineCalculusVolume1 OPMOHAMMED IRFANUDDIN100% (1)
- LeadershipDocumento44 pagineLeadershipSamanthaPereraNessuna valutazione finora
- 10 Elements of Business Killer Sales People UnderstandDocumento47 pagine10 Elements of Business Killer Sales People UnderstandJad SoaiNessuna valutazione finora
- IntermediateAlgebra2e-WEB PDFDocumento1.395 pagineIntermediateAlgebra2e-WEB PDFAshwin Hulikunte Mattadha100% (2)
- Beyond Lean - Simulation in Practice Second EditionDocumento323 pagineBeyond Lean - Simulation in Practice Second EditionJeampierr JIMENEZ MARQUEZNessuna valutazione finora
- Physical Sciences Gr12 PDFDocumento541 paginePhysical Sciences Gr12 PDFYanga MbetaneNessuna valutazione finora
- Full Math in Society PDF With Optional Sections 11-20-20Documento406 pagineFull Math in Society PDF With Optional Sections 11-20-20SamanthaPereraNessuna valutazione finora
- Mathematics Extension 2 HSC LevelDocumento250 pagineMathematics Extension 2 HSC LevelkalstarNessuna valutazione finora
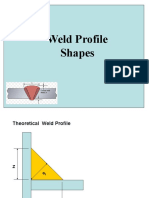
- Weld Profile ShapesDocumento10 pagineWeld Profile ShapesSamanthaPereraNessuna valutazione finora
- Math 105 Odd Answers 1-3-21Documento67 pagineMath 105 Odd Answers 1-3-21SamanthaPereraNessuna valutazione finora
- CH4 2 Welding Joint PreparationDocumento46 pagineCH4 2 Welding Joint PreparationMatija BušićNessuna valutazione finora
- Heat Transfer: Conservation of EnergyDocumento28 pagineHeat Transfer: Conservation of EnergyAhmadJaffarGulfarazNessuna valutazione finora
- Ageing Phenomena of CelluloseDocumento9 pagineAgeing Phenomena of CellulosedchyNessuna valutazione finora
- IKEA United States (English) - IKEA Kitchen Brochure 2023-5Documento12 pagineIKEA United States (English) - IKEA Kitchen Brochure 2023-5lololNessuna valutazione finora
- DOWSIL™ 795 Structural Glazing Sealant Technical Data SheetDocumento5 pagineDOWSIL™ 795 Structural Glazing Sealant Technical Data SheetTrung Nguyễn NgọcNessuna valutazione finora
- (CHEM 108) M1C1 - Introduction To Chemistry-Matter and MeasurementDocumento29 pagine(CHEM 108) M1C1 - Introduction To Chemistry-Matter and MeasurementVladimir TimbrezaNessuna valutazione finora
- Ceilcote 180 Flakeline+ds+engDocumento4 pagineCeilcote 180 Flakeline+ds+englivefreakNessuna valutazione finora
- Matter of Long-Term Deflection Control in TCVNDocumento21 pagineMatter of Long-Term Deflection Control in TCVNHoang Duc LocNessuna valutazione finora
- Environmental Engineering QuizDocumento4 pagineEnvironmental Engineering QuizmikeengineeringNessuna valutazione finora
- Literature Review of Glass FiberDocumento7 pagineLiterature Review of Glass Fiberaflsjizaf100% (1)
- Monday 20 May 2019: ChemistryDocumento24 pagineMonday 20 May 2019: Chemistrymostafa barakat75% (4)
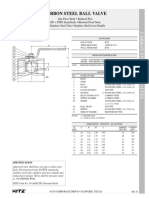
- Carbon Steel Ball Valve: Code # 50 (Aksctk)Documento1 paginaCarbon Steel Ball Valve: Code # 50 (Aksctk)thilina lakhithaNessuna valutazione finora
- Astm c1557Documento10 pagineAstm c1557Roxana Elizabeth Valencia Navarrte100% (4)
- X. S. Ling Et Al - Superheating and Supercooling of Vortex Matter in A NB Single Crystal: Direct Evidence For A Phase Transition at The Peak Effect From Neutron DiffractionDocumento4 pagineX. S. Ling Et Al - Superheating and Supercooling of Vortex Matter in A NB Single Crystal: Direct Evidence For A Phase Transition at The Peak Effect From Neutron DiffractionKolddeNessuna valutazione finora
- Science7 - Q3 - M6 - Electrical-Charging Processes - v5Documento29 pagineScience7 - Q3 - M6 - Electrical-Charging Processes - v5CharielyTamparongNessuna valutazione finora
- 1 s2.0 S2215098622001562 MainDocumento9 pagine1 s2.0 S2215098622001562 MainJUAN DAVID PRADO CORTESNessuna valutazione finora
- Series 83 DelMonitor Limit Switch BoxDocumento2 pagineSeries 83 DelMonitor Limit Switch BoxProcess Controls & ServicesNessuna valutazione finora
- Polymer Additives and PlasticizersDocumento25 paginePolymer Additives and PlasticizersDeva Raj100% (1)
- Caesar II Static TrainingDocumento312 pagineCaesar II Static TrainingMed Rjeb100% (1)
- The Analysis and Prevention of Failure in Railway AxlesDocumento10 pagineThe Analysis and Prevention of Failure in Railway AxlesAnonymous PufNjgNessuna valutazione finora
- Eng Chem Lecture NotesDocumento2 pagineEng Chem Lecture NotesJunell TadinaNessuna valutazione finora
- Quarter 2: Week 11 Lo 3. Handle Materials and Equipment TLE-AFAC10CW-11a-e-3Documento16 pagineQuarter 2: Week 11 Lo 3. Handle Materials and Equipment TLE-AFAC10CW-11a-e-3Romeo Jr Vicente Ramirez100% (5)
- Sdre14-2 Dra 1-8-Rev17Documento9 pagineSdre14-2 Dra 1-8-Rev17xuongrong_xdNessuna valutazione finora
- Design For Hot Dip GalvanisingDocumento9 pagineDesign For Hot Dip GalvanisingSreedhar Patnaik.MNessuna valutazione finora
- Corrosion and Protection For Steel Pile: Yoshikazu Akira, Dr. EngDocumento45 pagineCorrosion and Protection For Steel Pile: Yoshikazu Akira, Dr. EngAnand JadoenathmisierNessuna valutazione finora
- Internship SeminarDocumento28 pagineInternship Seminarkavya kruthiNessuna valutazione finora
- Large Steam GeneratorDocumento12 pagineLarge Steam GeneratorChe AguilarNessuna valutazione finora
- Water Pitcher Filter EN: MODELS: Time, Agate, Amethyst, Orion, Jasper, Compact, Onyx Operating ManualDocumento2 pagineWater Pitcher Filter EN: MODELS: Time, Agate, Amethyst, Orion, Jasper, Compact, Onyx Operating ManualMstefNessuna valutazione finora
- Flame PhotometryDocumento8 pagineFlame PhotometryNimra MalikNessuna valutazione finora
- Petron Plustm Formula 7 Diesel Engine ConditionerDocumento2 paginePetron Plustm Formula 7 Diesel Engine ConditionerwellblablablaNessuna valutazione finora
- Rihayat 2018 IOP Conf. Ser. Mater. Sci. Eng. 334 012054Documento8 pagineRihayat 2018 IOP Conf. Ser. Mater. Sci. Eng. 334 012054Arina SaukiNessuna valutazione finora