Potrebbero piacerti anche
- Casting Material CA15BASD PDFDocumento4 pagineCasting Material CA15BASD PDFAditya GuptaNessuna valutazione finora
- Resistance WeldingDocumento8 pagineResistance Welding0502raviNessuna valutazione finora
- On Resistance WeldingDocumento18 pagineOn Resistance WeldingMadhup Kulshrestha100% (1)
- Resistance WeldingDocumento13 pagineResistance Weldingpavithra222Nessuna valutazione finora
- Definition of Resistance WeldingDocumento16 pagineDefinition of Resistance WeldingMitul patelNessuna valutazione finora
- Small Size Stable Detection: Compact Laser SensorDocumento24 pagineSmall Size Stable Detection: Compact Laser SensorAntonio MuñozNessuna valutazione finora
- Principle of Spot WeldingDocumento2 paginePrinciple of Spot Weldingkgggani100% (1)
- Forging DefectsDocumento10 pagineForging DefectsnvemanNessuna valutazione finora
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureDocumento7 pagineDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- Studies On Nugget Formation in Resistance Spot Welding of 1.6 MM Thick Austenitic Stainless Steel SheetsDocumento57 pagineStudies On Nugget Formation in Resistance Spot Welding of 1.6 MM Thick Austenitic Stainless Steel SheetsBharadwajaChennupatiNessuna valutazione finora
- Resistance WeldingDocumento24 pagineResistance WeldingSenthil Kumar K LNessuna valutazione finora
- Specifications For Plates: Chemical Composition Mechanical PropertiesDocumento7 pagineSpecifications For Plates: Chemical Composition Mechanical Propertiesprajakt_pieNessuna valutazione finora
- Sheet MATALDocumento9 pagineSheet MATALSunil KumarNessuna valutazione finora
- How To Read Welding GaugesDocumento8 pagineHow To Read Welding Gaugeservikas34Nessuna valutazione finora
- Lab Manual Manufacturing Proccesses IIDocumento80 pagineLab Manual Manufacturing Proccesses IIEntertainment Club100% (1)
- 5 PPDocumento48 pagine5 PPPatel NikhilNessuna valutazione finora
- Spot Weld Parameters HLSDocumento10 pagineSpot Weld Parameters HLSHemantNessuna valutazione finora
- Fall Protection Writing Better Reports Inspecting Skewed T-JointsDocumento36 pagineFall Protection Writing Better Reports Inspecting Skewed T-JointswiNessuna valutazione finora
- Arc Welding Electrodes Powerpoint PPT PresentationDocumento4 pagineArc Welding Electrodes Powerpoint PPT PresentationramuNessuna valutazione finora
- Forging DefectsDocumento12 pagineForging DefectsBalram JiNessuna valutazione finora
- Mechanics of Metal CuttingDocumento41 pagineMechanics of Metal CuttingBalaji ReddyNessuna valutazione finora
- Casting DefectsDocumento57 pagineCasting DefectsFajar SiradzNessuna valutazione finora
- Spot Welding ParametersDocumento4 pagineSpot Welding ParametersagungNessuna valutazione finora
- IWCP: How To Apply For Qualifying by Alternative RouteDocumento4 pagineIWCP: How To Apply For Qualifying by Alternative RoutearunkumarNessuna valutazione finora
- Electrode Maintenance For Resistance Spot WeldingDocumento3 pagineElectrode Maintenance For Resistance Spot Weldingottou812Nessuna valutazione finora
- N Pos G Code X-Axis Y-Axis Z-AxisDocumento5 pagineN Pos G Code X-Axis Y-Axis Z-AxisrazanmrmNessuna valutazione finora
- Resistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FDocumento9 pagineResistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FreachfsrNessuna valutazione finora
- Welding Gauge: Crown Height Fillet Weld Leg HeightDocumento1 paginaWelding Gauge: Crown Height Fillet Weld Leg Heightabhics67Nessuna valutazione finora
- Hypoeutectiod Steel Alloys - SteelDocumento52 pagineHypoeutectiod Steel Alloys - SteelnotsofarNessuna valutazione finora
- TM23 - Heat Treatment of Metals PDFDocumento32 pagineTM23 - Heat Treatment of Metals PDFAlessio NotariNessuna valutazione finora
- Chemical Composition - Is 2062 - Anx - BDocumento2 pagineChemical Composition - Is 2062 - Anx - BTuhin Subhra Mondal100% (4)
- Jigs and FixturesDocumento11 pagineJigs and FixturesDerrick Maatla MoadiNessuna valutazione finora
- VS40/50/60 Instruction Manual: Machining CenterDocumento58 pagineVS40/50/60 Instruction Manual: Machining CenterMáy Công Cụ NhậtNessuna valutazione finora
- Heat TreatmentDocumento2 pagineHeat TreatmentUsman MuhammadNessuna valutazione finora
- CHAPTER 2 Press WorkingDocumento29 pagineCHAPTER 2 Press WorkingDen Yogi HardiyantoNessuna valutazione finora
- Heat-Treatment - Basics: G S MahobiaDocumento59 pagineHeat-Treatment - Basics: G S MahobiaElangoNessuna valutazione finora
- Types of AmplifiersDocumento7 pagineTypes of AmplifiersPraveen KumarNessuna valutazione finora
- Gas Cutting WLDNG Process - 06 - Module 6Documento100 pagineGas Cutting WLDNG Process - 06 - Module 6sskiitb100% (1)
- Magnetic Particle Equipment Selection GuideDocumento16 pagineMagnetic Particle Equipment Selection GuideWellington S. FrançaNessuna valutazione finora
- Resistance WeldingDocumento19 pagineResistance WeldingJustin McClendon100% (1)
- UT Outline Training LV IIIDocumento4 pagineUT Outline Training LV IIITrung Tinh HoNessuna valutazione finora
- Tool Design TerminologyDocumento5 pagineTool Design Terminologyanmol6237Nessuna valutazione finora
- Hobart Self-Shield Wire PresenDocumento30 pagineHobart Self-Shield Wire Presenalefeli26Nessuna valutazione finora
- SGDM User's ManualDocumento613 pagineSGDM User's Manualmssuraj100% (1)
- Linear User ManualDocumento425 pagineLinear User ManualGregEverettNessuna valutazione finora
- Defects in Forming ProcessDocumento7 pagineDefects in Forming ProcessDhruv BhandariNessuna valutazione finora
- Welding ErrorsDocumento42 pagineWelding ErrorsSiva Sankara Narayanan SubramanianNessuna valutazione finora
- Welding Process & DefectsDocumento11 pagineWelding Process & DefectsAbhishek TalujaNessuna valutazione finora
- Welding FLAWSDocumento86 pagineWelding FLAWSrohitbhat2345100% (1)
- 09 Color Calculations enDocumento31 pagine09 Color Calculations enJayaminNessuna valutazione finora
- 1.2 Resistance and Special WeldingDocumento14 pagine1.2 Resistance and Special WeldingnikhilbathamNessuna valutazione finora
- Chapter 13 - Heat Treatment of SteelsDocumento61 pagineChapter 13 - Heat Treatment of SteelsMahmoud AsfourNessuna valutazione finora
- Hashemite University - NDT Overview PDFDocumento7 pagineHashemite University - NDT Overview PDFgeorgescribd1103Nessuna valutazione finora
- 6mm Square (Snap-In Type)Documento6 pagine6mm Square (Snap-In Type)shyhuNessuna valutazione finora
- 1.25mm Height Low-Profile Side Push Surface Mount TypeDocumento3 pagine1.25mm Height Low-Profile Side Push Surface Mount TypeshyhuNessuna valutazione finora
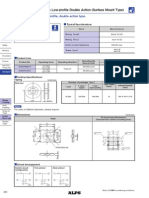
- 3.5×3.2mm Low-Profile Double Action Type (Surface Mount Type)Documento3 pagine3.5×3.2mm Low-Profile Double Action Type (Surface Mount Type)shyhuNessuna valutazione finora
- 0.6mm Low-Profile, Double Action TypeDocumento3 pagine0.6mm Low-Profile, Double Action TypeshyhuNessuna valutazione finora
- 12mm Square Long-Life (Snap-In Type) : Long-Life Type With Unique Dust-Proof Structure and Highly Reliable Metal ContactsDocumento4 pagine12mm Square Long-Life (Snap-In Type) : Long-Life Type With Unique Dust-Proof Structure and Highly Reliable Metal ContactsshyhuNessuna valutazione finora
- 2 To 10 Circuits-Designed Type: Highly Reliable IC-size Type With Gold Contact Supports Automatic InsertionDocumento5 pagine2 To 10 Circuits-Designed Type: Highly Reliable IC-size Type With Gold Contact Supports Automatic InsertionshyhuNessuna valutazione finora
- 6.1 × 3.7mm Compact High-Speed Mounting (Surface Mount Type)Documento3 pagine6.1 × 3.7mm Compact High-Speed Mounting (Surface Mount Type)shyhuNessuna valutazione finora
- Kemppi Minarc Tig 180 MLP Service ManualDocumento22 pagineKemppi Minarc Tig 180 MLP Service ManualRascu Denis100% (1)
- Conquas 2012Documento68 pagineConquas 2012Anonymous p2cFoXbjDNessuna valutazione finora
- Spezial DopDocumento2 pagineSpezial DopJOSENessuna valutazione finora
- Aluminium CourseworkDocumento8 pagineAluminium Courseworkqclvqgajd100% (2)
- Method Statment For Earthing InstallationDocumento8 pagineMethod Statment For Earthing InstallationJustin AlwarNessuna valutazione finora
- Engineering 20abbrevationDocumento64 pagineEngineering 20abbrevationsetak100% (2)
- BodyShop2014 CNE LowDocumento24 pagineBodyShop2014 CNE LowRick WalkerNessuna valutazione finora
- ISO 3913 1980 First RevisionDocumento15 pagineISO 3913 1980 First RevisionDaniel SlavčićNessuna valutazione finora
- Thermite WeldingDocumento6 pagineThermite WeldingrachedNessuna valutazione finora
- Sarath Sreekumar: Mechanical Engineer With 3+ Years of Work Experience As Quality InspectorDocumento3 pagineSarath Sreekumar: Mechanical Engineer With 3+ Years of Work Experience As Quality InspectorabdulNessuna valutazione finora
- Asnt Level Iii Basic Review:: Materials and Processes For NDT TechnologyDocumento215 pagineAsnt Level Iii Basic Review:: Materials and Processes For NDT TechnologyTapan Kumar Nayak100% (7)
- API 650 12th - 2013Documento4 pagineAPI 650 12th - 2013mohamed100% (1)
- Weldingguide ENGDocumento518 pagineWeldingguide ENGBoris Kozjan0% (1)
- Aws A5Documento5 pagineAws A5Omid BeygiNessuna valutazione finora
- CT WelderinstructionsDocumento11 pagineCT WelderinstructionsColin Danger AmorosoNessuna valutazione finora
- Lincoln ServiceDocumento8 pagineLincoln ServicevargheseNessuna valutazione finora
- Hotwork Equipment ChecklistDocumento9 pagineHotwork Equipment ChecklistWilliam SadangNessuna valutazione finora
- D65EX-15 BD-814 Shop ManualDocumento922 pagineD65EX-15 BD-814 Shop Manualsamuel benavides100% (3)
- IRS M-46-2020 For Welding Consumables - MIG WireDocumento27 pagineIRS M-46-2020 For Welding Consumables - MIG Wirevarun sainiNessuna valutazione finora
- Wps Aws d1.1 NEWDocumento2 pagineWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- Dual Phase SteelsDocumento26 pagineDual Phase SteelsharieduidNessuna valutazione finora
- Wilhelmsen Ships Service - Unitor Welding Handbook PDFDocumento561 pagineWilhelmsen Ships Service - Unitor Welding Handbook PDFNaseer HydenNessuna valutazione finora
- R160LC 7 PDFDocumento500 pagineR160LC 7 PDFГригорий ГригорянNessuna valutazione finora
- Mechanical Seamless Tubings: 2-6-1 Marunouchi, Chiyoda-Ku, Tokyo 100-8071 Japan Tel: +81-3-6867-4111Documento14 pagineMechanical Seamless Tubings: 2-6-1 Marunouchi, Chiyoda-Ku, Tokyo 100-8071 Japan Tel: +81-3-6867-4111ariNessuna valutazione finora
- Spot Welding Rev0.0Documento44 pagineSpot Welding Rev0.0santhoshNessuna valutazione finora
- WPS For A333 ADocumento1 paginaWPS For A333 ARamzi BEN AHMED100% (1)
- RTCC Manual WPS Approval WE-WPS-001Documento7 pagineRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNessuna valutazione finora
- CBB Exam Prefnkdhmzj Kis Self-DeludingDocumento2 pagineCBB Exam Prefnkdhmzj Kis Self-DeludingAnurag AmritNessuna valutazione finora
- GXHQ - EN - CLIPS - RailLok Clip W10-W15&W17 Instal & Weld Instruc - 2018-02 - R2.1Documento4 pagineGXHQ - EN - CLIPS - RailLok Clip W10-W15&W17 Instal & Weld Instruc - 2018-02 - R2.1Emmanuel HernandezNessuna valutazione finora
- Cswip 2.0Documento3 pagineCswip 2.0KianToro YeoNessuna valutazione finora