Potrebbero piacerti anche
- Honda 160 SeriesDocumento18 pagineHonda 160 SeriesRuslanNessuna valutazione finora
- Honda & Acura 5-Speed, 4-Shaft (Bcla, B90a, Mzja)Documento10 pagineHonda & Acura 5-Speed, 4-Shaft (Bcla, B90a, Mzja)Lucio Huerta piedraNessuna valutazione finora
- Flange Bolt-Up Bolting Torque Table 2 PDFDocumento4 pagineFlange Bolt-Up Bolting Torque Table 2 PDFddarioxavier80Nessuna valutazione finora
- S.No Date Bilty. No Damper - No Size Qty. RemarksDocumento14 pagineS.No Date Bilty. No Damper - No Size Qty. RemarksEngr Ghulam MustafaNessuna valutazione finora
- Torque-Tension Relationship For ASTM A193/A193M B7 and B16 & A320/A320M L7 Bolts and Studs Clamp Load Specified As 75% of YieldDocumento1 paginaTorque-Tension Relationship For ASTM A193/A193M B7 and B16 & A320/A320M L7 Bolts and Studs Clamp Load Specified As 75% of Yielduli hasibuanNessuna valutazione finora
- 01 - Sheet 8 KM 109+100 To KM 110+133 Railway ReserveDocumento1 pagina01 - Sheet 8 KM 109+100 To KM 110+133 Railway Reservedavid selekaNessuna valutazione finora
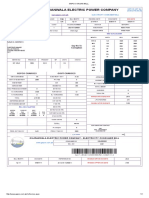
- GEPCO Gujranwala Electric Power CompanyDocumento1 paginaGEPCO Gujranwala Electric Power CompanyPara NoidNessuna valutazione finora
- 46 Honda 1b Px4b AoyaDocumento10 pagine46 Honda 1b Px4b AoyaEduardo Alvarez HuizaNessuna valutazione finora
- Honda 50 Opti 0Documento2 pagineHonda 50 Opti 0Denis KonovalovNessuna valutazione finora
- Flanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsDocumento3 pagineFlanges General - Bolting Torque Tables - Table 2 - ASTM 193 Grade B7 and ASTM 193 Grade B16 Stud BoltsHakan ŞahinoğluNessuna valutazione finora
- GEPCODocumento1 paginaGEPCOAbu EssaNessuna valutazione finora
- Torque-Tension Relationship For Stainless Steel F593 CW and F837 CWDocumento1 paginaTorque-Tension Relationship For Stainless Steel F593 CW and F837 CWgabriel_127971761Nessuna valutazione finora
- Torque-Tension Relationship For Stainless Steel F593 CW and F837 CW PDFDocumento1 paginaTorque-Tension Relationship For Stainless Steel F593 CW and F837 CW PDFOrlando RNNessuna valutazione finora
- Ids Drill Collars, Stabilizers & Drill PipeDocumento3 pagineIds Drill Collars, Stabilizers & Drill PipejafarNessuna valutazione finora
- DP PDFDocumento3 pagineDP PDFAnonymous R4VU5fxINessuna valutazione finora
- Ids Drill Collars, Stabilizers & Drill PipeDocumento3 pagineIds Drill Collars, Stabilizers & Drill PipejafarNessuna valutazione finora
- Flange Bolt-Up Bolting Torque Table 4 PDFDocumento4 pagineFlange Bolt-Up Bolting Torque Table 4 PDFddarioxavier80Nessuna valutazione finora
- 14 GM5 At540 At543 At545Documento6 pagine14 GM5 At540 At543 At545Luis Miguel Herrera CuartasNessuna valutazione finora
- Ford TF-80SC (AF40), TF-81SC (AF21)Documento6 pagineFord TF-80SC (AF40), TF-81SC (AF21)Andrew RivasNessuna valutazione finora
- Td-322-En-Ww - L (2015 - 03 - 28 03 - 12 - 03 Utc)Documento64 pagineTd-322-En-Ww - L (2015 - 03 - 28 03 - 12 - 03 Utc)Julio Chapilliquen SandovalNessuna valutazione finora
- Anchor Chain Strength TableDocumento8 pagineAnchor Chain Strength TableSaurabh KumarNessuna valutazione finora
- 5L40E, Tech Info, Product IDDocumento2 pagine5L40E, Tech Info, Product IDCambio AutomaticoNessuna valutazione finora
- Euro 5 Euro 5: Chassis 8x4Documento4 pagineEuro 5 Euro 5: Chassis 8x4Maxim SafonikNessuna valutazione finora
- Weekly CBI Progress MeetingDocumento4 pagineWeekly CBI Progress MeetingIchigo MendozaNessuna valutazione finora
- Islamabad Electric Supply Company: Say No To CorruptionDocumento2 pagineIslamabad Electric Supply Company: Say No To CorruptionaasfieNessuna valutazione finora
- MGHA BAYA BGHA BVGA BYBA MAYA 5 SpeedDocumento2 pagineMGHA BAYA BGHA BVGA BYBA MAYA 5 SpeedradekjohanekNessuna valutazione finora
- Mepco Online BillDocumento1 paginaMepco Online BillSajid AliNessuna valutazione finora
- Theo Wanne Tip Opening Chart TENORDocumento1 paginaTheo Wanne Tip Opening Chart TENORIsrael BandonillNessuna valutazione finora
- Theo Wanne Tip Opening Chart TENOR PDFDocumento1 paginaTheo Wanne Tip Opening Chart TENOR PDFOscar RojasNessuna valutazione finora
- Theo Wanne Tip Opening Chart TENORDocumento1 paginaTheo Wanne Tip Opening Chart TENOROscar RojasNessuna valutazione finora
- Certificados Placa Brasil JunioDocumento12 pagineCertificados Placa Brasil JunioJAIRO ARGAEZ MENDESNessuna valutazione finora
- Weight (L.B.S.) Flange Types: Catalog Section Flange Dimensions Flange WeightsDocumento2 pagineWeight (L.B.S.) Flange Types: Catalog Section Flange Dimensions Flange WeightsMuthazhagan SaravananNessuna valutazione finora
- MB1 - MB3 - MJ3 PDFDocumento2 pagineMB1 - MB3 - MJ3 PDFmarran almarranyNessuna valutazione finora
- Toyota & Lexus r150f (Transfer Case)Documento12 pagineToyota & Lexus r150f (Transfer Case)HaingNessuna valutazione finora
- Trident Flow ChartDocumento4 pagineTrident Flow ChartShaaban NoamanNessuna valutazione finora
- Moxy Hotel, Manchester: Construction Programme - Covid-19 + 2W Suspension 140 BedroomsDocumento1 paginaMoxy Hotel, Manchester: Construction Programme - Covid-19 + 2W Suspension 140 BedroomsHARISH VERMANessuna valutazione finora
- 47 Honda 2 MDMA MDLA A4RA B4RA Etc PDFDocumento16 pagine47 Honda 2 MDMA MDLA A4RA B4RA Etc PDFJulio Chalbaud75% (4)
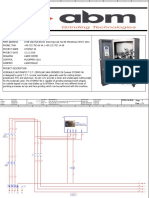
- OTOMAT 96 Electric Wiring Diagram ENG VER1.0Documento7 pagineOTOMAT 96 Electric Wiring Diagram ENG VER1.0VN MÁY TỰ ĐỘNGNessuna valutazione finora
- Thnning Out Palm 08&09Documento4 pagineThnning Out Palm 08&09cakcibunNessuna valutazione finora
- Ford 6R140Documento6 pagineFord 6R140Alberto MorenoNessuna valutazione finora
- Toyota & Lexus U340e, U341e, U341fDocumento6 pagineToyota & Lexus U340e, U341e, U341fAays thNessuna valutazione finora
- Bolt Torque ChartDocumento7 pagineBolt Torque ChartVìctor ChicaìzaNessuna valutazione finora
- 4l40e 5l40e 5l50e A5s360r A5s390rDocumento2 pagine4l40e 5l40e 5l50e A5s360r A5s390rtadeuNessuna valutazione finora
- Sandalias - Ropa - MediasDocumento99 pagineSandalias - Ropa - Mediasrosachapilliquen.014Nessuna valutazione finora
- Daily PutraDocumento74 pagineDaily PutraanggaNessuna valutazione finora
- Conv. Reactor Turbine ShaftDocumento2 pagineConv. Reactor Turbine ShaftescoleinNessuna valutazione finora
- Cimil 9487378 Oil Chemical Tanker 71385Documento2 pagineCimil 9487378 Oil Chemical Tanker 71385Ahmed HossamNessuna valutazione finora
- December 2018 Nizam DinDocumento1 paginaDecember 2018 Nizam DinUmar Pumps100% (1)
- Kumho PCLT PTN Digest 2024 - 2025-71Documento1 paginaKumho PCLT PTN Digest 2024 - 2025-71Petrodis MaliNessuna valutazione finora
- Vessel Database: AIS Ship PositionsDocumento3 pagineVessel Database: AIS Ship PositionsViraj SolankiNessuna valutazione finora
- Parts Manual: CascadeDocumento12 pagineParts Manual: CascademaNessuna valutazione finora
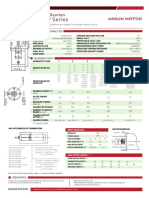
- AM-16P Series: Planetary GearboxDocumento1 paginaAM-16P Series: Planetary GearboxrezaNessuna valutazione finora
- Torque-Tension Relationship For ASTM A193/A193M B7 & A320/A320M L7 Bolts and Studs Clamp Load Specified Per API 6A (50% of Yield)Documento1 paginaTorque-Tension Relationship For ASTM A193/A193M B7 & A320/A320M L7 Bolts and Studs Clamp Load Specified Per API 6A (50% of Yield)JVMNessuna valutazione finora
- Manpower Histogram: Copy The Data From Above and Divide by Working Hours (44hrs)Documento13 pagineManpower Histogram: Copy The Data From Above and Divide by Working Hours (44hrs)Rendy Adriana OnetraNessuna valutazione finora
- 8077 Supply Demand 02 09Documento2 pagine8077 Supply Demand 02 09The Genna Hill DivisionNessuna valutazione finora
- A24a M24a Mdla Mdma M4ta Mp7a Mrva S24a Sp7a S4axa SkwaDocumento2 pagineA24a M24a Mdla Mdma M4ta Mp7a Mrva S24a Sp7a S4axa SkwaRian OliveiraNessuna valutazione finora
- 84 Toyota 3B U340E EtcDocumento8 pagine84 Toyota 3B U340E Etcerty ertoNessuna valutazione finora
- Single-Handed Spey Casting: Solutions to Casts, Obstructions, Tight Spots, and Other Casting Challenges of Real-Life FishingDa EverandSingle-Handed Spey Casting: Solutions to Casts, Obstructions, Tight Spots, and Other Casting Challenges of Real-Life FishingNessuna valutazione finora
- Quality Management SystemsDocumento37 pagineQuality Management Systemssanqutbi75% (4)
- Project Selection Guidelines UpdatedDocumento23 pagineProject Selection Guidelines UpdatedsanqutbiNessuna valutazione finora
- MC Meeting 110609Documento28 pagineMC Meeting 110609sanqutbiNessuna valutazione finora
- FMEA & Control PlanDocumento78 pagineFMEA & Control Plansanqutbi75% (8)
- FMEA - Landi Ranzo180908Documento6 pagineFMEA - Landi Ranzo180908sanqutbi100% (1)
- N2XH FE 180/E: Controls, IncDocumento2 pagineN2XH FE 180/E: Controls, IncShoaib-Ur -RehmanNessuna valutazione finora
- Zinc Flake Technology-Technical PDFDocumento1 paginaZinc Flake Technology-Technical PDFKalyan DhakaneNessuna valutazione finora
- UNF ThreadDocumento4 pagineUNF ThreadMUUTHUKRISHNANNessuna valutazione finora
- Randhol - Ensuring Well Integrity in Connection With CO2 InjectionDocumento59 pagineRandhol - Ensuring Well Integrity in Connection With CO2 InjectionLauren AndersonNessuna valutazione finora
- Over Voltage Under Voltage RelayDocumento1 paginaOver Voltage Under Voltage RelayVirender RanaNessuna valutazione finora
- Best Practices On Solid Waste Management of Mandaue CityDocumento85 pagineBest Practices On Solid Waste Management of Mandaue Cityjoanna gurtiza100% (1)
- Cover Conductor ReportDocumento73 pagineCover Conductor ReportCarlosNessuna valutazione finora
- Pile ReportDocumento14 paginePile ReportChen E LikNessuna valutazione finora
- Dynapac - PL500TDocumento370 pagineDynapac - PL500TFRNessuna valutazione finora
- 4KN Enuk V3 1Documento8 pagine4KN Enuk V3 1MustaphaMehdiHamamineNessuna valutazione finora
- Crouse Hinds Rs RSM Rss Junction Boxes Catalog PageDocumento1 paginaCrouse Hinds Rs RSM Rss Junction Boxes Catalog Pagejose luisNessuna valutazione finora
- Hydrogen Power Energy HHO Generators PDFDocumento70 pagineHydrogen Power Energy HHO Generators PDFKiran Rangineni100% (4)
- Separ Filter SWK-2000 Series: Improves Diesel Engine ReliabilityDocumento2 pagineSepar Filter SWK-2000 Series: Improves Diesel Engine ReliabilityJoel AgbekponouNessuna valutazione finora
- Manual de Servicio 2020 y 2020DDocumento603 pagineManual de Servicio 2020 y 2020DNalibert Margarita100% (2)
- Nitrogen N2 - Data Class 1Documento2 pagineNitrogen N2 - Data Class 1neyzaNessuna valutazione finora
- A22009BDocumento162 pagineA22009BInstalatii CivileNessuna valutazione finora
- Air ElectricityDocumento74 pagineAir ElectricityNurettinAlp100% (1)
- High Performance LubricantsDocumento20 pagineHigh Performance Lubricantsmaicol21n100% (2)
- Advanced Planning and SchedulingDocumento7 pagineAdvanced Planning and Schedulingsheebakbs5144100% (1)
- Strength of Materials StressDocumento5 pagineStrength of Materials StressMarianne Lou PalomarNessuna valutazione finora
- Aircon Problem StatementDocumento5 pagineAircon Problem StatementNicole SimsNessuna valutazione finora
- Comparitive of Waterproofing WorkDocumento12 pagineComparitive of Waterproofing WorkReshik KannanNessuna valutazione finora
- MEG (Monoethylene Glycol)Documento3 pagineMEG (Monoethylene Glycol)Lakshman NaikNessuna valutazione finora
- CBC COVID19 Product List 3 - 20 - 2020 PDFDocumento10 pagineCBC COVID19 Product List 3 - 20 - 2020 PDFCandra SuryaNessuna valutazione finora
- OrthogonalDocumento4 pagineOrthogonalGuan Ni YeoNessuna valutazione finora
- A Method of Approximate Tool Wear Analysis in Cold Roll FormingDocumento6 pagineA Method of Approximate Tool Wear Analysis in Cold Roll FormingAly MahdyNessuna valutazione finora
- Unit V (R&ac)Documento139 pagineUnit V (R&ac)ragunath LakshmananNessuna valutazione finora
- RUD Industrial ChainsDocumento12 pagineRUD Industrial ChainsBenjamin ČakićNessuna valutazione finora
- General Motion Control: A Complete Range of Motion Products For Efficient Machine AutomationDocumento47 pagineGeneral Motion Control: A Complete Range of Motion Products For Efficient Machine AutomationDan PopescuNessuna valutazione finora
- Additive ManufacturingDocumento27 pagineAdditive Manufacturinglorraine SandyNessuna valutazione finora