Potrebbero piacerti anche
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Advance SteelDocumento1 paginaAdvance Steelsmartcad600% (4)
- Import Revit Into SAP2000 - SAP2000 - CSIDocumento1 paginaImport Revit Into SAP2000 - SAP2000 - CSIsmartcad60Nessuna valutazione finora
- Cold Formed Steel Construction Connectors Catalog - Download PDFsDocumento3 pagineCold Formed Steel Construction Connectors Catalog - Download PDFssmartcad60Nessuna valutazione finora
- FCAW or Flux Cored Arc W..Documento5 pagineFCAW or Flux Cored Arc W..smartcad60Nessuna valutazione finora
- PP PW Pertec PimDocumento20 paginePP PW Pertec Pimsmartcad60Nessuna valutazione finora
- Cvev051 - Structures I: NotesDocumento1 paginaCvev051 - Structures I: Notessmartcad60Nessuna valutazione finora
- 009 SandvikDocumento2 pagine009 Sandviksmartcad60Nessuna valutazione finora
- Cantilever Storage Racks - Steel King Inc PDFDocumento3 pagineCantilever Storage Racks - Steel King Inc PDFsmartcad60Nessuna valutazione finora
- Big Steel Rack - Sheet M PDFDocumento2 pagineBig Steel Rack - Sheet M PDFsmartcad60Nessuna valutazione finora
- Katalogas SuperBuild TechDocumento38 pagineKatalogas SuperBuild Techsmartcad60Nessuna valutazione finora
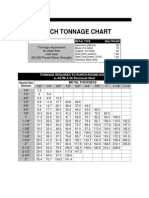
- Punch Tonnage Chart: Tonnage Required To Punch Round Holes in ASTM A-36 Structural SteelDocumento1 paginaPunch Tonnage Chart: Tonnage Required To Punch Round Holes in ASTM A-36 Structural Steelsmartcad60Nessuna valutazione finora
- Steel Data ChartDocumento2 pagineSteel Data Chartsmartcad60Nessuna valutazione finora
- WWW - Saintl.biz PDF About Financial Info Flexi8.1HelpDocumento2 pagineWWW - Saintl.biz PDF About Financial Info Flexi8.1Helpsmartcad60Nessuna valutazione finora
- Slitter Knives (Top/Bottom Slitter Knives) 裁切專用刀具-分條圓刀 (上/下圓刀)Documento3 pagineSlitter Knives (Top/Bottom Slitter Knives) 裁切專用刀具-分條圓刀 (上/下圓刀)smartcad60Nessuna valutazione finora
- Hook Crack in Electric Resistance Welded Line Pipe SteelDocumento9 pagineHook Crack in Electric Resistance Welded Line Pipe Steelsmartcad60Nessuna valutazione finora
- Metric Round Honed Tubing SpecificationsDocumento1 paginaMetric Round Honed Tubing Specificationssmartcad60Nessuna valutazione finora
- Nichtmetrische Einheiten eDocumento2 pagineNichtmetrische Einheiten esmartcad60Nessuna valutazione finora
- Measurements/ Specifications: Tons of Pressure RequiredDocumento1 paginaMeasurements/ Specifications: Tons of Pressure Requiredsmartcad60Nessuna valutazione finora
- B Ooms: M Odel F B F Ork L If T B Ooms - TelescopicDocumento5 pagineB Ooms: M Odel F B F Ork L If T B Ooms - Telescopicsmartcad60Nessuna valutazione finora
- Determining Your Optimal Storage Density: A Case ForDocumento2 pagineDetermining Your Optimal Storage Density: A Case Forsmartcad60Nessuna valutazione finora
- Bentley AECOsim Building Designer V8i (SELECTseries 4) 08.11.09Documento8 pagineBentley AECOsim Building Designer V8i (SELECTseries 4) 08.11.09smartcad60Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Pam Crash TutorialDocumento6 paginePam Crash TutorialUdhamNessuna valutazione finora
- Lecture 10 Tool Design For Joining ProcessesDocumento31 pagineLecture 10 Tool Design For Joining Processeswulfgang66Nessuna valutazione finora
- Validating The Resistance Welding ProcessDocumento10 pagineValidating The Resistance Welding ProcessSridharan VenkatNessuna valutazione finora
- Eng RestechDocumento53 pagineEng RestechYeison E. MoraNessuna valutazione finora
- Resistance WeldingDocumento22 pagineResistance WeldingLOKENDRA91100% (2)
- Project Report of Tata.Documento37 pagineProject Report of Tata.Manoj DhageNessuna valutazione finora
- Process Monitoring and Control During Spot Welding of Metallic CoDocumento195 pagineProcess Monitoring and Control During Spot Welding of Metallic CoAhmad Azuwan100% (1)
- Electro-Spark Deposition Machine Design, Physical Controls and Parameter EffectsDocumento130 pagineElectro-Spark Deposition Machine Design, Physical Controls and Parameter EffectsAdrian DoruNessuna valutazione finora
- Manufacturing MCQSDocumento70 pagineManufacturing MCQSHamayun khan100% (2)
- Unitrol 9180L 620 BrochureDocumento4 pagineUnitrol 9180L 620 BrochureJuan HernanezNessuna valutazione finora
- Welding Lectures 9-11Documento60 pagineWelding Lectures 9-11khudhayerNessuna valutazione finora
- BS 499-1-2009Documento154 pagineBS 499-1-2009momo0% (1)
- LaserStar Product Catalog PDFDocumento68 pagineLaserStar Product Catalog PDFno nameNessuna valutazione finora
- Wet WeldingDocumento13 pagineWet WeldingViktor ŽganecNessuna valutazione finora
- Press Part Nut-Spot-Mig Stud Welding Defects SheetDocumento3 paginePress Part Nut-Spot-Mig Stud Welding Defects SheetSanjayNessuna valutazione finora
- LESSON PLAN SMAW (Explicit-Based Learning)Documento6 pagineLESSON PLAN SMAW (Explicit-Based Learning)juza mia ministerio100% (1)
- Iso 16432 2006Documento11 pagineIso 16432 2006Amar PasalicNessuna valutazione finora
- Term Paper-Sheet Metal WeldingDocumento6 pagineTerm Paper-Sheet Metal Welding11gargdinesh7Nessuna valutazione finora
- CSW 11Documento16 pagineCSW 11johovitchNessuna valutazione finora
- Basic Removable Appliance DesignDocumento159 pagineBasic Removable Appliance DesignMichaelNessuna valutazione finora
- Welding Technology Lecture Notes by DR - Behzad PDFDocumento354 pagineWelding Technology Lecture Notes by DR - Behzad PDFAnonymous L9LWVE100% (7)
- Welding IntroDocumento183 pagineWelding IntroDeepak KumarNessuna valutazione finora
- Godrej Project ReportDocumento75 pagineGodrej Project ReportMT RANessuna valutazione finora
- Body Repairs General Body RepairsDocumento87 pagineBody Repairs General Body RepairsergdegNessuna valutazione finora
- NA Welding Specification WS-5 Weld Testing & Procedures Section A: Resistance Spot WeldingDocumento17 pagineNA Welding Specification WS-5 Weld Testing & Procedures Section A: Resistance Spot WeldingMuhammad AliNessuna valutazione finora
- Springerbriefs in Applied Sciences and Technology: Manufacturing and Surface EngineeringDocumento120 pagineSpringerbriefs in Applied Sciences and Technology: Manufacturing and Surface EngineeringRhushikeshNessuna valutazione finora
- Ultrasonic Machining (Usm)Documento17 pagineUltrasonic Machining (Usm)Prasad ChikkamNessuna valutazione finora
- CMWCataloglow Res 2014 PDFDocumento82 pagineCMWCataloglow Res 2014 PDFLavinia LupulescuNessuna valutazione finora
- Design of A Spot Weld Machine For WorkshopsDocumento5 pagineDesign of A Spot Weld Machine For WorkshopsOscar Choque PardoNessuna valutazione finora
- Unit 3Documento71 pagineUnit 3kartik guptaNessuna valutazione finora