Potrebbero piacerti anche
- Boardwork No.1 and 2Documento9 pagineBoardwork No.1 and 2John Nalog100% (1)
- Coaching ProblemsDocumento31 pagineCoaching Problemsanon_9647963360% (1)
- Thermal elongation brass liner diameter increase problemDocumento20 pagineThermal elongation brass liner diameter increase problemmaria katherine pantojaNessuna valutazione finora
- Additional Example For Lecture 1Documento1 paginaAdditional Example For Lecture 1nadia_shuhada_2Nessuna valutazione finora
- 42 49 MDDocumento11 pagine42 49 MDRyan TogononNessuna valutazione finora
- Home Work No.5: BY: Jhun Michael D. Locus ME-5301Documento6 pagineHome Work No.5: BY: Jhun Michael D. Locus ME-5301Jhun Michael LocusNessuna valutazione finora
- Module 6: Activity No. 2 Experiment No. 5: Mini – Ice Plant Trainer Pull Down TestDocumento2 pagineModule 6: Activity No. 2 Experiment No. 5: Mini – Ice Plant Trainer Pull Down TestAriel Gamboa100% (1)
- Brakes: Presented By: Cerda, JoshuaDocumento22 pagineBrakes: Presented By: Cerda, JoshuaJoshua100% (2)
- PIPE Solving 2-5Documento28 paginePIPE Solving 2-5monNessuna valutazione finora
- Rectangular key force calculationDocumento5 pagineRectangular key force calculationAdrian Kim MagsinoNessuna valutazione finora
- Engineering Materials Practice Problems in Simple StressesDocumento4 pagineEngineering Materials Practice Problems in Simple StressesEu Aumentado100% (1)
- OTECDocumento6 pagineOTECibong tiriritNessuna valutazione finora
- Machine Design Probsetsplates PDF FreeDocumento95 pagineMachine Design Probsetsplates PDF FreeGold BlandoNessuna valutazione finora
- MD Refresher 1 Notes FinalDocumento154 pagineMD Refresher 1 Notes FinalVictor CapistranoNessuna valutazione finora
- 1st MATH CoachingDocumento8 pagine1st MATH CoachingJaypee BucatcatNessuna valutazione finora
- Chapter 6Documento13 pagineChapter 6Marco Luigi100% (1)
- TRANSPORTMECHANICSDocumento20 pagineTRANSPORTMECHANICSEfraim AbuelNessuna valutazione finora
- Problem Set PPE Day 8Documento3 pagineProblem Set PPE Day 8Mark JustinNessuna valutazione finora
- MD1 Assignment 2 MT Period Clutches TongcoDocumento3 pagineMD1 Assignment 2 MT Period Clutches TongcoLister NambatacNessuna valutazione finora
- PPE PROBLEM SET Thermodynamics 2Documento8 paginePPE PROBLEM SET Thermodynamics 2Maria PerezNessuna valutazione finora
- 3 1Documento7 pagine3 1Miguel Dominic BernardoNessuna valutazione finora
- Machine Design 2Documento43 pagineMachine Design 2kenneth roblesNessuna valutazione finora
- Homework No.5: Aaron Enrique M. Magsino ME-5301Documento5 pagineHomework No.5: Aaron Enrique M. Magsino ME-5301Adrian Kim MagsinoNessuna valutazione finora
- MDSP Set 2Documento9 pagineMDSP Set 2iaton77100% (2)
- An Ideal Gas Mixture Consists of 2kmol of N2 and 6 Kmol of CO2. The Mass Fraction of CO2 IsDocumento9 pagineAn Ideal Gas Mixture Consists of 2kmol of N2 and 6 Kmol of CO2. The Mass Fraction of CO2 IsLance Andrew LagmanNessuna valutazione finora
- SABUERO-ME62-Board Exam AssignmentDocumento39 pagineSABUERO-ME62-Board Exam AssignmentJohn Westly S. SabueroNessuna valutazione finora
- Statistics and Probability - SolutionsDocumento16 pagineStatistics and Probability - SolutionsEphraim RamosNessuna valutazione finora
- Pipe Refresher CourseDocumento5 paginePipe Refresher CourseBanilo BanilaNessuna valutazione finora
- Alcorcon Engineering Review Center: Ppe - Problem Set # 3Documento3 pagineAlcorcon Engineering Review Center: Ppe - Problem Set # 3Juan T Amad100% (1)
- Me132p b39 Gonzales Quiz 1Documento6 pagineMe132p b39 Gonzales Quiz 1WUSHNessuna valutazione finora
- AnswerDocumento1 paginaAnswerLaurence Lee Advento100% (1)
- Orca Share Media1519993790396 PDFDocumento10 pagineOrca Share Media1519993790396 PDFSecret SecretNessuna valutazione finora
- 39parato - Variable LoadDocumento2 pagine39parato - Variable LoadNeal Christian Parato83% (6)
- Ipd-Module IiDocumento10 pagineIpd-Module Iijohn babe jeszareth CapiliNessuna valutazione finora
- Ref Sample ProbsDocumento4 pagineRef Sample ProbsFrancis Paulo CruzNessuna valutazione finora
- MeDocumento88 pagineMeEk-ek Felizardo Almoroto Gontiñas Jr.Nessuna valutazione finora
- USA Elementary Steady Flow Chapter 05Documento3 pagineUSA Elementary Steady Flow Chapter 05Fernan MacusiNessuna valutazione finora
- PipeDocumento8 paginePipeVon A. DamirezNessuna valutazione finora
- Module 13.1 FM1Documento4 pagineModule 13.1 FM1BenNessuna valutazione finora
- MACHINE DESIGN PROBLEMS ON GEARS, SHAFTS, KEYS AND PULLEYSDocumento46 pagineMACHINE DESIGN PROBLEMS ON GEARS, SHAFTS, KEYS AND PULLEYSBrilliantJohnMalandacRubiaNessuna valutazione finora
- Deophantine 6Documento169 pagineDeophantine 6Caro Kan LopezNessuna valutazione finora
- Machine Design Problems 1&2 AlcorconDocumento68 pagineMachine Design Problems 1&2 AlcorconRuth MontebonNessuna valutazione finora
- PDF Machine Design Final Coaching ComprDocumento17 paginePDF Machine Design Final Coaching ComprkilluaNessuna valutazione finora
- Steam Engine Problems & SolutionsDocumento10 pagineSteam Engine Problems & SolutionsKristian Taruc100% (2)
- Mathematics, Economics, Sciences Instruction:: Final Coaching Exam 05 - Mesl ProbsDocumento10 pagineMathematics, Economics, Sciences Instruction:: Final Coaching Exam 05 - Mesl ProbsManoy Bermeo50% (2)
- CombyDocumento3 pagineCombytiburciomadlangtutaNessuna valutazione finora
- Machine Design and Shop Practice Pre BoardDocumento7 pagineMachine Design and Shop Practice Pre BoardFrankie NovelaNessuna valutazione finora
- MACHINE DESIGN 1 FORMULAS AND EXERCISESDocumento18 pagineMACHINE DESIGN 1 FORMULAS AND EXERCISESX FLAMM0% (1)
- Air Conditioning Chapter Review QuestionsDocumento53 pagineAir Conditioning Chapter Review Questionsmark410238% (8)
- Camote-Q ReviewDocumento219 pagineCamote-Q ReviewSam Cunanan100% (1)
- Notes in Machine Design: Insert The Title of Your Presentation HereDocumento221 pagineNotes in Machine Design: Insert The Title of Your Presentation HerePatrick MarcaidaNessuna valutazione finora
- Ipd PPD Problem2Documento16 pagineIpd PPD Problem2Josue Carubio Ricalde Jr.100% (1)
- Mathematics BP With SolutionsDocumento13 pagineMathematics BP With SolutionsMarcial Jr. MilitanteNessuna valutazione finora
- II. Multiple Choice Problem Solving Compilations With SolutionsDocumento55 pagineII. Multiple Choice Problem Solving Compilations With SolutionsRamel DionzonNessuna valutazione finora
- ALCORCON ENGINEERING REVIEW CENTER PPE PROBLEM SET #5Documento4 pagineALCORCON ENGINEERING REVIEW CENTER PPE PROBLEM SET #5Reinzo GallegoNessuna valutazione finora
- Wet MaterialDocumento1 paginaWet MaterialOscar MagsayoNessuna valutazione finora
- Compiled Project in AirconDocumento33 pagineCompiled Project in AirconPhillip DepalubosNessuna valutazione finora
- ProjDocumento16 pagineProjJoshua0% (2)
- Prepared by Jishnu V Engineer Bhel-IsgDocumento38 paginePrepared by Jishnu V Engineer Bhel-IsgmSNDjvnsnNessuna valutazione finora
- Connection DesignDocumento15 pagineConnection DesignRufus Cheng100% (1)
- ITC Kuningan Ambas1Documento8 pagineITC Kuningan Ambas1amriadi amiruddinNessuna valutazione finora
- Annexure I Journal ListDocumento3 pagineAnnexure I Journal ListkbogeshwaranNessuna valutazione finora
- Zumdahl Chapter 11Documento28 pagineZumdahl Chapter 11Vanessa JabagatNessuna valutazione finora
- Gram Staining: Bacteria Cell Wall DifferencesDocumento6 pagineGram Staining: Bacteria Cell Wall DifferencesAlison 123 Parajuli 123Nessuna valutazione finora
- Earth Science Quarter 2 Module 1Documento4 pagineEarth Science Quarter 2 Module 1Rhianne Grace CastroNessuna valutazione finora
- Waste ManagementDocumento28 pagineWaste Managementkeerthishankar p100% (4)
- 13) Reduce Boiler Tube Leakages in Your Power StationDocumento4 pagine13) Reduce Boiler Tube Leakages in Your Power StationSaurabh BarangeNessuna valutazione finora
- Statiscal AnalysisDocumento8 pagineStatiscal AnalysisM.Aleem khanNessuna valutazione finora
- Analyses CarbohydratesDocumento6 pagineAnalyses CarbohydratesNuril LailiyahNessuna valutazione finora
- Design of Machine Elements NotesDocumento483 pagineDesign of Machine Elements NotesHarsha VardhanNessuna valutazione finora
- HW 01 SolutionDocumento12 pagineHW 01 Solutionmaulida rahmiNessuna valutazione finora
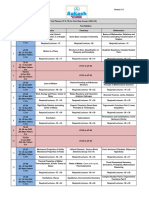
- Aakash Test ScheduleDocumento4 pagineAakash Test ScheduleKirtan KumarNessuna valutazione finora
- AP Catalase Enzyme LabDocumento4 pagineAP Catalase Enzyme LabAesthetic LoverNessuna valutazione finora
- Cold TemperatureDocumento15 pagineCold Temperaturehilmy baihaqiNessuna valutazione finora
- Chapter 6 - (Ii) - Surface ChemistryDocumento73 pagineChapter 6 - (Ii) - Surface ChemistryezanaNessuna valutazione finora
- DM Water Tank SpecificationDocumento9 pagineDM Water Tank SpecificationManish PatelNessuna valutazione finora
- Catalogo Mangueras CaterpillarDocumento330 pagineCatalogo Mangueras CaterpillarCrespo Jorge89% (9)
- Food Research International: SciencedirectDocumento7 pagineFood Research International: SciencedirectFausto GuasguaNessuna valutazione finora
- PSV For Centrifugal PumpsDocumento2 paginePSV For Centrifugal PumpsAnonymous a4Jwz14W100% (3)
- Chap 1 Introduction To Chem Eng Profession - 2Documento31 pagineChap 1 Introduction To Chem Eng Profession - 2SyafiyatulMunawarahNessuna valutazione finora
- Feasibility Study of Cumene ProductionDocumento4 pagineFeasibility Study of Cumene ProductionIntratec SolutionsNessuna valutazione finora
- API 653 Data Sheets (MSTS)Documento6 pagineAPI 653 Data Sheets (MSTS)Lily & Ameer لى لى و أميرNessuna valutazione finora
- Anticipated Overfiring in Porcelain Tiles: Effects of The Firing Cycle and Green Bulk DensityDocumento9 pagineAnticipated Overfiring in Porcelain Tiles: Effects of The Firing Cycle and Green Bulk Densitymap vitcoNessuna valutazione finora
- Pool Heater ManualDocumento53 paginePool Heater ManualkmduffNessuna valutazione finora
- Acid Base Equilibria and Salt EquilibriaDocumento11 pagineAcid Base Equilibria and Salt EquilibriaAMEER HANAFI JIKIRI. JUL-ASRINessuna valutazione finora
- CH101 Tutorial Sheet 2Documento2 pagineCH101 Tutorial Sheet 2Amelia IloNessuna valutazione finora
- Google Data StudioDocumento6 pagineGoogle Data StudioMCN SICGNessuna valutazione finora
- CBN Turning InsertsDocumento1 paginaCBN Turning InsertsknujdloNessuna valutazione finora
- 24150Documento3 pagine24150B.yaswanth KumarNessuna valutazione finora