Potrebbero piacerti anche
- Home Brewing Log Sheet PDFDocumento2 pagineHome Brewing Log Sheet PDFStefanita0% (1)
- Is Is Not TemplateDocumento1 paginaIs Is Not TemplateAnonymous hkWIKjoXFVNessuna valutazione finora
- Quality Manual: September 2003Documento25 pagineQuality Manual: September 2003Swas SwastiNessuna valutazione finora
- Acceptance Quality Limits and Visual Inspection PDFDocumento27 pagineAcceptance Quality Limits and Visual Inspection PDFpooNessuna valutazione finora
- (Razavi) Design of Analog Cmos Integrated CircuitsDocumento21 pagine(Razavi) Design of Analog Cmos Integrated CircuitsNiveditha Nivi100% (1)
- FP-XH PGRG eDocumento936 pagineFP-XH PGRG ebvladimirov85Nessuna valutazione finora
- Acceptance Sampling: Prepared by Anthony Lizza Penn State UniversityDocumento29 pagineAcceptance Sampling: Prepared by Anthony Lizza Penn State UniversityMayurdhvajsinh JadejaNessuna valutazione finora
- Quality in Decentralised MFGDocumento15 pagineQuality in Decentralised MFGRahul ChoudhuryNessuna valutazione finora
- 9k14k Auditor TRGDocumento161 pagine9k14k Auditor TRGRK ENTERPRISESNessuna valutazione finora
- Topic 2 - 7 QC ToolsDocumento68 pagineTopic 2 - 7 QC ToolsFikri ZdinNessuna valutazione finora
- How To Set KPI: (Key Performance Indicator)Documento16 pagineHow To Set KPI: (Key Performance Indicator)herjantoNessuna valutazione finora
- Iso 9000 2015Documento15 pagineIso 9000 2015Vasudevan GovindarajNessuna valutazione finora
- 000 Quality Control-Lec 1Documento153 pagine000 Quality Control-Lec 1Arwa HusseinNessuna valutazione finora
- Chapter 3 Quality System StandardsDocumento129 pagineChapter 3 Quality System StandardsSanjay AdhikariNessuna valutazione finora
- Levi's Worker Well Being GuidebookDocumento20 pagineLevi's Worker Well Being Guidebookcherry africaNessuna valutazione finora
- Quality Management Strategy ExampleDocumento10 pagineQuality Management Strategy Exampleselinasimpson1201Nessuna valutazione finora
- Saz Training Calendar 2020Documento21 pagineSaz Training Calendar 2020Martin Takudzwa ChakadonaNessuna valutazione finora
- Quality JourneyDocumento22 pagineQuality JourneyNishaThakuriNessuna valutazione finora
- QMS ISO 9001 2008 OverviewDocumento16 pagineQMS ISO 9001 2008 Overviewvipul_gupta1835100% (1)
- ISO 9000 - Quality ManagementDocumento9 pagineISO 9000 - Quality ManagementVictor DharNessuna valutazione finora
- Is Is Not AnalysisDocumento1 paginaIs Is Not Analysissamer8saifNessuna valutazione finora
- TR001 AS9100 OverviewDocumento34 pagineTR001 AS9100 OverviewCurtisBellNessuna valutazione finora
- ISO 22000 Internal Auditor TrainingDocumento163 pagineISO 22000 Internal Auditor Trainingjagadish888100% (5)
- Iso 9000 QMDocumento16 pagineIso 9000 QMVipin PachouriNessuna valutazione finora
- Brcgs Packaging Issue 6 FaqsDocumento8 pagineBrcgs Packaging Issue 6 FaqsTudorel Alin PeptineNessuna valutazione finora
- Apegbc Guidelines For Sustainability: PrefaceDocumento10 pagineApegbc Guidelines For Sustainability: Prefaceband summers0% (1)
- Quality Control Iso 9000Documento22 pagineQuality Control Iso 9000ShivPratapSinghNessuna valutazione finora
- Week 06: Lecture 06 Activity & Case Study VideoDocumento29 pagineWeek 06: Lecture 06 Activity & Case Study VideoGoharz2Nessuna valutazione finora
- Presented By: Varish Tripathi Mnnit Allahabad REG. NO. - 2018PR07 Faculty - Dr. S.B Mishra SirDocumento22 paginePresented By: Varish Tripathi Mnnit Allahabad REG. NO. - 2018PR07 Faculty - Dr. S.B Mishra Sirvarish3Nessuna valutazione finora
- R2 Code of Practices (ENGLISH)Documento20 pagineR2 Code of Practices (ENGLISH)elflaquito80Nessuna valutazione finora
- THE Green Book: Facts and Figures About Paper BagsDocumento17 pagineTHE Green Book: Facts and Figures About Paper BagsMarienNessuna valutazione finora
- Project Checklist For AS9100 Implementation ENDocumento2 pagineProject Checklist For AS9100 Implementation ENNarasimharaghavanPuliyurKrishnaswamyNessuna valutazione finora
- Iso 9001Documento13 pagineIso 9001sayem.unicertNessuna valutazione finora
- APG RiskBasedThinking2015 PDFDocumento3 pagineAPG RiskBasedThinking2015 PDFBulmaro SanchezNessuna valutazione finora
- 9100 Key Changes PresentationDocumento1 pagina9100 Key Changes PresentationrakshithNessuna valutazione finora
- CH 2Documento18 pagineCH 2suresh84123Nessuna valutazione finora
- QMS 001 QMS Internal Auditor 5Documento2 pagineQMS 001 QMS Internal Auditor 5Yuvan Karthik Mech100% (1)
- Project Quality Management ProcessDocumento36 pagineProject Quality Management ProcessGIRITHARANNessuna valutazione finora
- Defects in Lingerie-Bralette: Subject: Apparel Quality EngineeringDocumento24 pagineDefects in Lingerie-Bralette: Subject: Apparel Quality EngineeringLaveena SNessuna valutazione finora
- ISO Standard Case StudyDocumento33 pagineISO Standard Case Studysrk67% (3)
- Chapter 1 FSSC 5.1Documento50 pagineChapter 1 FSSC 5.1harshil Kevat100% (1)
- Quality assurance and control essentialsDocumento24 pagineQuality assurance and control essentialsAbdulhmeed MutalatNessuna valutazione finora
- SoW Template 0711v4Documento28 pagineSoW Template 0711v4Dawood Shaik Abdul CadarNessuna valutazione finora
- What Is ISO 9001Documento5 pagineWhat Is ISO 9001Klaus AlmesNessuna valutazione finora
- Rules For Use of Certification MarkDocumento4 pagineRules For Use of Certification MarkYap HSNessuna valutazione finora
- Management Review Minutes HighlightsDocumento7 pagineManagement Review Minutes HighlightsAnkurNessuna valutazione finora
- Revision of ISO/IEC 17025 Standard and Interlaboratory ComparisonsDocumento31 pagineRevision of ISO/IEC 17025 Standard and Interlaboratory ComparisonsavatarpetrovicNessuna valutazione finora
- QC & Qa PDFDocumento22 pagineQC & Qa PDFAmr El-BahnasawyNessuna valutazione finora
- Project Parameters: Project Participants: Hour Analysis Project PhasesDocumento16 pagineProject Parameters: Project Participants: Hour Analysis Project PhasesMiha ElaNessuna valutazione finora
- Qa Manual v1.2Documento58 pagineQa Manual v1.2Bindu ChandranNessuna valutazione finora
- 2020 T2 MN601 Lecture 8 Quality Planning and KickoffDocumento61 pagine2020 T2 MN601 Lecture 8 Quality Planning and KickoffFavour Adenugba100% (1)
- Quality Audit Handbook PDFDocumento59 pagineQuality Audit Handbook PDFmadmaxjune17557Nessuna valutazione finora
- Quality Philosophy & Management EssentialsDocumento41 pagineQuality Philosophy & Management EssentialsiJordanScribdNessuna valutazione finora
- Conformity Assessment (Management System Certification)Documento5 pagineConformity Assessment (Management System Certification)Talal AhmedNessuna valutazione finora
- Setting The Stage: Quality Basics Quality Advocates Quality Improvement: Problem SolvingDocumento0 pagineSetting The Stage: Quality Basics Quality Advocates Quality Improvement: Problem SolvingAhmed Saeed100% (1)
- ISO 9001-2015 AwarenessDocumento42 pagineISO 9001-2015 AwarenessrajarajanNessuna valutazione finora
- Remote Audit ProcedureDocumento3 pagineRemote Audit ProcedureALOKE GANGULYNessuna valutazione finora
- Auditor CompetencyDocumento236 pagineAuditor CompetencyHector LobatonNessuna valutazione finora
- Guidance On The Concept and Use of The Process Approach For Management SystemsDocumento11 pagineGuidance On The Concept and Use of The Process Approach For Management SystemsDiana SchinkelNessuna valutazione finora
- ISO 9001:2015 Quality Management Systems Awareness Training - 16 FebDocumento1 paginaISO 9001:2015 Quality Management Systems Awareness Training - 16 FebmatrixmazeNessuna valutazione finora
- Quality Assurance For Small To Medium Size Processing Companies ENG 09Documento50 pagineQuality Assurance For Small To Medium Size Processing Companies ENG 09kyunjae JetomoNessuna valutazione finora
- Lot-by-Lot Acceptance Sampling For AttributesDocumento42 pagineLot-by-Lot Acceptance Sampling For Attributesmena remonNessuna valutazione finora
- MLT STD 105Documento35 pagineMLT STD 105Advitya KumarNessuna valutazione finora
- Context Diagram DevelopmentDocumento26 pagineContext Diagram DevelopmentDaud Yogasara100% (1)
- Business ProcessDocumento32 pagineBusiness ProcessDaud YogasaraNessuna valutazione finora
- Section 15 Quality Function Deployment (QFD) : Neville - ClarkeDocumento19 pagineSection 15 Quality Function Deployment (QFD) : Neville - ClarkeDaud YogasaraNessuna valutazione finora
- Statistical Table Develop From Excel Bahasa IndonesiaDocumento18 pagineStatistical Table Develop From Excel Bahasa IndonesiaDaud YogasaraNessuna valutazione finora
- 6sigma IntrodutionDocumento59 pagine6sigma IntrodutionDaud YogasaraNessuna valutazione finora
- GLOBAL Hydro Turbine Folder enDocumento4 pagineGLOBAL Hydro Turbine Folder enGogyNessuna valutazione finora
- IEQ CompleteDocumento19 pagineIEQ Completeharshal patilNessuna valutazione finora
- DR-M260 User Manual ENDocumento87 pagineDR-M260 User Manual ENMasa NourNessuna valutazione finora
- Who will buy electric vehicles Segmenting the young Indian buyers using cluster analysisDocumento12 pagineWho will buy electric vehicles Segmenting the young Indian buyers using cluster analysisbhasker sharmaNessuna valutazione finora
- TILE QUOTEDocumento3 pagineTILE QUOTEHarsh SathvaraNessuna valutazione finora
- Aortic Stenosis, Mitral Regurgitation, Pulmonary Stenosis, and Tricuspid Regurgitation: Causes, Symptoms, Signs, and TreatmentDocumento7 pagineAortic Stenosis, Mitral Regurgitation, Pulmonary Stenosis, and Tricuspid Regurgitation: Causes, Symptoms, Signs, and TreatmentChuu Suen TayNessuna valutazione finora
- Flood FillDocumento1 paginaFlood FillshubhamNessuna valutazione finora
- Tutorial On The ITU GDocumento7 pagineTutorial On The ITU GCh RambabuNessuna valutazione finora
- Private Schools Provide Better EducationDocumento2 paginePrivate Schools Provide Better EducationcitraNessuna valutazione finora
- Thermal BurnsDocumento50 pagineThermal BurnsPooya WindyNessuna valutazione finora
- Analysis and Calculations of The Ground Plane Inductance Associated With A Printed Circuit BoardDocumento46 pagineAnalysis and Calculations of The Ground Plane Inductance Associated With A Printed Circuit BoardAbdel-Rahman SaifedinNessuna valutazione finora
- Baseline Program Rev 3A Presentation 25 July 2020Documento24 pagineBaseline Program Rev 3A Presentation 25 July 2020Shakti Sourava RautrayaNessuna valutazione finora
- Handout Tematik MukhidDocumento72 pagineHandout Tematik MukhidJaya ExpressNessuna valutazione finora
- Acuity Assessment in Obstetrical TriageDocumento9 pagineAcuity Assessment in Obstetrical TriageFikriNessuna valutazione finora
- Design of Fixed Column Base JointsDocumento23 pagineDesign of Fixed Column Base JointsLanfranco CorniaNessuna valutazione finora
- Elements of ClimateDocumento18 pagineElements of Climateእኔ እስጥፍNessuna valutazione finora
- Rotary Twin Scew Brochure UK HRDocumento20 pagineRotary Twin Scew Brochure UK HRNguyễn Hữu DũngNessuna valutazione finora
- 2 Scour VentDocumento8 pagine2 Scour VentPrachi TaoriNessuna valutazione finora
- Guidance Notes Blow Out PreventerDocumento6 pagineGuidance Notes Blow Out PreventerasadqhseNessuna valutazione finora
- Space DynamicsDocumento37 pagineSpace Dynamicspurushottam KashyapNessuna valutazione finora
- Caterpillar Ep15krtDocumento37 pagineCaterpillar Ep15krtIvan MajikNessuna valutazione finora
- Madu Rash Tak AmDocumento4 pagineMadu Rash Tak AmAdv. Govind S. TehareNessuna valutazione finora
- CP 343-1Documento23 pagineCP 343-1Yahya AdamNessuna valutazione finora
- Aleister Crowley and the SiriansDocumento4 pagineAleister Crowley and the SiriansJCMNessuna valutazione finora
- Air Wellness QRSDocumento2 pagineAir Wellness QRSapi-3743459Nessuna valutazione finora
- SOR 8th Ed 2013Documento467 pagineSOR 8th Ed 2013Durgesh Govil100% (3)
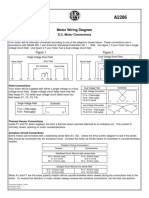
- Motor Wiring Diagram: D.C. Motor ConnectionsDocumento1 paginaMotor Wiring Diagram: D.C. Motor Connectionsczds6594Nessuna valutazione finora