Potrebbero piacerti anche
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDa EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNessuna valutazione finora
- ALUMINIUMTECHNOLOGIES Week3Documento84 pagineALUMINIUMTECHNOLOGIES Week3HaiLuuNessuna valutazione finora
- Hot Green Sand ProblemsDocumento5 pagineHot Green Sand ProblemsbvphimanshuNessuna valutazione finora
- Cast Vs ForgedDocumento9 pagineCast Vs ForgedSIVANessuna valutazione finora
- Cleaness Steel CastingDocumento61 pagineCleaness Steel CastingSUNDRAMNAGANessuna valutazione finora
- Ingot StructureDocumento5 pagineIngot StructureklawsisNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Development of High Strength Construction RebarsDocumento13 pagineDevelopment of High Strength Construction Rebarsosman recai100% (3)
- kalpur-FE KSP SleevesDocumento6 paginekalpur-FE KSP SleevesSachin KumbharNessuna valutazione finora
- CONTINUOUS CASTING ColloquiumDocumento18 pagineCONTINUOUS CASTING ColloquiumakritiNessuna valutazione finora
- 111th Metalcasting Congress NadcaDocumento12 pagine111th Metalcasting Congress NadcaMehwishYasmenNessuna valutazione finora
- Cif Purge Plug Systems en 3Documento3 pagineCif Purge Plug Systems en 3abdeljalil elbadrNessuna valutazione finora
- MCM AllDocumento7 pagineMCM AllPalanisamy RajaNessuna valutazione finora
- Melting and Holding October 08Documento10 pagineMelting and Holding October 08Aragaw MuluNessuna valutazione finora
- Full Text 01Documento90 pagineFull Text 01Walid NASRINessuna valutazione finora
- Binders ComparisionDocumento8 pagineBinders Comparisionavutu_kunduruNessuna valutazione finora
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocumento27 pagineCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNessuna valutazione finora
- Dycote : ManualDocumento30 pagineDycote : ManualG Alex QSNessuna valutazione finora
- Continuous Casting Solutions: We Can Make ItDocumento2 pagineContinuous Casting Solutions: We Can Make ItAlexi Junior0% (1)
- Gas Fron Green SandDocumento13 pagineGas Fron Green Sandjose.figueroa@foseco.comNessuna valutazione finora
- 227-04 The Ecolotec ProcessDocumento2 pagine227-04 The Ecolotec ProcessHugo WizenbergNessuna valutazione finora
- Fluxes For Electroslag Refining: Dr. Satadal GhoraiDocumento21 pagineFluxes For Electroslag Refining: Dr. Satadal GhoraiGarry's GamingNessuna valutazione finora
- NADCA-High Temp DieDocumento12 pagineNADCA-High Temp DiejalilemadiNessuna valutazione finora
- A Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationDocumento35 pagineA Review of Defects in Beam Blank Casting and The Measures Proposed For Their EliminationJorge Madias100% (1)
- Core Sand MaterialDocumento20 pagineCore Sand MaterialsudhirNessuna valutazione finora
- Metal CastingDocumento12 pagineMetal CastingChinmay Das100% (4)
- Scarfing Steel Slabs TechniqueDocumento9 pagineScarfing Steel Slabs TechniquecamableNessuna valutazione finora
- Electrometallurgy 1Documento24 pagineElectrometallurgy 1KALESMI A/P AMARALATHAN STUDENT100% (1)
- Clogging in Continuos Casting NozzleDocumento21 pagineClogging in Continuos Casting Nozzlemiltone87Nessuna valutazione finora
- Slag ItroductionDocumento45 pagineSlag ItroductionkidcatNessuna valutazione finora
- Special CastingDocumento24 pagineSpecial CastingManohara ErlaNessuna valutazione finora
- Metal CastingDocumento22 pagineMetal CastingANKIT RAJNessuna valutazione finora
- Die CastingDocumento13 pagineDie CastingDENNY JACOBNessuna valutazione finora
- A Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartDocumento3 pagineA Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartpepeNessuna valutazione finora
- Basic Information About Metals and AlloysDocumento7 pagineBasic Information About Metals and AlloysMahesh JingarwarNessuna valutazione finora
- MAG Design GuideDocumento32 pagineMAG Design Guidekarthik_thanguduNessuna valutazione finora
- About Die CastingDocumento3 pagineAbout Die CastingJoelNessuna valutazione finora
- Fluid Flow in Tundish PDFDocumento73 pagineFluid Flow in Tundish PDFPrakash SarangiNessuna valutazione finora
- Gray Iron Foundries PDFDocumento20 pagineGray Iron Foundries PDFbebe3838Nessuna valutazione finora
- Steel CastingsDocumento50 pagineSteel CastingsVijayakumar TNessuna valutazione finora
- Defects of HPDC With BifilmDocumento22 pagineDefects of HPDC With BifilmdocphantomNessuna valutazione finora
- FoundryDocumento10 pagineFoundryAnjana_EdathadanNessuna valutazione finora
- Fundamentals of Metal CastingDocumento45 pagineFundamentals of Metal CastingsuntharNessuna valutazione finora
- CastingDocumento74 pagineCastingvinu1977Nessuna valutazione finora
- Simulatiing Porosity in Ductile Iron - Etip17Documento2 pagineSimulatiing Porosity in Ductile Iron - Etip17yeokbinNessuna valutazione finora
- 28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Documento20 pagine28 Casting Processes 3 Continuous Casting of Steel - Solidification.20101112.4cdda08c2c28b1.24761975Syed HasniNessuna valutazione finora
- Unit-1 Metal Casting ProcessDocumento261 pagineUnit-1 Metal Casting ProcessDharun PrakashNessuna valutazione finora
- Analysis of Controlled Air Cooling For Castings by Experiment and Simulation - Foundry-PlanetDocumento16 pagineAnalysis of Controlled Air Cooling For Castings by Experiment and Simulation - Foundry-PlanetRajesh PuniaNessuna valutazione finora
- Metal Casting ProcessesDocumento98 pagineMetal Casting ProcessestmcoachingcentreNessuna valutazione finora
- Heat TreatmentDocumento21 pagineHeat TreatmentChernet MerknehNessuna valutazione finora
- The Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFDocumento211 pagineThe Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFakshukNessuna valutazione finora
- Ductile Iron ReviewDocumento36 pagineDuctile Iron ReviewDenis Yasmin AlineNessuna valutazione finora
- Expansion Silica SandDocumento2 pagineExpansion Silica Sandvivek1312Nessuna valutazione finora
- Shaw ProcessDocumento2 pagineShaw ProcessSuresh KumarNessuna valutazione finora
- Technology Dhirajlal ChauhanDocumento2 pagineTechnology Dhirajlal ChauhanM Ahsan Ali KhanNessuna valutazione finora
- The Iron Puddler My life in the rolling mills and what came of itDa EverandThe Iron Puddler My life in the rolling mills and what came of itNessuna valutazione finora
- Metal matrix composites: Processing and InterfacesDa EverandMetal matrix composites: Processing and InterfacesR EverettNessuna valutazione finora
- Clays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaDa EverandClays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaS. W. BaileyNessuna valutazione finora
- TractelfDocumento1 paginaTractelfShanmugam BalasubramaniamNessuna valutazione finora
- Psychiatry: MedpgnotesDocumento54 paginePsychiatry: MedpgnotesShanmugam BalasubramaniamNessuna valutazione finora
- 3-Point Hitch DimensionsDocumento2 pagine3-Point Hitch DimensionsShanmugam BalasubramaniamNessuna valutazione finora
- Train Track and Children: SMO Customer Services Monthly TipsDocumento15 pagineTrain Track and Children: SMO Customer Services Monthly TipsShanmugam BalasubramaniamNessuna valutazione finora
- Respiratory SystemDocumento60 pagineRespiratory SystemShanmugam BalasubramaniamNessuna valutazione finora
- General PediatricsDocumento21 pagineGeneral PediatricsShanmugam Balasubramaniam100% (2)
- Site NO Site Facing Door Entrance Other Cost Corpus Fund TAXDocumento4 pagineSite NO Site Facing Door Entrance Other Cost Corpus Fund TAXShanmugam BalasubramaniamNessuna valutazione finora
- 21 Books Every Entrepreneur Should Read Own YouIncPro PDFDocumento32 pagine21 Books Every Entrepreneur Should Read Own YouIncPro PDFShanmugam BalasubramaniamNessuna valutazione finora
- Distance Line 3 Line 3Documento8 pagineDistance Line 3 Line 3Shanmugam BalasubramaniamNessuna valutazione finora
- X-Bar R ChartDocumento3 pagineX-Bar R ChartShanmugam BalasubramaniamNessuna valutazione finora
- APQP Elements: 1 Customer OrderDocumento13 pagineAPQP Elements: 1 Customer OrderShanmugam BalasubramaniamNessuna valutazione finora
- Indra GanesanDocumento89 pagineIndra GanesanShanmugam BalasubramaniamNessuna valutazione finora
- The Lean Agile and World Class Manufacturing CookbookDocumento107 pagineThe Lean Agile and World Class Manufacturing CookbookShanmugam Balasubramaniam100% (1)
- Three Way ANOVA ExampleDocumento16 pagineThree Way ANOVA ExampleShanmugam BalasubramaniamNessuna valutazione finora
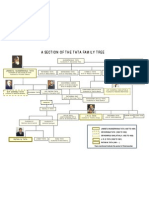
- TATA Family TreeDocumento1 paginaTATA Family Treemehulchauhan_9950% (2)
- ECRS WorksheetDocumento1 paginaECRS WorksheetShanmugam BalasubramaniamNessuna valutazione finora
- IR PulseToolsDocumento7 pagineIR PulseToolsShanmugam BalasubramaniamNessuna valutazione finora
- Cobalamin in Companion AnimalsDocumento8 pagineCobalamin in Companion AnimalsFlávia UchôaNessuna valutazione finora
- 1962 Gibson Johnny SmithDocumento5 pagine1962 Gibson Johnny SmithLuisNessuna valutazione finora
- Board Replacement CasesDocumento41 pagineBoard Replacement CasesNadeeshNessuna valutazione finora
- Implicit Explicit SignalsDocumento8 pagineImplicit Explicit SignalsVersoza Nel100% (2)
- NCP Orif Right Femur Post OpDocumento2 pagineNCP Orif Right Femur Post OpCen Janber CabrillosNessuna valutazione finora
- AssessmentDocumento9 pagineAssessmentJuan Miguel Sapad AlpañoNessuna valutazione finora
- AssessmentDocumento3 pagineAssessmentpalflaxNessuna valutazione finora
- Inverse of One-To-One FunctionDocumento4 pagineInverse of One-To-One FunctionKathFaye EdaNessuna valutazione finora
- L27/38S Project Guide - Power Plant: Four-Stroke GensetDocumento392 pagineL27/38S Project Guide - Power Plant: Four-Stroke GensetAaron Chan100% (1)
- Save Water SpeechDocumento4 pagineSave Water SpeechHari Prakash Shukla0% (1)
- Worksheet Series 5: Answer Any 3 Questions From 1 To 6. (2 Score Each)Documento6 pagineWorksheet Series 5: Answer Any 3 Questions From 1 To 6. (2 Score Each)AswithNessuna valutazione finora
- Assessment Questions: 1: Wash - Rinse and SanitizeDocumento3 pagineAssessment Questions: 1: Wash - Rinse and SanitizeAna Margarita AycochoNessuna valutazione finora
- DR PDFDocumento252 pagineDR PDFa_ouchar0% (1)
- 14p-220 Mud PumpDocumento2 pagine14p-220 Mud PumpMurali Sambandan50% (2)
- Basic Geriatric Nursing 6th Edition Williams Test BankDocumento10 pagineBasic Geriatric Nursing 6th Edition Williams Test Bankmaryrodriguezxsntrogkwd100% (49)
- Ham Radio Balu N ManualDocumento7 pagineHam Radio Balu N Manualcolinbeeforth100% (1)
- 300 PSI CTS (MP-1115) Operation Manual Rev1.3Documento18 pagine300 PSI CTS (MP-1115) Operation Manual Rev1.3Juan Manuel VizosoNessuna valutazione finora
- HCPL 316J 000eDocumento34 pagineHCPL 316J 000eElyes MbarekNessuna valutazione finora
- 41z S4hana2021 Set-Up en XXDocumento46 pagine41z S4hana2021 Set-Up en XXHussain MulthazimNessuna valutazione finora
- WPBSA Official Rules of The Games of Snooker and Billiards 2020 PDFDocumento88 pagineWPBSA Official Rules of The Games of Snooker and Billiards 2020 PDFbabuzducNessuna valutazione finora
- Electric ScootorDocumento40 pagineElectric Scootor01fe19bme079Nessuna valutazione finora
- Circle The Best Answer A, B, C, D or EDocumento4 pagineCircle The Best Answer A, B, C, D or Ewilder jackNessuna valutazione finora
- Gemh 108Documento20 pagineGemh 108YuvrajNessuna valutazione finora
- Assignment 1Documento3 pagineAssignment 1farhang_tNessuna valutazione finora
- Dusta ManaDocumento16 pagineDusta ManamahaphalaNessuna valutazione finora
- Malvinas Gas Plant Operator Training: Paragon Engineering Services, Inc. Houston, TexasDocumento71 pagineMalvinas Gas Plant Operator Training: Paragon Engineering Services, Inc. Houston, TexasMary Cruz Meza CahuanaNessuna valutazione finora
- Gamak MotorDocumento34 pagineGamak MotorCengiz Sezer100% (1)
- The Acceptability of Rubber Tree Sap (A As An Alternative Roof SealantDocumento7 pagineThe Acceptability of Rubber Tree Sap (A As An Alternative Roof SealantHannilyn Caldeo100% (2)
- IMO Ship Waste Delivery Receipt Mepc - Circ - 645Documento1 paginaIMO Ship Waste Delivery Receipt Mepc - Circ - 645wisnukerNessuna valutazione finora
- 4 Force & ExtensionDocumento13 pagine4 Force & ExtensionSelwah Hj AkipNessuna valutazione finora