Potrebbero piacerti anche
- Hypermesh Installation ProcedureDocumento1 paginaHypermesh Installation Proceduremaddy_scribdNessuna valutazione finora
- Fluid Mechanics by S K MondalDocumento0 pagineFluid Mechanics by S K Mondalsatoni12Nessuna valutazione finora
- Aerodynamics: Linear MotionDocumento32 pagineAerodynamics: Linear Motionmaddy_scribdNessuna valutazione finora
- Forging NotesDocumento71 pagineForging Notesmaddy_scribd100% (1)
- A Brief Introduction To Composite MaterialsDocumento67 pagineA Brief Introduction To Composite Materialsmaddy_scribdNessuna valutazione finora
- poundingOfPolymers&Composites (71) (NXPowerLite)Documento71 paginepoundingOfPolymers&Composites (71) (NXPowerLite)maddy_scribd100% (1)
- Metal Spinning Machines with Offline Programming SoftwareDocumento0 pagineMetal Spinning Machines with Offline Programming Softwaremaddy_scribdNessuna valutazione finora
- What's New in Mastercam X3Documento0 pagineWhat's New in Mastercam X3maddy_scribdNessuna valutazione finora
- Measure Parallelism ToleranceDocumento31 pagineMeasure Parallelism Tolerancemaddy_scribdNessuna valutazione finora
- Casting Quality ControlDocumento62 pagineCasting Quality ControlusharajendranNessuna valutazione finora
- MCAMX4 RefGuideDocumento0 pagineMCAMX4 RefGuidemaddy_scribdNessuna valutazione finora
- Casting Lost Wax ProcessDocumento13 pagineCasting Lost Wax ProcessNaveen S YadavNessuna valutazione finora
- Casting ProcessDocumento30 pagineCasting ProcessParas ThakurNessuna valutazione finora
- Volume Milling Wf4Documento17 pagineVolume Milling Wf4Dado Maja ArseninNessuna valutazione finora
- Unit 29 Correlative Tolerances - Co Planarity and SymmetryDocumento12 pagineUnit 29 Correlative Tolerances - Co Planarity and Symmetrymaddy_scribdNessuna valutazione finora
- Unit 16Documento17 pagineUnit 16maddy_scribd100% (1)
- ProfilesDocumento37 pagineProfilesmaddy_scribdNessuna valutazione finora
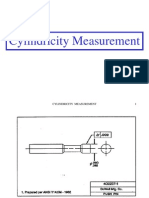
- Cylindricity Measurement 1Documento8 pagineCylindricity Measurement 1maddy_scribdNessuna valutazione finora
- Unit 14Documento7 pagineUnit 14maddy_scribdNessuna valutazione finora
- Straightness Features SizeDocumento16 pagineStraightness Features Sizemaddy_scribdNessuna valutazione finora
- 12 TotalRunoutMeasurement24Documento10 pagine12 TotalRunoutMeasurement24maddy_scribdNessuna valutazione finora
- Tolerance Analysis 09.04.03Documento26 pagineTolerance Analysis 09.04.03maddy_scribdNessuna valutazione finora
- Fundamentals 07.04.03Documento22 pagineFundamentals 07.04.03maddy_scribdNessuna valutazione finora
- Unit 17Documento11 pagineUnit 17maddy_scribdNessuna valutazione finora
- Unit 29 Correlative Tolerances - Co Planarity and SymmetryDocumento12 pagineUnit 29 Correlative Tolerances - Co Planarity and Symmetrymaddy_scribdNessuna valutazione finora
- Tolerance of Position (TOP) - 1Documento34 pagineTolerance of Position (TOP) - 1maddy_scribdNessuna valutazione finora
- Cylindricity Measurement 1Documento8 pagineCylindricity Measurement 1maddy_scribdNessuna valutazione finora
- Circular Runout Measurement 1Documento19 pagineCircular Runout Measurement 1maddy_scribdNessuna valutazione finora
- Interpret The Flatness Control. - Interpret The Straightness Control. - Interpret The Circularity Control. - Interpret The Cylindricity ControlDocumento23 pagineInterpret The Flatness Control. - Interpret The Straightness Control. - Interpret The Circularity Control. - Interpret The Cylindricity Controlmaddy_scribdNessuna valutazione finora
- Form ControlsDocumento110 pagineForm Controlsmaddy_scribdNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Fundamentals of Metal CastingDocumento37 pagineFundamentals of Metal Castinghimanshu singhNessuna valutazione finora
- 17-4 Fi Us enDocumento10 pagine17-4 Fi Us ennaeem akramNessuna valutazione finora
- Understanding Cement Article DirectoryDocumento3 pagineUnderstanding Cement Article Directoryv1963Nessuna valutazione finora
- Garnet Sand Properties and UsesDocumento1 paginaGarnet Sand Properties and UsesnnuekNessuna valutazione finora
- 5 Milling and Related OperationsDocumento19 pagine5 Milling and Related Operationsrabbi35_me10Nessuna valutazione finora
- Wsc2015 Tp10 PV TW Assembly Iso A PreDocumento1 paginaWsc2015 Tp10 PV TW Assembly Iso A PreCristyan ReisNessuna valutazione finora
- Ms 966 Part 1 2001 Playground Equipment Part 1 Specifications For Materials First Revision PDFDocumento17 pagineMs 966 Part 1 2001 Playground Equipment Part 1 Specifications For Materials First Revision PDFAhmad HafizNessuna valutazione finora
- Durable Mould Release AgentDocumento2 pagineDurable Mould Release AgentPhuong The NguyenNessuna valutazione finora
- Vermont Turning Insert CatalogDocumento84 pagineVermont Turning Insert CatalogMann Sales & MarketingNessuna valutazione finora
- Industrial Arts 6: Week 1Documento12 pagineIndustrial Arts 6: Week 1JIAN M. PURUNTONG100% (1)
- Weld Overlay Procedure For WN Flange 2'' #900 RTJDocumento8 pagineWeld Overlay Procedure For WN Flange 2'' #900 RTJFerdie OS100% (1)
- OMG ACS Borchi OXY-Coat Dosage PDFDocumento19 pagineOMG ACS Borchi OXY-Coat Dosage PDFpattycastillojNessuna valutazione finora
- Leaching (Assignment)Documento3 pagineLeaching (Assignment)MuhammadMustaqimSafiyNessuna valutazione finora
- En The Importance of Cutting Edge Preparation 2016Documento38 pagineEn The Importance of Cutting Edge Preparation 2016Jo marNessuna valutazione finora
- Inspection Report ALU - Jul-2021 PASS, FAILDocumento196 pagineInspection Report ALU - Jul-2021 PASS, FAILHiếu PhanNessuna valutazione finora
- 5.piping SeminarDocumento85 pagine5.piping Seminarvg100% (2)
- Rev - 0.1 Markup 31.01.2024Documento3 pagineRev - 0.1 Markup 31.01.2024phoenixenggworkNessuna valutazione finora
- Brazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedDocumento20 pagineBrazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedAaquil RaziNessuna valutazione finora
- 350 KLD EtpDocumento21 pagine350 KLD EtpAlok SinghNessuna valutazione finora
- Astm A666 - StainlesssteelDocumento8 pagineAstm A666 - StainlesssteelPeter MohabNessuna valutazione finora
- NovaSeptic Mixer - MilliporeDocumento4 pagineNovaSeptic Mixer - MilliporeEurico NagaiNessuna valutazione finora
- GALVANIZED STEEL SPECIFICATIONS GUIDEDocumento6 pagineGALVANIZED STEEL SPECIFICATIONS GUIDEzineil BlackwoodNessuna valutazione finora
- TR2000 - Get Datasheet PDFDocumento1 paginaTR2000 - Get Datasheet PDFwendeltrentoNessuna valutazione finora
- PENGARUH LAJU ALDocumento10 paginePENGARUH LAJU ALBELAJAR BERSAMA. NETNessuna valutazione finora
- Enhancement of Pool Boiling Heat Transfer Using 3d-Printed Groove StructureDocumento11 pagineEnhancement of Pool Boiling Heat Transfer Using 3d-Printed Groove StructureHao Wei PangNessuna valutazione finora
- Tank Erection ProcedureDocumento15 pagineTank Erection Procedurejohney294% (16)
- ME311 Manufacturing Processes 3-0-0-3 2016 Prerequisite: NilDocumento2 pagineME311 Manufacturing Processes 3-0-0-3 2016 Prerequisite: NilaslamNessuna valutazione finora
- Cross Girders Drawing-ModelDocumento1 paginaCross Girders Drawing-ModelSindhura BhagavathulaNessuna valutazione finora
- CERT SAE 4340 180mm 8.195mtDocumento1 paginaCERT SAE 4340 180mm 8.195mtMiguel AychasiNessuna valutazione finora
- Coal SlagDocumento4 pagineCoal SlagSivaratnam NavatharanNessuna valutazione finora