Potrebbero piacerti anche
- FSW Seminar: Friction Stir Welding Process ExplainedDocumento26 pagineFSW Seminar: Friction Stir Welding Process ExplainedMohammed Adhnan KbNessuna valutazione finora
- Seminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsDocumento26 pagineSeminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsTharun Cyrus100% (1)
- Seminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsDocumento26 pagineSeminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsDeepak Kaushal0% (1)
- Friction Stir WeldingDocumento22 pagineFriction Stir Weldinggamiebro19Nessuna valutazione finora
- Friction Stir WeldingDocumento26 pagineFriction Stir WeldingMahaManthra0% (1)
- Learn About Friction Stir WeldingDocumento19 pagineLearn About Friction Stir WeldingAkshayNessuna valutazione finora
- FSW Presentation on Friction Stir Welding ProcessDocumento20 pagineFSW Presentation on Friction Stir Welding ProcessGaurav YadavNessuna valutazione finora
- WeldingDocumento19 pagineWeldingPrasanna HasyagarNessuna valutazione finora
- Joining Part2Documento27 pagineJoining Part2Dune StarlightNessuna valutazione finora
- SOLID STATE WELDING TECHNIQUESDocumento77 pagineSOLID STATE WELDING TECHNIQUESparthibankNessuna valutazione finora
- Manufacturing Technology-I: Joining ProcessDocumento43 pagineManufacturing Technology-I: Joining ProcessheartyseeNessuna valutazione finora
- Sravan WeldingDocumento16 pagineSravan WeldingSravan Kumar50Nessuna valutazione finora
- BMP (Class 14 - Class-17) WeldingDocumento24 pagineBMP (Class 14 - Class-17) WeldingAsesh PramanikNessuna valutazione finora
- Mee4040 Welding Technologies: Welding Types Used in Automotive IndustryDocumento30 pagineMee4040 Welding Technologies: Welding Types Used in Automotive IndustryMetin AYDINNessuna valutazione finora
- Working Principle of FSPDocumento5 pagineWorking Principle of FSPjames_raj_7Nessuna valutazione finora
- Unit Ii Resistance Welding ProcessesDocumento49 pagineUnit Ii Resistance Welding ProcessesparthibankNessuna valutazione finora
- Final ProjDocumento107 pagineFinal ProjNaveen KumarNessuna valutazione finora
- ProjectionWelding JiangDocumento23 pagineProjectionWelding JiangVimal KumarNessuna valutazione finora
- Tailor Welded BlanksDocumento52 pagineTailor Welded BlanksYuvaraj YuvarajNessuna valutazione finora
- 7 WeldingDocumento5 pagine7 WeldingpandaprasadNessuna valutazione finora
- Submerged Arc-Welding (SAW)Documento9 pagineSubmerged Arc-Welding (SAW)Ad Man GeTigNessuna valutazione finora
- Advanced welding techniques for joining metalsDocumento11 pagineAdvanced welding techniques for joining metals0502ravi100% (1)
- MigDocumento6 pagineMigPensel KoNtotNessuna valutazione finora
- Fabrication Methods (Welding)Documento84 pagineFabrication Methods (Welding)Karthikeyan MurugananthanNessuna valutazione finora
- Presentation 1Documento13 paginePresentation 1jayantkNessuna valutazione finora
- Friction Stir Welding (FSW) Seminar Report 2Documento12 pagineFriction Stir Welding (FSW) Seminar Report 2RajuNessuna valutazione finora
- RT Level L FINALDocumento80 pagineRT Level L FINALSaad AfzalNessuna valutazione finora
- Friction Stir WeldingDocumento17 pagineFriction Stir WeldingMukulNessuna valutazione finora
- Chapter 5-2Documento19 pagineChapter 5-2birhanubic23Nessuna valutazione finora
- WeldingDocumento48 pagineWeldingOkti GiffariNessuna valutazione finora
- Friction Stir Welding: Principle of OperationDocumento12 pagineFriction Stir Welding: Principle of OperationvarmaprasadNessuna valutazione finora
- Workshop LectureDocumento42 pagineWorkshop LectureHassaan YousafNessuna valutazione finora
- Arc WeldingDocumento23 pagineArc WeldingZerohumidity 123100% (1)
- RM01 - 23 Case Study Friction Stir WeldingDocumento49 pagineRM01 - 23 Case Study Friction Stir WeldingAnonymous cgcKzFtXNessuna valutazione finora
- Additive Manufacturing of Tool SteelDocumento20 pagineAdditive Manufacturing of Tool SteelskdxbNessuna valutazione finora
- Solid State WeldingDocumento14 pagineSolid State WeldingRaju_pancal100% (1)
- L2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding ProcessDocumento18 pagineL2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding Process222-020-651Nessuna valutazione finora
- Joining of Plastics and CeramicsDocumento73 pagineJoining of Plastics and Ceramicsrohit mathankerNessuna valutazione finora
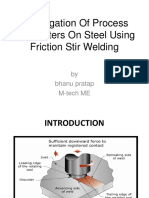
- Investigation of Process Parameters On Steel Using Friction Stir WeldingDocumento17 pagineInvestigation of Process Parameters On Steel Using Friction Stir Weldingbhanu pratapNessuna valutazione finora
- Friction Welding, Explosive WeldingDocumento7 pagineFriction Welding, Explosive WeldingASHUTOSH KUMAR SHRIVASTWANessuna valutazione finora
- Solid State Welding Is A Welding Process, inDocumento24 pagineSolid State Welding Is A Welding Process, inPRABHJOT SINGHNessuna valutazione finora
- Fundamentals of Welding Joints and ProcessesDocumento32 pagineFundamentals of Welding Joints and ProcessescrheidrNessuna valutazione finora
- Subhadeep Saha Mig WeldingDocumento14 pagineSubhadeep Saha Mig WeldingSUBHADEEP SAHANessuna valutazione finora
- Resistance WeldingDocumento24 pagineResistance WeldingSenthil Kumar K LNessuna valutazione finora
- Resistance WeldingDocumento24 pagineResistance WeldingSenthil Kumar K LNessuna valutazione finora
- U 2, Hot&ColdWorking Forging RollingDocumento50 pagineU 2, Hot&ColdWorking Forging RollingSaiduthNessuna valutazione finora
- Lecture 7 - Manufacturing Processes - Metal and Sheet Forming, Bulk Deformation Processes - DR Bilal Ahmad PDFDocumento62 pagineLecture 7 - Manufacturing Processes - Metal and Sheet Forming, Bulk Deformation Processes - DR Bilal Ahmad PDFjawad khalidNessuna valutazione finora
- Unit 5 Welding ProcessDocumento57 pagineUnit 5 Welding Processmahammad kamaluddeenNessuna valutazione finora
- Bulk Deformation ProcessesDocumento71 pagineBulk Deformation ProcessesHavenesh HaveNessuna valutazione finora
- Die Casting MethodDocumento26 pagineDie Casting MethodEr Mishal GandhiNessuna valutazione finora
- Overview of Advanced Welding ProcessesDocumento55 pagineOverview of Advanced Welding ProcessesSaravanan RajendranNessuna valutazione finora
- Welding Design and Process Selection GuideDocumento35 pagineWelding Design and Process Selection GuideParveen KumarNessuna valutazione finora
- Friction Stir Welding (FSW)Documento12 pagineFriction Stir Welding (FSW)sanjaynayeeNessuna valutazione finora
- Metal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationsDocumento21 pagineMetal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationseldhosekjnitNessuna valutazione finora
- Weldability of MetalsDocumento69 pagineWeldability of MetalsMuhammad TalhaNessuna valutazione finora
- Indira Gandhi Institute of Technology: Seminar OnDocumento22 pagineIndira Gandhi Institute of Technology: Seminar OnShubhashree NairNessuna valutazione finora
- Welding Design and Process SelectionDocumento36 pagineWelding Design and Process SelectionponcoNessuna valutazione finora
- Friction Stir WeldingDocumento7 pagineFriction Stir WeldingHari HaranNessuna valutazione finora
- Fabrication (Metal Joining) : Ravishankar M D 17EME14 Elements of Mechanical EngineeringDocumento18 pagineFabrication (Metal Joining) : Ravishankar M D 17EME14 Elements of Mechanical EngineeringSatish HSNessuna valutazione finora
- Spot Welding Interview Success: An Introduction to Spot WeldingDa EverandSpot Welding Interview Success: An Introduction to Spot WeldingNessuna valutazione finora
- Vantakula Rambabu-Resume PDFDocumento1 paginaVantakula Rambabu-Resume PDFAnonymous AdofXEYAgENessuna valutazione finora
- Kurma Rao Saini - Qualification Certificate044Documento10 pagineKurma Rao Saini - Qualification Certificate044Anonymous AdofXEYAgENessuna valutazione finora
- Kurma Rao Saini - CVDocumento1 paginaKurma Rao Saini - CVAnonymous AdofXEYAgENessuna valutazione finora
- Kurma Rao Saini - Introduction Form040Documento2 pagineKurma Rao Saini - Introduction Form040Anonymous AdofXEYAgENessuna valutazione finora
- Kurma Rao Saini - CVDocumento1 paginaKurma Rao Saini - CVAnonymous AdofXEYAgENessuna valutazione finora
- Intro FormDocumento2 pagineIntro FormAnonymous AdofXEYAgENessuna valutazione finora
- Vantakula Rambabu-Experience CertificatesDocumento10 pagineVantakula Rambabu-Experience CertificatesAnonymous AdofXEYAgENessuna valutazione finora
- JD FormDocumento1 paginaJD FormAnonymous AdofXEYAgENessuna valutazione finora
- JD FormDocumento1 paginaJD FormAnonymous AdofXEYAgENessuna valutazione finora
- Pyarechand Kumar - Qualification Certificate064Documento1 paginaPyarechand Kumar - Qualification Certificate064Anonymous AdofXEYAgENessuna valutazione finora
- JD FormDocumento1 paginaJD FormAnonymous AdofXEYAgENessuna valutazione finora
- Mohammad Mukhtar Ali-CvDocumento15 pagineMohammad Mukhtar Ali-CvAnonymous AdofXEYAgENessuna valutazione finora
- Receipt Report IE-2485530Documento1 paginaReceipt Report IE-2485530Anonymous AdofXEYAgENessuna valutazione finora
- Pandi Devaraju Reddy p6303778 CVDocumento36 paginePandi Devaraju Reddy p6303778 CVAnonymous AdofXEYAgENessuna valutazione finora
- 7.interview PersonalDocumento1 pagina7.interview PersonalAnonymous AdofXEYAgENessuna valutazione finora
- Behra Dombo l9997839 CVDocumento28 pagineBehra Dombo l9997839 CVAnonymous AdofXEYAgENessuna valutazione finora
- Kommuji Eswar A Rao - Intro FormDocumento2 pagineKommuji Eswar A Rao - Intro FormAnonymous AdofXEYAgENessuna valutazione finora
- Transcript of Marks: Name: Date of BirthDocumento2 pagineTranscript of Marks: Name: Date of BirthAnonymous AdofXEYAgENessuna valutazione finora
- Rabindra Nayak - Qualification Certificate025Documento6 pagineRabindra Nayak - Qualification Certificate025Anonymous AdofXEYAgENessuna valutazione finora
- Pradhan Bhagirathi CVDocumento1 paginaPradhan Bhagirathi CVAnonymous AdofXEYAgENessuna valutazione finora
- Pradhan Bhagirathi - JD Manpower FormDocumento1 paginaPradhan Bhagirathi - JD Manpower FormAnonymous AdofXEYAgENessuna valutazione finora
- Bus Service 103Documento2 pagineBus Service 103Anonymous AdofXEYAgENessuna valutazione finora
- Agent Application FormDocumento1 paginaAgent Application FormAnonymous AdofXEYAgENessuna valutazione finora
- Department of Clinical Biochemistry Liver Function TestDocumento1 paginaDepartment of Clinical Biochemistry Liver Function TestAnonymous AdofXEYAgENessuna valutazione finora
- Agent Profile SheetDocumento1 paginaAgent Profile SheetAnonymous AdofXEYAgENessuna valutazione finora
- Transcript of Mark List: Harish RDocumento2 pagineTranscript of Mark List: Harish RAnonymous AdofXEYAgENessuna valutazione finora
- 1144 TWI Diploma in Welding Engineering July 2012 PDFDocumento1 pagina1144 TWI Diploma in Welding Engineering July 2012 PDFdaimaheshNessuna valutazione finora
- Curriculum Vitae HariprasadDocumento2 pagineCurriculum Vitae HariprasadAnonymous AdofXEYAgENessuna valutazione finora
- BPVC-IX-Interp Stnd-63 2015 Jan PDFDocumento6 pagineBPVC-IX-Interp Stnd-63 2015 Jan PDFAnonymous AdofXEYAgENessuna valutazione finora
- String Weave and Heat InputDocumento4 pagineString Weave and Heat InputAnonymous AdofXEYAgENessuna valutazione finora
- Label Ing2cDocumento9 pagineLabel Ing2cSMPN 2Nessuna valutazione finora
- Is 2932 2003 PDFDocumento22 pagineIs 2932 2003 PDFSuyambu100% (1)
- A Study On Spinel Formation PDFDocumento5 pagineA Study On Spinel Formation PDFBagas Prasetyawan Adi NugrohoNessuna valutazione finora
- Murex Tig Poster 2008 PDFDocumento1 paginaMurex Tig Poster 2008 PDFPCNessuna valutazione finora
- Wiki ZirconiumDocumento9 pagineWiki Zirconiumtruth.sayerNessuna valutazione finora
- Brochure Syngas ClariantDocumento9 pagineBrochure Syngas ClariantDiego Plana RobertNessuna valutazione finora
- CSA W47.1 and CSA W59 Exam questions study guideDocumento5 pagineCSA W47.1 and CSA W59 Exam questions study guideAlex Alex100% (2)
- Chrome Yellow Experiment-1Documento3 pagineChrome Yellow Experiment-1Roushan RoyNessuna valutazione finora
- Experiment No.2 Froth FlotationDocumento2 pagineExperiment No.2 Froth FlotationShubham KumarNessuna valutazione finora
- Half-Yearly Chemistry Exam Question PaperDocumento9 pagineHalf-Yearly Chemistry Exam Question Paperkumar shivamNessuna valutazione finora
- Choose the Right Lubricant for Your Komatsu Forest MachineDocumento4 pagineChoose the Right Lubricant for Your Komatsu Forest MachineyovannyNessuna valutazione finora
- Capitolo 15Documento20 pagineCapitolo 15Juan Pablo CorreaNessuna valutazione finora
- Dental CementDocumento74 pagineDental CementAisha samreenNessuna valutazione finora
- Ammonia: Valves For Ammonia ServiceDocumento2 pagineAmmonia: Valves For Ammonia ServiceArun Babu0% (1)
- Plant Deodorizer-MSDS 6.8Documento5 paginePlant Deodorizer-MSDS 6.8POEM HUBNessuna valutazione finora
- European Patent Application C07F 7/08: Method For Preparation of Organohydrogen PolysiloxanesDocumento5 pagineEuropean Patent Application C07F 7/08: Method For Preparation of Organohydrogen Polysiloxanesswaroop_exlncNessuna valutazione finora
- Im Dissociation PDFDocumento10 pagineIm Dissociation PDFRamesh SNessuna valutazione finora
- Applications of Protein Sericin From The SilkglandDocumento5 pagineApplications of Protein Sericin From The SilkglandMadiha AshrafNessuna valutazione finora
- Pili Sealant GuideDocumento8 paginePili Sealant GuideMELE BOY ROSARIONessuna valutazione finora
- 2 - ArrowPushingDocumento14 pagine2 - ArrowPushingYoung GothNessuna valutazione finora
- CottonDocumento16 pagineCottonKushagradhi DebnathNessuna valutazione finora
- Complexometrictitration-Ppt Part III A 2Documento21 pagineComplexometrictitration-Ppt Part III A 2Anand NanavatyNessuna valutazione finora
- ASTM D6224 Eksploataciono Praćenje UljaDocumento14 pagineASTM D6224 Eksploataciono Praćenje UljaDejan DejanovicNessuna valutazione finora
- Energy: Haifeng Liu, Xin Wang, Zunqing Zheng, Jingbo Gu, Hu Wang, Mingfa YaoDocumento12 pagineEnergy: Haifeng Liu, Xin Wang, Zunqing Zheng, Jingbo Gu, Hu Wang, Mingfa YaoBắc Phạm LêNessuna valutazione finora
- 6C. AntioxidantsDocumento2 pagine6C. AntioxidantsKim Xiarisse BalugayNessuna valutazione finora
- Lijmproef Verslag v3.1Documento27 pagineLijmproef Verslag v3.1Dominick ZeijlNessuna valutazione finora
- Awt 11 SDS 4001Documento14 pagineAwt 11 SDS 4001Vyrax FalconNessuna valutazione finora
- Reactive Intermediates - LecturesDocumento24 pagineReactive Intermediates - Lecturesapi-3771395100% (1)
- Benzene Quiz Questions - Footprints-Science GCSE Science Animations and Quizzes GCSE Science RevisionDocumento1 paginaBenzene Quiz Questions - Footprints-Science GCSE Science Animations and Quizzes GCSE Science RevisionlollNessuna valutazione finora
- Alternative fuels emission controlDocumento4 pagineAlternative fuels emission controlchaitanyaNessuna valutazione finora