Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
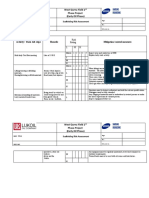
- Samsung Scaffold Risk Assesment 2Documento7 pagineSamsung Scaffold Risk Assesment 2Saleem AkhtarNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- QIS Brochure USL DigitalDocumento24 pagineQIS Brochure USL DigitalSaeedArshadiNessuna valutazione finora
- 011.TBSHE JSA 005 Pipelaying WorkDocumento8 pagine011.TBSHE JSA 005 Pipelaying Worknellaika puspa dewi100% (1)
- Foundations For Conveyor Safety BookDocumento552 pagineFoundations For Conveyor Safety Bookeuds max100% (4)
- 34Documento11 pagine34olivier_rondouin100% (1)
- Rotary Seal Design GuideDocumento434 pagineRotary Seal Design GuideBhargav Suvagiya100% (3)
- ISO - IEC 17025 - 2017 - en - Changes PDFDocumento2 pagineISO - IEC 17025 - 2017 - en - Changes PDFTeoTyJayNessuna valutazione finora
- Audit Methodology FS 10Documento114 pagineAudit Methodology FS 10hewo100% (1)
- Scenario OnlineDocumento14 pagineScenario OnlineSaravana Kumar100% (6)
- Limestone Mining Reserves and ValuationDocumento5 pagineLimestone Mining Reserves and ValuationrannscribdNessuna valutazione finora
- Public Service Continuity PlanDocumento18 paginePublic Service Continuity PlanSandra Kaye Nonan Calica80% (5)
- Construction Safety PlanDocumento71 pagineConstruction Safety PlanClintNessuna valutazione finora
- Ugib NCPDocumento5 pagineUgib NCPJhuRise Ann Mangana100% (1)
- 4302tcseal Chinese Optical Pump SlurryDocumento1 pagina4302tcseal Chinese Optical Pump SlurryBoNeoNessuna valutazione finora
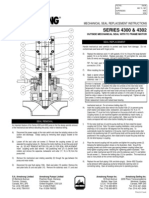
- 2-1 4300 Series BrochureDocumento8 pagine2-1 4300 Series BrochureSyed Muhammad Shamuel SheesNessuna valutazione finora
- John Crane Mechanical Series 5600Documento1 paginaJohn Crane Mechanical Series 5600langtu100% (1)
- Smith, C. W., and R. M. Stulz. "The Determinants of A Firm's Hedging Policy." Journal of Financial and Quantitative Analysis 20 (1985) - 391-406 PDFDocumento17 pagineSmith, C. W., and R. M. Stulz. "The Determinants of A Firm's Hedging Policy." Journal of Financial and Quantitative Analysis 20 (1985) - 391-406 PDFpeiyunshi_163454687Nessuna valutazione finora
- 1.1. Prof. Risk Assessment of Marine Traffic Safety at Coastal Water AreaDocumento7 pagine1.1. Prof. Risk Assessment of Marine Traffic Safety at Coastal Water Areanaing kyawNessuna valutazione finora
- Assessing Scheduled Support of Medical Equipment: Tim RitterDocumento49 pagineAssessing Scheduled Support of Medical Equipment: Tim RitterDodik E. PrasetyoNessuna valutazione finora
- Refugee Health Assignment - 1 Coursera PDFDocumento1 paginaRefugee Health Assignment - 1 Coursera PDFவரலாறு காண்போம்Nessuna valutazione finora
- Sni Iso 37001 Tahun 2017Documento99 pagineSni Iso 37001 Tahun 2017Muhammad WildanNessuna valutazione finora
- Bank Credit Risk and Structural Credit Models Agency and Information Asymmetry PerspectivesDocumento11 pagineBank Credit Risk and Structural Credit Models Agency and Information Asymmetry PerspectivesPrerna RanjanNessuna valutazione finora
- Explaining Explicitation Through KlaudyDocumento13 pagineExplaining Explicitation Through KlaudyDafydd Glyn RichmondNessuna valutazione finora
- Grant JacksonDocumento82 pagineGrant JacksonRavindu RansaraNessuna valutazione finora
- LHe1 CramSheet 01Documento4 pagineLHe1 CramSheet 01MarieNessuna valutazione finora
- Assignment - 2 Planning and Managing It InfrastructureDocumento7 pagineAssignment - 2 Planning and Managing It InfrastructureSurendra Singh ChauhanNessuna valutazione finora
- Full Download Industrial Safety and Health Management 6th Edition Asfahl Test BankDocumento36 pagineFull Download Industrial Safety and Health Management 6th Edition Asfahl Test Bankalexanderstec100% (38)
- Celent Buy Side Risk Impact NoteDocumento20 pagineCelent Buy Side Risk Impact Noteimnowhere62Nessuna valutazione finora
- Iatg 02 20 Quantity and Separation Distances V2 Amd 1Documento80 pagineIatg 02 20 Quantity and Separation Distances V2 Amd 1DOC LABNessuna valutazione finora
- Body Art Consent and Health Disclosure Form For Tattooing and PiercingDocumento1 paginaBody Art Consent and Health Disclosure Form For Tattooing and PiercingDanielNessuna valutazione finora
- Risk AnalysisDocumento11 pagineRisk AnalysisRanvir SinghNessuna valutazione finora
- What Factors Affect The EntrepreneurialDocumento23 pagineWhat Factors Affect The Entrepreneurial02 Andrew Edwin yNessuna valutazione finora
- Procurement Methods in Use by Telecommunication Companies in LagosfinaleDocumento95 pagineProcurement Methods in Use by Telecommunication Companies in LagosfinaleGbemisola TakuroNessuna valutazione finora
- Deliverable 16-3Documento60 pagineDeliverable 16-3tri_rachmantoNessuna valutazione finora