Potrebbero piacerti anche
- Diagrama Elétrico Motor Agrale V8Documento33 pagineDiagrama Elétrico Motor Agrale V8econdiesel80% (5)
- Integrador AcerosDocumento33 pagineIntegrador AcerosKevin Paul100% (1)
- Produção Do Aço Na GerdauDocumento7 pagineProdução Do Aço Na GerdauJunior SilvaNessuna valutazione finora
- Planilha de CÁLCULO DE ROLAMENTOS CompletaDocumento7 paginePlanilha de CÁLCULO DE ROLAMENTOS CompletaDanilo HoskenNessuna valutazione finora
- 02 Ling C - Ex ResolvDocumento236 pagine02 Ling C - Ex ResolvEduardoRosaNessuna valutazione finora
- Fundição Sob-PressãoDocumento65 pagineFundição Sob-Pressãoluizbek100% (1)
- Catálogo Bíblia 2013Documento460 pagineCatálogo Bíblia 2013chu42Nessuna valutazione finora
- Livro Edward HoskenDocumento494 pagineLivro Edward HoskenDanilo Hosken100% (1)
- Ferreira Build PowerDocumento103 pagineFerreira Build PowerpnfrancaNessuna valutazione finora
- Correção Da Ficha de Trabalho Nº 1Documento8 pagineCorreção Da Ficha de Trabalho Nº 1sadoveiroNessuna valutazione finora
- Aço - Processo SiderúrgicoDocumento8 pagineAço - Processo SiderúrgicoCbtJavaliNessuna valutazione finora
- Processos Metalúrgicos de Fabricação PDFDocumento68 pagineProcessos Metalúrgicos de Fabricação PDFSamuel CostaNessuna valutazione finora
- Aula 07 e 08 - 2º Sem. 1º Bi Processos de Fabricação Mecânica PDFDocumento70 pagineAula 07 e 08 - 2º Sem. 1º Bi Processos de Fabricação Mecânica PDFAlan RibeiroNessuna valutazione finora
- FundiçãoDocumento46 pagineFundiçãoEuclides SantanaNessuna valutazione finora
- 349806-Processos Metalúrgicos - Convertedor LDDocumento66 pagine349806-Processos Metalúrgicos - Convertedor LDamaurilopes1203Nessuna valutazione finora
- SiderurgiaDocumento49 pagineSiderurgiaEliana Franco100% (1)
- Seminario Processos AlDocumento58 pagineSeminario Processos AlPriscila KarasawaNessuna valutazione finora
- Tecnologia Dos MateriaisDocumento154 pagineTecnologia Dos MateriaisfabricioNessuna valutazione finora
- Metais e Ligas Não FerrosasDocumento50 pagineMetais e Ligas Não FerrosasAlexandre LopesNessuna valutazione finora
- Relatório Da Visita HellenDocumento10 pagineRelatório Da Visita HellenJoandson Da SilvaNessuna valutazione finora
- Técnologia Dos MateriaisDocumento31 pagineTécnologia Dos MateriaisBruno CoelhoNessuna valutazione finora
- Processos Produção de Aço e de FerroDocumento52 pagineProcessos Produção de Aço e de FerroMarcelo Lima100% (1)
- Processamento Dos MateriaisDocumento226 pagineProcessamento Dos MateriaisÉrikinha CristinaNessuna valutazione finora
- Processos MetalurgicosDocumento64 pagineProcessos MetalurgicosPatriciaQuintanaNessuna valutazione finora
- Pirometalurgia - Trabalho2Documento25 paginePirometalurgia - Trabalho2Próssimu PasNessuna valutazione finora
- Guia MTPD Siderurgia e MetalurgiaDocumento36 pagineGuia MTPD Siderurgia e MetalurgiaMatheus RodriguesNessuna valutazione finora
- Alto FornoDocumento41 pagineAlto FornotapeixotoNessuna valutazione finora
- AciariaDocumento18 pagineAciariaStefanie YangNessuna valutazione finora
- Processos de Fabricação Do AçoDocumento22 pagineProcessos de Fabricação Do AçoBruna AlmeidaNessuna valutazione finora
- Resumo SiderurgiaDocumento4 pagineResumo SiderurgiaAntenor322Nessuna valutazione finora
- Aula4-Siderurgia CompressedDocumento38 pagineAula4-Siderurgia CompressedMarcio LuizNessuna valutazione finora
- IntroduçãoDocumento43 pagineIntroduçãofagner ribeiroNessuna valutazione finora
- Aula2e3-Siderurgia CompressedDocumento73 pagineAula2e3-Siderurgia CompressedMarcio LuizNessuna valutazione finora
- Aciaria e LaminaçãoDocumento7 pagineAciaria e LaminaçãoLucas SouzaNessuna valutazione finora
- Produção de Ferro GusaDocumento37 pagineProdução de Ferro GusaHélio De Verónica SoriarNessuna valutazione finora
- Glossario GERDAUDocumento11 pagineGlossario GERDAUxequemate88068547Nessuna valutazione finora
- Processodeobtenodeaoeferrofundido 150703232237 Lva1 App6891Documento23 pagineProcessodeobtenodeaoeferrofundido 150703232237 Lva1 App6891Renato Elias MarquesNessuna valutazione finora
- Materias Com Resistencia A Altas TemperaturasDocumento10 pagineMaterias Com Resistencia A Altas Temperaturasalexandrebh55Nessuna valutazione finora
- Manual Fabricacao CA 50 CA 60 Arcelor MittalDocumento78 pagineManual Fabricacao CA 50 CA 60 Arcelor Mittalgui_marottiNessuna valutazione finora
- Um Dos Produtos Geralmente Obtidos Na Pirometalurgia É A EscóriaDocumento3 pagineUm Dos Produtos Geralmente Obtidos Na Pirometalurgia É A EscóriaJoab BrazNessuna valutazione finora
- Trabalho Disciplina de Siderurgia 2 UFCDocumento37 pagineTrabalho Disciplina de Siderurgia 2 UFCLucas GomesNessuna valutazione finora
- 6-Alto Forno EspecializacaoDocumento40 pagine6-Alto Forno EspecializacaoGeraldo Magela PereiraNessuna valutazione finora
- Trabalho de FundiçãoDocumento14 pagineTrabalho de Fundiçãomarcel.angra2reis73Nessuna valutazione finora
- Processos Industriais Revisão Do AçoDocumento11 pagineProcessos Industriais Revisão Do AçoCarlosNessuna valutazione finora
- Aula 05 e 06 - 2º Sem. 1º Bi Processos de Fabricação MecânicaDocumento45 pagineAula 05 e 06 - 2º Sem. 1º Bi Processos de Fabricação MecânicaAlan RibeiroNessuna valutazione finora
- Tecnologia Dos Materiais Ii - ResumoDocumento2 pagineTecnologia Dos Materiais Ii - ResumoNayara MeloNessuna valutazione finora
- Pó Fluxante e Desempenho para Aços Carbono de Baixo Tear de CDocumento10 paginePó Fluxante e Desempenho para Aços Carbono de Baixo Tear de CFernando AsthNessuna valutazione finora
- Apresentaofabricao Do Ao Aoeferro 110309111100 Phpapp01Documento58 pagineApresentaofabricao Do Ao Aoeferro 110309111100 Phpapp01VitorMotaNessuna valutazione finora
- Catalogo Und-IIIDocumento7 pagineCatalogo Und-IIIArieneNessuna valutazione finora
- Produção de Aço Por Processos de Redução Direta e Processos ElétricosDocumento5 pagineProdução de Aço Por Processos de Redução Direta e Processos ElétricosIverton FariasNessuna valutazione finora
- 01 - Apostila de Fundição FATEC 01 2013Documento56 pagine01 - Apostila de Fundição FATEC 01 2013metalcoppiNessuna valutazione finora
- GerdauDocumento4 pagineGerdauMestre aomoneNessuna valutazione finora
- Curso Mecanica Industrial I SP 09928 PDFDocumento143 pagineCurso Mecanica Industrial I SP 09928 PDFledilson100% (1)
- Midrex Corex HYLDocumento54 pagineMidrex Corex HYLGuilherme Alvernaz MaiaNessuna valutazione finora
- Introducao A SiderurgiaDocumento78 pagineIntroducao A SiderurgiaMatheus CapovillaNessuna valutazione finora
- Aula 1 120813 - FEADocumento95 pagineAula 1 120813 - FEAIsaque CarvalhoNessuna valutazione finora
- Quimica 9 AoDocumento14 pagineQuimica 9 AoClaudio Silva da PazNessuna valutazione finora
- Apresentacao AcesitaDocumento43 pagineApresentacao AcesitaEduardo LopesNessuna valutazione finora
- Materiais Ceramicos - SialonDocumento11 pagineMateriais Ceramicos - SialonShInChAnMMNessuna valutazione finora
- Processo Dios WordDocumento6 pagineProcesso Dios WordJoao GabrielNessuna valutazione finora
- 1BN - Atividade e Material - TMC I - MichelDocumento68 pagine1BN - Atividade e Material - TMC I - Michellaboratorio aciariaNessuna valutazione finora
- Materiais Metálicos 22-1Documento66 pagineMateriais Metálicos 22-1Luisinho Luis CesarNessuna valutazione finora
- Alumínio e Suas Ligas Power PointDocumento45 pagineAlumínio e Suas Ligas Power PointMarco A. D'avila GabrielNessuna valutazione finora
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoDa EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoNessuna valutazione finora
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoDa EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNessuna valutazione finora
- Atuador Elétrico - Automatização de Válvulas CoesterDocumento22 pagineAtuador Elétrico - Automatização de Válvulas CoesterDanilo HoskenNessuna valutazione finora
- Alinhador - Diferenças XA e TMEADocumento1 paginaAlinhador - Diferenças XA e TMEADanilo HoskenNessuna valutazione finora
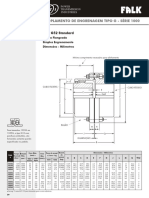
- Acoplamento - Engrenagem Tipo G - Série 1000 - Falk-G25Documento1 paginaAcoplamento - Engrenagem Tipo G - Série 1000 - Falk-G25Danilo HoskenNessuna valutazione finora
- Acoplamento - Engrenagem Tipo G - Série 1000 - Falk-G20Documento1 paginaAcoplamento - Engrenagem Tipo G - Série 1000 - Falk-G20Danilo Hosken100% (2)
- Filtros Coalescentes Serie Basica f39 f46 f47 PDFDocumento2 pagineFiltros Coalescentes Serie Basica f39 f46 f47 PDFDanilo Hosken100% (1)
- O Machismo de How I Met Your MotherDocumento7 pagineO Machismo de How I Met Your MotherAnelise AlmeidaNessuna valutazione finora
- DREWS, Rafael. Redes Contratuais Com Função de Distribuição - Tese USP.Documento223 pagineDREWS, Rafael. Redes Contratuais Com Função de Distribuição - Tese USP.Victor DutraNessuna valutazione finora
- Emilly Vitória Machado Noleto 3° Ano "D" MV300Documento2 pagineEmilly Vitória Machado Noleto 3° Ano "D" MV300Emilly NoletoNessuna valutazione finora
- Ado 6 - Distribuição NormalDocumento4 pagineAdo 6 - Distribuição NormalNox Passei DiretoNessuna valutazione finora
- Ufcd 7844 Gestatildeo de Equipas PDFDocumento69 pagineUfcd 7844 Gestatildeo de Equipas PDFOrlando MonteiroNessuna valutazione finora
- Guia Rapido IndraDriveDocumento40 pagineGuia Rapido IndraDriveAnderson ThiagoNessuna valutazione finora
- Cultivo de Camarão Marinho - Sistema Semi-Intensivo e IntensivoDocumento63 pagineCultivo de Camarão Marinho - Sistema Semi-Intensivo e IntensivoIomar PereiraNessuna valutazione finora
- Revisão de Língua Portuguesa - CNDocumento4 pagineRevisão de Língua Portuguesa - CNFelipeNessuna valutazione finora
- DODF 134 19-07-2021 INTEGRA-pages-106-109Documento4 pagineDODF 134 19-07-2021 INTEGRA-pages-106-109Marc ArnoldiNessuna valutazione finora
- ApontamentoDocumento3 pagineApontamentoClodoaldo SantosNessuna valutazione finora
- Análise Técnica - Um Enfoque Prático - Garimpo Genial - Eduardo MoreiraDocumento67 pagineAnálise Técnica - Um Enfoque Prático - Garimpo Genial - Eduardo MoreiraArmando Caldeira PiresNessuna valutazione finora
- A TEORIA DA LEI NATURAL-James RachelsDocumento5 pagineA TEORIA DA LEI NATURAL-James RachelsFernando Nunes OliveiraNessuna valutazione finora
- Manual Formalização Digital BBF CorbanDocumento26 pagineManual Formalização Digital BBF CorbanAdaildo MattosNessuna valutazione finora
- 1 Lista de Exercícios - PODocumento3 pagine1 Lista de Exercícios - POroger_fassarellaNessuna valutazione finora
- 1-Introducao A GeneticaDocumento28 pagine1-Introducao A GeneticaprincesaNessuna valutazione finora
- Passo A Passo - TEDSEF-Transmissor EletronicoDocumento2 paginePasso A Passo - TEDSEF-Transmissor EletronicoStella SoaresNessuna valutazione finora
- Relatório Final Obra PúblicaDocumento7 pagineRelatório Final Obra PúblicaJaine BarbosaNessuna valutazione finora
- Mulheres e Genero Na Historiografia CapiDocumento199 pagineMulheres e Genero Na Historiografia CapiInes NarcisoNessuna valutazione finora
- 1 Psicologia e Estigmatizacao Do Sujeito DeficienteDocumento13 pagine1 Psicologia e Estigmatizacao Do Sujeito DeficienteWr ZatopNessuna valutazione finora
- MILHO Fertilidade SoloDocumento146 pagineMILHO Fertilidade SoloNiedjaNessuna valutazione finora
- Edital Nº 80.2015-ConcursoPúblico-Edital-PEBTT-finalizadoDocumento84 pagineEdital Nº 80.2015-ConcursoPúblico-Edital-PEBTT-finalizadoFabiano LemosNessuna valutazione finora
- Vendas No WhatsappDocumento8 pagineVendas No WhatsappMari SantosNessuna valutazione finora
- Cosmogonia e CosmologiaDocumento3 pagineCosmogonia e CosmologiaAline CosmirNessuna valutazione finora
- Miyamoto MusashiDocumento6 pagineMiyamoto MusashiProf. Juliano MendesNessuna valutazione finora
- Apostila - Curso de RastreabilidadeDocumento9 pagineApostila - Curso de RastreabilidadeIlidio AbreuNessuna valutazione finora