Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- 5 - Tank Itp - Inspection & Test Plan For TanksDocumento10 pagine5 - Tank Itp - Inspection & Test Plan For TanksAhmed Hassan100% (2)
- Piping Checklist For 30% 3D Model ReviewDocumento3 paginePiping Checklist For 30% 3D Model Reviewcherif yahyaoui100% (5)
- Process CapabilityDocumento19 pagineProcess CapabilityRohit AroraNessuna valutazione finora
- Big M MethodDocumento7 pagineBig M MethodRohit AroraNessuna valutazione finora
- Six Months Training PresentationDocumento37 pagineSix Months Training PresentationRohit AroraNessuna valutazione finora
- Six Months Training PresentationDocumento20 pagineSix Months Training PresentationRohit AroraNessuna valutazione finora
- Process CapabilityDocumento19 pagineProcess CapabilityRohit AroraNessuna valutazione finora
- Series Parallel SystemDocumento7 pagineSeries Parallel SystemRohit AroraNessuna valutazione finora
- MsaDocumento34 pagineMsaRohit Arora100% (1)
- Material HandlingDocumento26 pagineMaterial HandlingRohit AroraNessuna valutazione finora
- Material HandlingDocumento26 pagineMaterial HandlingRohit AroraNessuna valutazione finora
- APCE-Oce551 Unit 1Documento36 pagineAPCE-Oce551 Unit 1Bhuvanapriyan S100% (1)
- Cover Page: Machine Design-II Semester: 8: in This Subject Student Are Learn About Below Given PointDocumento8 pagineCover Page: Machine Design-II Semester: 8: in This Subject Student Are Learn About Below Given PointSp PatelNessuna valutazione finora
- Datasheet Differential Pressure Sensor SDP1108 SDP2108Documento7 pagineDatasheet Differential Pressure Sensor SDP1108 SDP2108jaijadduNessuna valutazione finora
- Start Practice Exam Test Questions Part 1 of The SeriesDocumento155 pagineStart Practice Exam Test Questions Part 1 of The SeriesNida Bagoyboy NatichoNessuna valutazione finora
- The Nuclear Matters Handbook PDFDocumento350 pagineThe Nuclear Matters Handbook PDFGene SevinNessuna valutazione finora
- PART 74 Weldolet Sweepolet Something About WeldoletDocumento9 paginePART 74 Weldolet Sweepolet Something About Weldoletravindra_jivaniNessuna valutazione finora
- Mantenedor de Bateria LBC1206Documento6 pagineMantenedor de Bateria LBC1206YERKO OVIEDONessuna valutazione finora
- FEMEPPsampleDocumento3 pagineFEMEPPsampleWilliam Dave DomasinNessuna valutazione finora
- Synchronous Machines Question BankDocumento10 pagineSynchronous Machines Question BankelecenggNessuna valutazione finora
- SiemensPowerAcademyTD Catalog EN 2016 PDFDocumento14 pagineSiemensPowerAcademyTD Catalog EN 2016 PDFANINDA CHATTERJEENessuna valutazione finora
- 2-Wire Ac or DC Inductive SensorsDocumento10 pagine2-Wire Ac or DC Inductive SensorsCsaba VargaNessuna valutazione finora
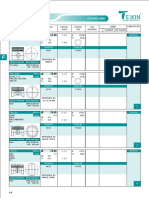
- Teikin Catalog Vol 18-Automotive FiatDocumento6 pagineTeikin Catalog Vol 18-Automotive FiatJuan Esteban Ordoñez BonillaNessuna valutazione finora
- Digital Liquid Meter: Owners Installation, Operation, and Safety ManualDocumento48 pagineDigital Liquid Meter: Owners Installation, Operation, and Safety ManualJuarez FerdNessuna valutazione finora
- Piston Head Analysis - AnsysDocumento5 paginePiston Head Analysis - Ansyssamar kadamNessuna valutazione finora
- Magnetic Particle Testing Procedure PDFDocumento7 pagineMagnetic Particle Testing Procedure PDFNaveen MeenaNessuna valutazione finora
- Tsurumi Cutter ImpellerDocumento5 pagineTsurumi Cutter ImpellerJapril AgustinNessuna valutazione finora
- Basics of Steel MakingDocumento26 pagineBasics of Steel MakingakshukNessuna valutazione finora
- IB Chemistry - HL Topic 3 Questions 1.: (Total 1 Mark)Documento11 pagineIB Chemistry - HL Topic 3 Questions 1.: (Total 1 Mark)Aimee KorantengNessuna valutazione finora
- Design and Fabrication of Oil Skimmer RobotDocumento46 pagineDesign and Fabrication of Oil Skimmer RobotSathiya Udumalpet100% (2)
- CH 1Documento6 pagineCH 1Dineshsingh ThakurNessuna valutazione finora
- Datasheet - GPxxAxxKNX - ENGDocumento1 paginaDatasheet - GPxxAxxKNX - ENGVishal SuryawaniNessuna valutazione finora
- Air Blast Circuit Breaker 1Documento19 pagineAir Blast Circuit Breaker 1Bidya Bhusan MajiNessuna valutazione finora
- Xylem Lowara FHE FHS FHF BrochureDocumento136 pagineXylem Lowara FHE FHS FHF BrochureDanicaNessuna valutazione finora
- Fuel Cell or Battery Electric Cars Are The Future-07Documento9 pagineFuel Cell or Battery Electric Cars Are The Future-07jshreya100% (1)
- ChemiTek SOLARWASHPROTECT DATASHEETDocumento2 pagineChemiTek SOLARWASHPROTECT DATASHEETPhani ArvapalliNessuna valutazione finora
- CTO 550 115 Current TransformerDocumento3 pagineCTO 550 115 Current Transformersagar ramaniNessuna valutazione finora
- Electric Operacion RENR3037!03!01 - ALLDocumento60 pagineElectric Operacion RENR3037!03!01 - ALLRaúl Alberto Zang100% (1)
- Worldpremium: AC-250M/156-60S AC-255M/156-60S AC-260M/156-60SDocumento2 pagineWorldpremium: AC-250M/156-60S AC-255M/156-60S AC-260M/156-60SSeptimiu BotaNessuna valutazione finora