Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Practice Exercise On Trigonometry p3Documento5 paginePractice Exercise On Trigonometry p3Syukre Geoffery0% (1)
- Rudin SolutionsDocumento22 pagineRudin SolutionsAbhijit Bhattacharya100% (5)
- Landscape ArchitecturDocumento58 pagineLandscape ArchitecturpassionpropelNessuna valutazione finora
- Inscribed AnglesDocumento22 pagineInscribed AnglesLeo Rene Astacaan LeonidaNessuna valutazione finora
- Clayoo Commands PDFDocumento5 pagineClayoo Commands PDFmaciadisd0% (1)
- MasteringPhysics - Assignment 9 - Forces Part OneDocumento5 pagineMasteringPhysics - Assignment 9 - Forces Part OneStrange Sht75% (4)
- 2005 CXC PractiseDocumento4 pagine2005 CXC Practisesnowflakes21Nessuna valutazione finora
- JEE Advanced Assign - Maths123Documento20 pagineJEE Advanced Assign - Maths123aumoghNessuna valutazione finora
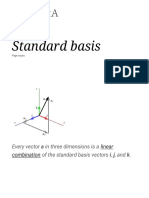
- Standard Basis - WikipediaDocumento10 pagineStandard Basis - WikipediaEr Shubham RaksheNessuna valutazione finora
- CH 3 MomentumDocumento70 pagineCH 3 MomentumAmaranath Govindolla100% (1)
- 11 Mathematics PDFDocumento10 pagine11 Mathematics PDFVipool GhetiaNessuna valutazione finora
- Aops Community 2016 Iranian Geometry OlympiadDocumento3 pagineAops Community 2016 Iranian Geometry OlympiadNguyễn Hữu ĐứcNessuna valutazione finora
- Compiled Questions in Mathematics (Moodle)Documento875 pagineCompiled Questions in Mathematics (Moodle)Marynelle Tulod60% (5)
- Special Relativity and Minkowski SpacesDocumento13 pagineSpecial Relativity and Minkowski Spacesgraviton6Nessuna valutazione finora
- Chapter 3 (Flotation)Documento13 pagineChapter 3 (Flotation)Ship Wonders100% (2)
- Double Angle and Half Angle IdentitiesDocumento10 pagineDouble Angle and Half Angle IdentitiesKim TrinidadNessuna valutazione finora
- Coriolis EffectDocumento18 pagineCoriolis Effectsoni kuttimaNessuna valutazione finora
- Friction & Moment of Inertia-Engineering Mechanics-IIT-KanpurDocumento51 pagineFriction & Moment of Inertia-Engineering Mechanics-IIT-KanpurNitin SharmaNessuna valutazione finora
- Shapes Google Sketchup Project RevisedDocumento2 pagineShapes Google Sketchup Project RevisedErin WhitakerNessuna valutazione finora
- Physics ChallangeDocumento4 paginePhysics ChallangeAgus LawNessuna valutazione finora
- Ap Physics Unit 1 Test ReviewDocumento4 pagineAp Physics Unit 1 Test ReviewnfnfehiuNessuna valutazione finora
- Differential CalculusDocumento119 pagineDifferential CalculusJMPerezNessuna valutazione finora
- Cannon R-1962Documento13 pagineCannon R-1962Петро ДмитеркоNessuna valutazione finora
- GR 11 Math Entry Level AssessmentDocumento8 pagineGR 11 Math Entry Level AssessmentSamarNessuna valutazione finora
- Engineering Drawing and Computer Graphics: Rajaram Lakkaraju Mechanical Engineering, IIT KharagpurDocumento47 pagineEngineering Drawing and Computer Graphics: Rajaram Lakkaraju Mechanical Engineering, IIT KharagpurNavinNessuna valutazione finora
- Motion in A Resisting Medium PDFDocumento9 pagineMotion in A Resisting Medium PDFWilliam GrecoNessuna valutazione finora
- Matlab Tutorial and Linear Algebra ReviewDocumento34 pagineMatlab Tutorial and Linear Algebra ReviewRoihanNstNessuna valutazione finora
- Engaging Holistic Health Through Interactive Design in Public SpaDocumento61 pagineEngaging Holistic Health Through Interactive Design in Public SpaLakshana AdityanNessuna valutazione finora
- KINEMATICSDocumento12 pagineKINEMATICSMichael DanielsNessuna valutazione finora
- Integral Calculus PresentationDocumento23 pagineIntegral Calculus PresentationAllan BautistaNessuna valutazione finora