Potrebbero piacerti anche
- Introduction To Agricultural and Natural Resources: Introduction To Economics FREC 150 Dr. Steven E. HastingsDocumento26 pagineIntroduction To Agricultural and Natural Resources: Introduction To Economics FREC 150 Dr. Steven E. HastingsAteeq RehmanNessuna valutazione finora
- Production Planning and ControlDocumento30 pagineProduction Planning and Controlsachinlomte8614Nessuna valutazione finora
- Vocabulary S V LDocumento9 pagineVocabulary S V Lsachinlomte8614Nessuna valutazione finora
- Purchasing and Materials Management PDFDocumento210 paginePurchasing and Materials Management PDFShueab Mujawar100% (1)
- Presented By, Riya Sunny S2, Mba Roll:36Documento10 paginePresented By, Riya Sunny S2, Mba Roll:36sachinlomte8614Nessuna valutazione finora
- Rhetoric/Persuasion: Sachin Vijay LOMTEDocumento18 pagineRhetoric/Persuasion: Sachin Vijay LOMTEsachinlomte8614Nessuna valutazione finora
- Iare PPC Lecture Notes 0 PDFDocumento218 pagineIare PPC Lecture Notes 0 PDFRaju BhaiNessuna valutazione finora
- Capacity Planning For Products and ServicesDocumento68 pagineCapacity Planning For Products and ServicesJAPNessuna valutazione finora
- Chip Basics 17Documento88 pagineChip Basics 17sachinlomte8614Nessuna valutazione finora
- Smart manufacturing: Characteristics, technologies and enabling factorsDocumento21 pagineSmart manufacturing: Characteristics, technologies and enabling factorssachinlomte8614Nessuna valutazione finora
- Capacity PlanningDocumento29 pagineCapacity PlanningharshadaNessuna valutazione finora
- 1 MachinabilityDocumento34 pagine1 Machinabilitysachinlomte8614Nessuna valutazione finora
- Operations Management Definition and Key ConceptsDocumento34 pagineOperations Management Definition and Key ConceptsArchana Ashok AhireNessuna valutazione finora
- Vi Module BackupDocumento33 pagineVi Module BackupSubrahmanya SringeriNessuna valutazione finora
- Operations 2014Documento15 pagineOperations 2014sachinlomte8614Nessuna valutazione finora
- Module No. 9: Advanced Metal Casting ProcessesDocumento3 pagineModule No. 9: Advanced Metal Casting Processessachinlomte8614Nessuna valutazione finora
- Heat TreatmentDocumento20 pagineHeat Treatmentshanu100% (1)
- Machinability Data SystemsDocumento7 pagineMachinability Data Systemssachinlomte8614Nessuna valutazione finora
- Unit 2 Manufacturing Operations: SectionsDocumento27 pagineUnit 2 Manufacturing Operations: SectionsSaeed AlshamsiNessuna valutazione finora
- Development of Skills-III S.Y. (Mech) : Sachin LomteDocumento48 pagineDevelopment of Skills-III S.Y. (Mech) : Sachin Lomtesachinlomte8614Nessuna valutazione finora
- Ch22 MachiningOps Wiley PDFDocumento72 pagineCh22 MachiningOps Wiley PDFMohan ShanmugamNessuna valutazione finora
- Drill Press Text BookDocumento138 pagineDrill Press Text BookEng_2014Nessuna valutazione finora
- Forecast Presentation 2014Documento41 pagineForecast Presentation 2014sachinlomte8614Nessuna valutazione finora
- 4 Metal Cutting PDFDocumento42 pagine4 Metal Cutting PDFaviraj2006Nessuna valutazione finora
- Cold CutsDocumento4 pagineCold Cutssachinlomte8614Nessuna valutazione finora
- Modelling Precipitation of Carbides in Martensitic SteelsDocumento207 pagineModelling Precipitation of Carbides in Martensitic Steelssachinlomte8614Nessuna valutazione finora
- IMSDocumento20 pagineIMSsachinlomte8614Nessuna valutazione finora
- Attack Heart Attack Even You Are AloneDocumento7 pagineAttack Heart Attack Even You Are AloneSumanth Krishna100% (13)
- AjkDocumento17 pagineAjksachinlomte8614Nessuna valutazione finora
- Fundamentals of Metal Casting Phase DiagramsDocumento10 pagineFundamentals of Metal Casting Phase Diagramsneetu_deep624Nessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Supports For Pipelines 1758uk 7-03-15 PDFDocumento46 pagineSupports For Pipelines 1758uk 7-03-15 PDFAndor MolitoriszNessuna valutazione finora
- Squashing Commits with RebaseDocumento4 pagineSquashing Commits with RebaseDavid BeaulieuNessuna valutazione finora
- Ccsviiid1 2029-3Documento2 pagineCcsviiid1 2029-3DieguitoOmarMoralesNessuna valutazione finora
- Fluid Mechanics Subjective QuestionsDocumento3 pagineFluid Mechanics Subjective QuestionsCrewdex ProNessuna valutazione finora
- Acoples Lovejoy (Rejilla - Grid, 8 Pág.)Documento8 pagineAcoples Lovejoy (Rejilla - Grid, 8 Pág.)marcelo castilloNessuna valutazione finora
- Heat 4e Chap02 LectureDocumento48 pagineHeat 4e Chap02 LectureAbdul MohsinNessuna valutazione finora
- Galaxy Electrical: Zener DiodesDocumento3 pagineGalaxy Electrical: Zener Diodesdragon-red0816Nessuna valutazione finora
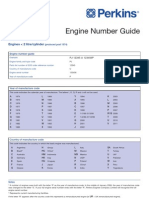
- Perkins Engine Number Guide PP827Documento6 paginePerkins Engine Number Guide PP827Muthu Manikandan100% (1)
- Mi 05025Documento16 pagineMi 05025walidNessuna valutazione finora
- Chapter 5B Horizontal Shear StressDocumento49 pagineChapter 5B Horizontal Shear StressWnikyla Manggad BalanguiNessuna valutazione finora
- Materials System SpecificationDocumento8 pagineMaterials System Specificationnadeem shaikhNessuna valutazione finora
- As3000 Service Manual PDFDocumento180 pagineAs3000 Service Manual PDFsambadeeNessuna valutazione finora
- Naval Arch - Incline TestDocumento11 pagineNaval Arch - Incline TestDheerajKaushalNessuna valutazione finora
- Ion Thruster GuideDocumento16 pagineIon Thruster GuideMimsisiNessuna valutazione finora
- NCP1117, NCV1117Documento17 pagineNCP1117, NCV1117kalimbaloNessuna valutazione finora
- Cutting Guide: Integrated Seat Post (ISP)Documento4 pagineCutting Guide: Integrated Seat Post (ISP)Anand sNessuna valutazione finora
- Oracle Silent InstallDocumento5 pagineOracle Silent InstallAnuj SinghNessuna valutazione finora
- 7 New Management ToolsDocumento6 pagine7 New Management ToolsKarthik SivaNessuna valutazione finora
- LDRDocumento4 pagineLDRRaymond ValdezNessuna valutazione finora
- BS3974 Pipe SupportsDocumento20 pagineBS3974 Pipe SupportsTony100% (1)
- Database transactions, recovery, and concurrencyDocumento30 pagineDatabase transactions, recovery, and concurrencyIvan Jan AvigueteroNessuna valutazione finora
- Class Room Allotment SystemDocumento7 pagineClass Room Allotment SystemPRABANessuna valutazione finora
- Secure ID PIN Generation - Guide: DisclaimerDocumento7 pagineSecure ID PIN Generation - Guide: DisclaimerSunitha RathnamNessuna valutazione finora
- Nagios Enable NRPEDocumento2 pagineNagios Enable NRPEMartin RuswandaNessuna valutazione finora
- GaAs solar cell modeling improves efficiencyDocumento4 pagineGaAs solar cell modeling improves efficiencyTarak BenslimaneNessuna valutazione finora
- Planning - THERM - Timber - H-I - H-V - 2016 (RAICO)Documento542 paginePlanning - THERM - Timber - H-I - H-V - 2016 (RAICO)AnrStukNessuna valutazione finora
- Price ListDocumento2 paginePrice ListCHeng SOngco TAlosigNessuna valutazione finora
- Wetex Middle East Exhibitors 2016Documento7 pagineWetex Middle East Exhibitors 2016Dinkar JoshiNessuna valutazione finora
- Unit One: Wind LoadsDocumento67 pagineUnit One: Wind Loadsabdu yimerNessuna valutazione finora