Potrebbero piacerti anche
- 297 - Pipe and Shell Design Tool Ver E4.01Documento1 pagina297 - Pipe and Shell Design Tool Ver E4.01Roshan VardeNessuna valutazione finora
- Class 150 Cast Steel Gate Valve Flanged Ends: KITZ Fig: 150SCLSDocumento1 paginaClass 150 Cast Steel Gate Valve Flanged Ends: KITZ Fig: 150SCLSBarranqueraBrotoNessuna valutazione finora
- Copia de Listado Informes Macchi - Rev 1Documento3 pagineCopia de Listado Informes Macchi - Rev 1BarranqueraBrotoNessuna valutazione finora
- Understanding Refractory Failures in Fired Heaters White PaperDocumento10 pagineUnderstanding Refractory Failures in Fired Heaters White PaperALONSO GOMEZNessuna valutazione finora
- Nozzle Repad Design ToolDocumento2 pagineNozzle Repad Design Toolnaveen_86Nessuna valutazione finora
- Toriconical Head Ver 1.1Documento4 pagineToriconical Head Ver 1.1Iqbal AhmadsNessuna valutazione finora
- Toriconical Head Ver 1.1Documento4 pagineToriconical Head Ver 1.1Iqbal AhmadsNessuna valutazione finora
- 297 - Pipe and Shell Design Tool Ver E4.01Documento1 pagina297 - Pipe and Shell Design Tool Ver E4.01Roshan VardeNessuna valutazione finora
- Nozzle Loads WRC 107 Ver 1.1Documento5 pagineNozzle Loads WRC 107 Ver 1.1Honey Tiwari75% (4)
- Toriconical Head Ver 1.1Documento4 pagineToriconical Head Ver 1.1Iqbal AhmadsNessuna valutazione finora
- Toriconical Head Ver 1.1Documento4 pagineToriconical Head Ver 1.1Iqbal AhmadsNessuna valutazione finora
- API-653-Vol 2Documento122 pagineAPI-653-Vol 2Vicky Kumar100% (7)
- 02 - Vessel Pressure & Thickness CalculationDocumento3 pagine02 - Vessel Pressure & Thickness CalculationBarranqueraBrotoNessuna valutazione finora
- Toriconical Head Ver 1.1Documento4 pagineToriconical Head Ver 1.1Iqbal AhmadsNessuna valutazione finora
- MTC Consumable 1 SignedDocumento1 paginaMTC Consumable 1 SignedBarranqueraBrotoNessuna valutazione finora
- Pocket Map: North Rim Services GuideDocumento2 paginePocket Map: North Rim Services GuideMartaNessuna valutazione finora
- Design of Pressure Vessel (Int & Ext)Documento394 pagineDesign of Pressure Vessel (Int & Ext)api-3824026100% (8)
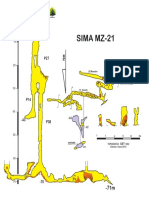
- MZ21Documento1 paginaMZ21BarranqueraBrotoNessuna valutazione finora
- Steel GradesDocumento8 pagineSteel GradesBarranqueraBrotoNessuna valutazione finora
- 21 Pressure Vessel HandbookDocumento499 pagine21 Pressure Vessel HandbookFelipe Arturo Biela Cornejo100% (22)
- Steel GradesDocumento8 pagineSteel GradesBarranqueraBrotoNessuna valutazione finora
- Kiefner & Associates, Inc.: Diameter WT Smys MOP CVN Design Factor Station Number Mile Post Line NumberDocumento5 pagineKiefner & Associates, Inc.: Diameter WT Smys MOP CVN Design Factor Station Number Mile Post Line NumberBarranqueraBrotoNessuna valutazione finora
- MTC 1 SignedDocumento6 pagineMTC 1 SignedBarranqueraBrotoNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hardener ER-42 - REMA TIP TOPDocumento3 pagineHardener ER-42 - REMA TIP TOPdedison_r100% (1)
- Cable DetailDocumento3 pagineCable Detailrajeshpalla4Nessuna valutazione finora
- A Review On Limestone Calcined Clay Cement (Lc3) ConcreteDocumento5 pagineA Review On Limestone Calcined Clay Cement (Lc3) ConcreteAyesha AyubNessuna valutazione finora
- Technical Data UltraproofDocumento2 pagineTechnical Data UltraproofSidik ArzachelNessuna valutazione finora
- Monthly Bulletin of Indices For The Price Adjustment Formulae For Construction Contracts. October 2009Documento213 pagineMonthly Bulletin of Indices For The Price Adjustment Formulae For Construction Contracts. October 2009ferdinandbataraNessuna valutazione finora
- Venkat - MoRTH 5th Revision Essential Tables For Highway Field EngineersDocumento68 pagineVenkat - MoRTH 5th Revision Essential Tables For Highway Field EngineersV Venkata Narayana96% (28)
- Mix DesignDocumento30 pagineMix DesignyogiforyouNessuna valutazione finora
- Extreme Wear Resistance and ToughnessDocumento4 pagineExtreme Wear Resistance and Toughnesssrinivas rao rayuduNessuna valutazione finora
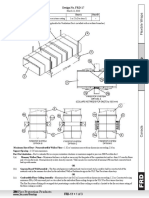
- Insulation PinsDocumento2 pagineInsulation PinsChandravadanNessuna valutazione finora
- Astm d1655 Jet Specification SummaryDocumento1 paginaAstm d1655 Jet Specification SummaryJordan Gaspar CamposNessuna valutazione finora
- Hexadrain Brickslot OverviewDocumento2 pagineHexadrain Brickslot Overviewloren4_rengifo3044Nessuna valutazione finora
- D PPT 1Documento9 pagineD PPT 1Pavan PavanNessuna valutazione finora
- 094 Pressure Gauge Cocks and ValvesDocumento3 pagine094 Pressure Gauge Cocks and ValvesRISHABH VERMANessuna valutazione finora
- Timesaver Cast Iron Drainage SystemsDocumento22 pagineTimesaver Cast Iron Drainage SystemsNaveen DiggaiNessuna valutazione finora
- Phenoline 1205 PDS 9-06 PDFDocumento2 paginePhenoline 1205 PDS 9-06 PDFttr_1947Nessuna valutazione finora
- Mini Review On Nano Materials Synthesis and Applications in Metal SulphidesDocumento13 pagineMini Review On Nano Materials Synthesis and Applications in Metal SulphidesInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- List of Common FormulasDocumento3 pagineList of Common FormulasJun YoutubeNessuna valutazione finora
- DN 40 - 1200 PN10/16: Large Tolerance Multimaterials Coupling Flanged AdaptorDocumento4 pagineDN 40 - 1200 PN10/16: Large Tolerance Multimaterials Coupling Flanged Adaptorpablo gerardo gil cocaNessuna valutazione finora
- Qualitative Analysis of Inorganic Salt 11 and 12 ChemistryDocumento66 pagineQualitative Analysis of Inorganic Salt 11 and 12 Chemistrybakhshishh06Nessuna valutazione finora
- Datasheet For Metals ST 90 PCDocumento2 pagineDatasheet For Metals ST 90 PCGalNessuna valutazione finora
- Shell Gadus S2 V460D 2: Performance, Features & Benefits Main ApplicationsDocumento2 pagineShell Gadus S2 V460D 2: Performance, Features & Benefits Main ApplicationsMUHAMMAD LUTHFINessuna valutazione finora
- Concrete Imprint Method Statementt Method Statement MTEXIMPRINTDocumento2 pagineConcrete Imprint Method Statementt Method Statement MTEXIMPRINTMie Ee0% (1)
- 1 PDFDocumento18 pagine1 PDFMasood HassanNessuna valutazione finora
- Main Gate and Boundary Wall PDFDocumento13 pagineMain Gate and Boundary Wall PDFwali mustafaNessuna valutazione finora
- The Optimum Collection Global Version 2022 FlipbookDocumento8 pagineThe Optimum Collection Global Version 2022 FlipbookAnthony_I2CNessuna valutazione finora
- Dupont Oasis 120TWT561 Datasheet 1Documento2 pagineDupont Oasis 120TWT561 Datasheet 1kamlesh vaishnavNessuna valutazione finora
- Magway University, Men Chummery (158'-0" X 30'-0") 2-Storyde R.C.C Building, SUB-Structure Bill of Quantity Particulars Quantity Unit Rate Per AmountDocumento1 paginaMagway University, Men Chummery (158'-0" X 30'-0") 2-Storyde R.C.C Building, SUB-Structure Bill of Quantity Particulars Quantity Unit Rate Per Amountnang homNessuna valutazione finora
- MasterPel 777 v3Documento3 pagineMasterPel 777 v3Mohamed KhanNessuna valutazione finora
- Lab 1Documento7 pagineLab 1Gagan GautamNessuna valutazione finora
- FRD17Documento3 pagineFRD17Raul FloresNessuna valutazione finora