Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
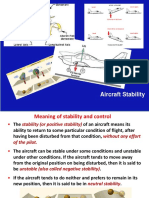
- Aircraft StabilityDocumento21 pagineAircraft StabilityPrasad Chamarajanagar100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Aircraft Lift and DragDocumento17 pagineAircraft Lift and DragPrasad Chamarajanagar100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- ECE Lab ManualDocumento73 pagineECE Lab ManualPrasad ChamarajanagarNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Axial Flow CompressorsDocumento16 pagineAxial Flow CompressorsPrasad ChamarajanagarNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- ME 4232: Fluid Power Controls LabDocumento18 pagineME 4232: Fluid Power Controls LabPrasad ChamarajanagarNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Hydraulic Components and SystemsDocumento31 pagineHydraulic Components and SystemsPrasad ChamarajanagarNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hydraulic Components and SystemsDocumento31 pagineHydraulic Components and SystemsPrasad ChamarajanagarNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- 2-Stage Turbo MatchDocumento11 pagine2-Stage Turbo MatchPrasad ChamarajanagarNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- QB NcesDocumento2 pagineQB NcesPrasad ChamarajanagarNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Frequently Asked Questions On Non-Conventional EnergyDocumento6 pagineFrequently Asked Questions On Non-Conventional EnergyPrasad ChamarajanagarNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- BMGT 200 Assignment 2 Answer KeysDocumento3 pagineBMGT 200 Assignment 2 Answer Keysharout keshishianNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Module6 Quiz1Documento4 pagineModule6 Quiz1karthik1555Nessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- NABARD R&D Seminar FormatDocumento7 pagineNABARD R&D Seminar FormatAnupam G. RatheeNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- International Security Notes International Security NotesDocumento34 pagineInternational Security Notes International Security NotesBEeNaNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- A Hybrid Genetic-Neural Architecture For Stock Indexes ForecastingDocumento31 pagineA Hybrid Genetic-Neural Architecture For Stock Indexes ForecastingMaurizio IdiniNessuna valutazione finora
- Stentofon Pulse: IP Based Intercom SystemDocumento22 pagineStentofon Pulse: IP Based Intercom SystemCraigNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Business-Communication Solved MCQs (Set-3)Documento8 pagineBusiness-Communication Solved MCQs (Set-3)Pavan Sai Krishna KottiNessuna valutazione finora
- EN 50122-1 January 2011 Corrientes RetornoDocumento81 pagineEN 50122-1 January 2011 Corrientes RetornoConrad Ziebold VanakenNessuna valutazione finora
- HFE0106 TraskPart2Documento5 pagineHFE0106 TraskPart2arunkr1Nessuna valutazione finora
- Asterisk NowDocumento82 pagineAsterisk Nowkambojk100% (1)
- T5 B11 Victor Manuel Lopez-Flores FDR - FBI 302s Re VA ID Cards For Hanjour and Almihdhar 195Documento11 pagineT5 B11 Victor Manuel Lopez-Flores FDR - FBI 302s Re VA ID Cards For Hanjour and Almihdhar 1959/11 Document Archive100% (2)
- 2016 IT - Sheilding Guide PDFDocumento40 pagine2016 IT - Sheilding Guide PDFlazarosNessuna valutazione finora
- Editan - Living English (CD Book)Documento92 pagineEditan - Living English (CD Book)M Luthfi Al QodryNessuna valutazione finora
- BS 7974 2019Documento68 pagineBS 7974 2019bcyt00Nessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- C4 Vectors - Vector Lines PDFDocumento33 pagineC4 Vectors - Vector Lines PDFMohsin NaveedNessuna valutazione finora
- School Based INSET Interim EvaluationDocumento8 pagineSchool Based INSET Interim Evaluationprinces arcangelNessuna valutazione finora
- Predator U7135 ManualDocumento36 paginePredator U7135 Manualr17g100% (1)
- WHO Guidelines For Drinking Water: Parameters Standard Limits As Per WHO Guidelines (MG/L)Documento3 pagineWHO Guidelines For Drinking Water: Parameters Standard Limits As Per WHO Guidelines (MG/L)114912Nessuna valutazione finora
- Individual Career Plan: DIRECTIONS: Answer The Following Questions in Paragraph Form (3-4 Sentences) Per QuestionDocumento2 pagineIndividual Career Plan: DIRECTIONS: Answer The Following Questions in Paragraph Form (3-4 Sentences) Per Questionapi-526813290Nessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- P 348Documento196 pagineP 348a123456978Nessuna valutazione finora
- BJAS - Volume 5 - Issue Issue 1 Part (2) - Pages 275-281Documento7 pagineBJAS - Volume 5 - Issue Issue 1 Part (2) - Pages 275-281Vengky UtamiNessuna valutazione finora
- Application of Geoelectric Method For GroundwaterDocumento11 pagineApplication of Geoelectric Method For GroundwaterMunther DhahirNessuna valutazione finora
- Kapinga Kamwalye Conservancy ReleaseDocumento5 pagineKapinga Kamwalye Conservancy ReleaseRob ParkerNessuna valutazione finora
- Top 100 Chemical CompaniesDocumento11 pagineTop 100 Chemical Companiestawhide_islamicNessuna valutazione finora
- Standard Test Methods For Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield Type) ViscometerDocumento8 pagineStandard Test Methods For Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield Type) ViscometerRodrigo LopezNessuna valutazione finora
- Chapter 2Documento8 pagineChapter 2Fahmia MidtimbangNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- EVOM ManualDocumento2 pagineEVOM ManualHouston WhiteNessuna valutazione finora
- Project Management TY BSC ITDocumento57 pagineProject Management TY BSC ITdarshan130275% (12)
- Comparison of PubMed, Scopus, Web of Science, and Google Scholar - Strengths and WeaknessesDocumento5 pagineComparison of PubMed, Scopus, Web of Science, and Google Scholar - Strengths and WeaknessesMostafa AbdelrahmanNessuna valutazione finora
- JFC 180BBDocumento2 pagineJFC 180BBnazmulNessuna valutazione finora