Potrebbero piacerti anche
- GD&T by CADD PDFDocumento36 pagineGD&T by CADD PDFskarul36100% (4)
- GDT - Theory - 1st Principle - Training Manual LEVEL 1Documento89 pagineGDT - Theory - 1st Principle - Training Manual LEVEL 1BaneMarkovic100% (7)
- The Basics of Geometric Dimensioning and TolerancingDocumento9 pagineThe Basics of Geometric Dimensioning and TolerancingKishanNessuna valutazione finora
- GD&T Selft Evaluation Test - Level 4Documento25 pagineGD&T Selft Evaluation Test - Level 4pops10067% (6)
- TMC Level II GD&T Curriculum Outline & IntroductionDocumento156 pagineTMC Level II GD&T Curriculum Outline & IntroductionVinoth Balasubramaniyan100% (3)
- GD&T Q BankDocumento9 pagineGD&T Q Bankmaddy_scribd50% (2)
- Comparison Between GD&T and Coordinate TolerancingDocumento5 pagineComparison Between GD&T and Coordinate TolerancingHarish Neware50% (2)
- GDT Workbook QuestionsDocumento82 pagineGDT Workbook Questionsmechlop100% (5)
- How To Measure GD&TDocumento80 pagineHow To Measure GD&TPrakash Sundaram100% (2)
- GD&T Advanced Manual - 3 DayDocumento74 pagineGD&T Advanced Manual - 3 Dayimtiyaz100% (2)
- GD&T IntroductionDocumento147 pagineGD&T IntroductionPrithviraj Daga100% (6)
- The Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsDa EverandThe Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsValutazione: 4.5 su 5 stelle4.5/5 (10)
- GD&T NotesDocumento24 pagineGD&T NotesDarshan Sn100% (1)
- Geometric Dimensioning and ToleranceDocumento25 pagineGeometric Dimensioning and ToleranceJEGAN RAJ NATARAJAN100% (4)
- Geometrical Dimensioning & Tolerancing: Based On The ASME Y14.5M - 1994 Dimensioning and Tolerancing StandardDocumento86 pagineGeometrical Dimensioning & Tolerancing: Based On The ASME Y14.5M - 1994 Dimensioning and Tolerancing Standardmohtram1037100% (4)
- Advanced GD & TDocumento95 pagineAdvanced GD & Tpavan_0380% (5)
- GD&T Geometric Dimensioning and Tolerancing ExplainedDocumento63 pagineGD&T Geometric Dimensioning and Tolerancing ExplainedPuneet Birla100% (2)
- Basic GD&T CourseDocumento204 pagineBasic GD&T CoursePrabakaran Mohan100% (17)
- GD&TDocumento76 pagineGD&TVictoria Indira Gandhi100% (18)
- Start GD&TDocumento81 pagineStart GD&TVijay Pawar100% (1)
- GD and T Basic Level March 2014Documento206 pagineGD and T Basic Level March 2014jealousyNessuna valutazione finora
- Aditi Consultancy Services Geometric Tolerancing GuideDocumento180 pagineAditi Consultancy Services Geometric Tolerancing GuideInayathulla Khan100% (5)
- Basic GD&T - Datums PDFDocumento35 pagineBasic GD&T - Datums PDFtnchsgNessuna valutazione finora
- Geometric Dimensioning & Tolerancing (GD&T)Documento89 pagineGeometric Dimensioning & Tolerancing (GD&T)Vijay PawarNessuna valutazione finora
- GD & T - Training Material Note PagesDocumento252 pagineGD & T - Training Material Note Pageslokelooks92% (26)
- Fundamentals of Geometric Dimensioning & TolerancingDocumento109 pagineFundamentals of Geometric Dimensioning & Tolerancingkiran.katsNessuna valutazione finora
- Introduction To Geometric Dimensioning and TolerancingDocumento3 pagineIntroduction To Geometric Dimensioning and TolerancinganandparasuNessuna valutazione finora
- GD&T Training BrochureDocumento5 pagineGD&T Training BrochurePritam PolekarNessuna valutazione finora
- GD&T Fundamentals: Geometric Dimensioning and Tolerancing ExplainedDocumento43 pagineGD&T Fundamentals: Geometric Dimensioning and Tolerancing ExplainedVictor Manuel Estrada0% (1)
- GDTDocumento38 pagineGDTAntonio CervantesNessuna valutazione finora
- (A) "Basics of GD&T + Advanced GD&T" SyllabusDocumento4 pagine(A) "Basics of GD&T + Advanced GD&T" SyllabusSwapnil GujarathiNessuna valutazione finora
- GD&T Self Evaluation Test - Level 9 - 9a1994-T09-T01A-RevADocumento27 pagineGD&T Self Evaluation Test - Level 9 - 9a1994-T09-T01A-RevApops100100% (3)
- GDT Day1Documento119 pagineGDT Day1Narendrareddy RamireddyNessuna valutazione finora
- GDT UserDocumento51 pagineGDT UserRajesh MuthuramalingamNessuna valutazione finora
- GD&T Symbols, Definitions ASME Y14Documento8 pagineGD&T Symbols, Definitions ASME Y14deepak0% (1)
- Introduction to Geometric Dimensioning and Tolerancing (GDTDocumento83 pagineIntroduction to Geometric Dimensioning and Tolerancing (GDTabhijitmpatil3852Nessuna valutazione finora
- GD&T GlossaryDocumento4 pagineGD&T GlossarythindmanmohanNessuna valutazione finora
- Geometrical Dimensioning and TolerancingDocumento59 pagineGeometrical Dimensioning and TolerancingMathai Ouseph100% (2)
- Geometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionDa EverandGeometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionNessuna valutazione finora
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionDa EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNessuna valutazione finora
- Fundamentals of GD&TDocumento75 pagineFundamentals of GD&TnitishhdesaiNessuna valutazione finora
- Fundamentals of GD&TDocumento75 pagineFundamentals of GD&TAvanish Patel100% (1)
- Fundamentals of Geometric Dimensioning and ToleranceingDocumento75 pagineFundamentals of Geometric Dimensioning and ToleranceingAbdul AhadNessuna valutazione finora
- Basics of GD&TDocumento75 pagineBasics of GD&TGopalGD100% (1)
- Fundamentals of GD&TDocumento72 pagineFundamentals of GD&TmanojNessuna valutazione finora
- ASME Y 14.5: CNC MachiningDocumento6 pagineASME Y 14.5: CNC MachiningAnil ETNessuna valutazione finora
- Week 4 CAD ToleranceDocumento50 pagineWeek 4 CAD ToleranceFahry AyiiNessuna valutazione finora
- GDT GlossaryDocumento6 pagineGDT GlossaryNnamdi Celestine NnamdiNessuna valutazione finora
- Geometric Dimensioning and Tolerancing (GD&T) : College of Engineering and TechnologyDocumento7 pagineGeometric Dimensioning and Tolerancing (GD&T) : College of Engineering and TechnologyDienies TorresNessuna valutazione finora
- Introduction To Datums: Datums Tell Us Where To Measure From. Calling Them Out Clearly and Labelling EachDocumento8 pagineIntroduction To Datums: Datums Tell Us Where To Measure From. Calling Them Out Clearly and Labelling Eachmanikantar15Nessuna valutazione finora
- GD&TDocumento6 pagineGD&Tdhruv001Nessuna valutazione finora
- Introduction To GD&T?Documento11 pagineIntroduction To GD&T?AravindNessuna valutazione finora
- GT&D GlossaryDocumento10 pagineGT&D GlossaryshawntsungNessuna valutazione finora
- What Is DatumsDocumento6 pagineWhat Is DatumsPetar PetrovicNessuna valutazione finora
- Your Source For GD&T Training and MaterialsDocumento6 pagineYour Source For GD&T Training and Materialskharsh23Nessuna valutazione finora
- GD&T12Documento136 pagineGD&T12Roshan KhedkarNessuna valutazione finora
- GD&T Fundamentals for Designers and InspectorsDocumento17 pagineGD&T Fundamentals for Designers and InspectorsJusuf ElQudsyNessuna valutazione finora
- GD&T Fundamentals for Improved Design and ManufacturingDocumento17 pagineGD&T Fundamentals for Improved Design and ManufacturingUS Kuntal50% (2)
- Unit - 1Documento6 pagineUnit - 1anjaiah_19945Nessuna valutazione finora
- Unit - 1Documento6 pagineUnit - 1anjaiah_19945Nessuna valutazione finora
- Marc 2010 Doc Volume CDocumento1.861 pagineMarc 2010 Doc Volume Canjaiah_19945Nessuna valutazione finora
- Marya Etal2006MaterSciEngA418p341 MgAlloyAZ31Documento16 pagineMarya Etal2006MaterSciEngA418p341 MgAlloyAZ31anjaiah_19945Nessuna valutazione finora
- Marc 2010 Doc Volume CDocumento1.861 pagineMarc 2010 Doc Volume Canjaiah_19945Nessuna valutazione finora
- A Description of The APT LanguageDocumento10 pagineA Description of The APT Languagejohndoe1395Nessuna valutazione finora
- MSC Training Catalogue Nordic 2015Documento45 pagineMSC Training Catalogue Nordic 2015Francesco BNessuna valutazione finora
- Eg ItDocumento1 paginaEg Itanjaiah_19945Nessuna valutazione finora
- Marc 2010 Doc Volume CDocumento1.861 pagineMarc 2010 Doc Volume Canjaiah_19945Nessuna valutazione finora
- Marc 2005 Volume eDocumento2.569 pagineMarc 2005 Volume eanjaiah_19945Nessuna valutazione finora
- 1082Documento6 pagine1082anjaiah_19945Nessuna valutazione finora
- Effect of Processing Methods On Texture Evolution in AZ31 MG Alloy SheetDocumento3 pagineEffect of Processing Methods On Texture Evolution in AZ31 MG Alloy Sheetanjaiah_19945Nessuna valutazione finora
- Cad-Cam June 2012Documento2 pagineCad-Cam June 2012anjaiah_19945Nessuna valutazione finora
- 1365878031part ProgrammingDocumento61 pagine1365878031part Programmingrathish14uNessuna valutazione finora
- Cad Fem (May 2013)Documento2 pagineCad Fem (May 2013)anjaiah_19945Nessuna valutazione finora
- CAD CAM December 2010Documento2 pagineCAD CAM December 2010anjaiah_19945Nessuna valutazione finora
- Cad Cam Ou Question PaperDocumento1 paginaCad Cam Ou Question PaperSamNihalNessuna valutazione finora
- Cad Cam January 2012Documento2 pagineCad Cam January 2012anjaiah_19945Nessuna valutazione finora
- Note: Answer All Questions From Part A. Answer Any Five Questions From Part BDocumento1 paginaNote: Answer All Questions From Part A. Answer Any Five Questions From Part Banjaiah_19945Nessuna valutazione finora
- Note: Answer All Questions From Part A. Answer Any Five Questions From Part BDocumento1 paginaNote: Answer All Questions From Part A. Answer Any Five Questions From Part Banjaiah_19945Nessuna valutazione finora
- Interactive Rendering Using The Render Cache: AbstractDocumento13 pagineInteractive Rendering Using The Render Cache: Abstractanjaiah_19945Nessuna valutazione finora
- Approved AbstractsDocumento19 pagineApproved Abstractsanjaiah_19945Nessuna valutazione finora
- Nptel Link CadDocumento1 paginaNptel Link Cadanjaiah_19945Nessuna valutazione finora
- CS348B Lecture 1 Pat Hanrahan Rendering TechniquesDocumento6 pagineCS348B Lecture 1 Pat Hanrahan Rendering Techniquesanjaiah_19945Nessuna valutazione finora
- Lecture Notes 11Documento2 pagineLecture Notes 11anjaiah_19945Nessuna valutazione finora
- CAD/CAM exam questionsDocumento1 paginaCAD/CAM exam questionsanjaiah_19945Nessuna valutazione finora
- Siggraph Coursenotes00Documento194 pagineSiggraph Coursenotes00Pino GreenNessuna valutazione finora
- Lecture Notes 11Documento2 pagineLecture Notes 11anjaiah_19945Nessuna valutazione finora
- Lecture Notes 11Documento2 pagineLecture Notes 11anjaiah_19945Nessuna valutazione finora
- Instrumentation and Control SystemsDocumento8 pagineInstrumentation and Control Systemsanjaiah_19945Nessuna valutazione finora
- 7 Aleksandar VladimirovDocumento6 pagine7 Aleksandar VladimirovDante FilhoNessuna valutazione finora
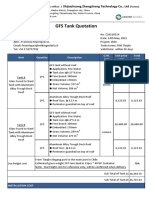
- GFS Tank Quotation C20210514Documento4 pagineGFS Tank Quotation C20210514Francisco ManriquezNessuna valutazione finora
- Peran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiDocumento19 paginePeran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiCynthia HtbNessuna valutazione finora
- !!!Логос - конференц10.12.21 копіяDocumento141 pagine!!!Логос - конференц10.12.21 копіяНаталія БондарNessuna valutazione finora
- Annual Plan 1st GradeDocumento3 pagineAnnual Plan 1st GradeNataliaMarinucciNessuna valutazione finora
- Lab StoryDocumento21 pagineLab StoryAbdul QadirNessuna valutazione finora
- Critical Methodology Analysis: 360' Degree Feedback: Its Role in Employee DevelopmentDocumento3 pagineCritical Methodology Analysis: 360' Degree Feedback: Its Role in Employee DevelopmentJatin KaushikNessuna valutazione finora
- AtlasConcorde NashDocumento35 pagineAtlasConcorde NashMadalinaNessuna valutazione finora
- Galaxy Owners Manual Dx98vhpDocumento10 pagineGalaxy Owners Manual Dx98vhpbellscbNessuna valutazione finora
- Equilibruim of Forces and How Three Forces Meet at A PointDocumento32 pagineEquilibruim of Forces and How Three Forces Meet at A PointSherif Yehia Al MaraghyNessuna valutazione finora
- IQ CommandDocumento6 pagineIQ CommandkuoliusNessuna valutazione finora
- Worksheet 5 Communications and Privacy: Unit 6 CommunicationDocumento3 pagineWorksheet 5 Communications and Privacy: Unit 6 Communicationwh45w45hw54Nessuna valutazione finora
- Assignment - Final TestDocumento3 pagineAssignment - Final TestbahilashNessuna valutazione finora
- Oxgen Sensor Cat WEBDocumento184 pagineOxgen Sensor Cat WEBBuddy Davis100% (2)
- Emergency Management of AnaphylaxisDocumento1 paginaEmergency Management of AnaphylaxisEugene SandhuNessuna valutazione finora
- Final Year Project (Product Recommendation)Documento33 pagineFinal Year Project (Product Recommendation)Anurag ChakrabortyNessuna valutazione finora
- BIT 4107 Mobile Application DevelopmentDocumento136 pagineBIT 4107 Mobile Application DevelopmentVictor NyanumbaNessuna valutazione finora
- Pasadena Nursery Roses Inventory ReportDocumento2 paginePasadena Nursery Roses Inventory ReportHeng SrunNessuna valutazione finora
- CALCULUS PHYSICS MIDTERMDocumento41 pagineCALCULUS PHYSICS MIDTERMMACARIO QTNessuna valutazione finora
- Ultra Slimpak G448-0002: Bridge Input Field Configurable IsolatorDocumento4 pagineUltra Slimpak G448-0002: Bridge Input Field Configurable IsolatorVladimirNessuna valutazione finora
- Level 10 Halfling For DCCDocumento1 paginaLevel 10 Halfling For DCCQunariNessuna valutazione finora
- Consensus Building e Progettazione Partecipata - Marianella SclaviDocumento7 pagineConsensus Building e Progettazione Partecipata - Marianella SclaviWilma MassuccoNessuna valutazione finora
- Developing the cycle of maslahah based performance management system implementationDocumento27 pagineDeveloping the cycle of maslahah based performance management system implementationM Audito AlfansyahNessuna valutazione finora
- Technical Manual - C&C08 Digital Switching System Chapter 2 OverviewDocumento19 pagineTechnical Manual - C&C08 Digital Switching System Chapter 2 OverviewSamuel100% (2)
- Objective Mech II - IES 2009 Question PaperDocumento28 pagineObjective Mech II - IES 2009 Question Paperaditya_kumar_meNessuna valutazione finora
- Ofper 1 Application For Seagoing AppointmentDocumento4 pagineOfper 1 Application For Seagoing AppointmentNarayana ReddyNessuna valutazione finora
- 4 Factor DoeDocumento5 pagine4 Factor Doeapi-516384896Nessuna valutazione finora