Potrebbero piacerti anche
- Catalgo Losa ColaboranteDocumento11 pagineCatalgo Losa ColaboranteAlexis Villarruel AylasNessuna valutazione finora
- Dina TecnicaDocumento77 pagineDina TecnicaMauricio CarestiaNessuna valutazione finora
- PERNOS DE ANCLAJE y GROUTINGDocumento4 paginePERNOS DE ANCLAJE y GROUTINGjeanpool94Nessuna valutazione finora
- Tabiqueria ARMCODocumento6 pagineTabiqueria ARMCOgamepass123Nessuna valutazione finora
- Notas Sobre Muros y Tablestacas-GEOTECNIA 2-2009Documento47 pagineNotas Sobre Muros y Tablestacas-GEOTECNIA 2-2009Waldo Enrique Quispe PalominoNessuna valutazione finora
- Catálogo Polimetales 18Documento21 pagineCatálogo Polimetales 18Anonymous eWPh4gYNessuna valutazione finora
- Montaje de EquiposDocumento4 pagineMontaje de EquiposarcelitasNessuna valutazione finora
- ArmadurasDocumento12 pagineArmadurasfrulvacoNessuna valutazione finora
- Bolting and Welding 2014 SpanishDocumento4 pagineBolting and Welding 2014 SpanishAdrián SantacruzNessuna valutazione finora
- AWS D1.5 - Capitulo 4 - Español PDFDocumento62 pagineAWS D1.5 - Capitulo 4 - Español PDFPercyFloresNessuna valutazione finora
- Planos Estructuras de Nave de Estructura de AceroDocumento7 paginePlanos Estructuras de Nave de Estructura de AceroJuber JamancaNessuna valutazione finora
- Conexiones Atornilladas Cargadas Excéntricamente y Notas Históricas Sobre Los RemachesDocumento8 pagineConexiones Atornilladas Cargadas Excéntricamente y Notas Históricas Sobre Los RemachesAlvaroNessuna valutazione finora
- Wearflex y Wearcast 500Documento1 paginaWearflex y Wearcast 500zen264Nessuna valutazione finora
- Conectores de Cortantes Ficha TecnicaDocumento2 pagineConectores de Cortantes Ficha TecnicaZr MadridistaNessuna valutazione finora
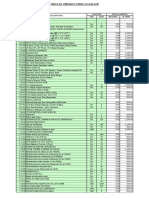
- 02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Documento81 pagine02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Eduardo GironNessuna valutazione finora
- Pared Gruesa Cap 15 Pisarenko V3Documento22 paginePared Gruesa Cap 15 Pisarenko V3CarmenJuliaNessuna valutazione finora
- Mantenimiento de Maquinas Electricas2 PDFDocumento235 pagineMantenimiento de Maquinas Electricas2 PDFDennis LeimbachNessuna valutazione finora
- Ar 07Documento46 pagineAr 07molijor18958514Nessuna valutazione finora
- DRA - Tema 14 - Draga Cortador PDFDocumento37 pagineDRA - Tema 14 - Draga Cortador PDFManuel MolinaNessuna valutazione finora
- Catman Rapid EsDocumento68 pagineCatman Rapid EsKevinn Galarza VegaNessuna valutazione finora
- SOKKIA SET 500, 500s, 600 y 600sDocumento149 pagineSOKKIA SET 500, 500s, 600 y 600sArturo DelgadoNessuna valutazione finora
- Modulo04.2 - Geometria de Las Juntas y SimbologiaDocumento8 pagineModulo04.2 - Geometria de Las Juntas y SimbologiaMargarita Yalico BustillosNessuna valutazione finora
- Catalogo de Pernos AutorroscantesDocumento16 pagineCatalogo de Pernos AutorroscantesRichy PérezNessuna valutazione finora
- Prefabricación Uniones y JuntasDocumento23 paginePrefabricación Uniones y JuntasAraceli DelfinoNessuna valutazione finora
- Normas de ArenadoDocumento1 paginaNormas de ArenadoJimmy Salvador PalominoNessuna valutazione finora
- Guia de Instalacion MTV AprobadoDocumento49 pagineGuia de Instalacion MTV AprobadoMayra LeónNessuna valutazione finora
- Vigas MixtasDocumento31 pagineVigas MixtasFilipe FeioNessuna valutazione finora
- Calavera - Calculo de Estructuras de Cimentacion (Sin Sombras) 19.3mbDocumento267 pagineCalavera - Calculo de Estructuras de Cimentacion (Sin Sombras) 19.3mbFernando García SaezNessuna valutazione finora
- 1.4.24. 2014 Comportamiento de Pilas Huecas de Concreto Reforzado de Puentes Ante Carga Lateral CíclicaDocumento283 pagine1.4.24. 2014 Comportamiento de Pilas Huecas de Concreto Reforzado de Puentes Ante Carga Lateral CíclicaJuan BravoNessuna valutazione finora
- Sika AnchorFix-2 PDFDocumento9 pagineSika AnchorFix-2 PDFJuan CarlosNessuna valutazione finora
- TesisUAEM-CV-Restringido-FRANCISCO JAVIER ROMERO ARREOLADocumento116 pagineTesisUAEM-CV-Restringido-FRANCISCO JAVIER ROMERO ARREOLASalvador Hernandez100% (1)
- Canalizaciones Eléctricas InformeDocumento5 pagineCanalizaciones Eléctricas InformeDiana RamirezNessuna valutazione finora
- Agitadores Compactos Sumergibles FLYGT 893152 - 04Documento12 pagineAgitadores Compactos Sumergibles FLYGT 893152 - 04Felipe RivasNessuna valutazione finora
- Contenido de La Memoria de Cálculo EstructuralDocumento4 pagineContenido de La Memoria de Cálculo EstructuralYael Atzín Mendoza RamirezNessuna valutazione finora
- Memoria Descriptiva y Requerimiento TecnicoDocumento18 pagineMemoria Descriptiva y Requerimiento Tecnicomari carmenNessuna valutazione finora
- UTN FRBA Manejo de FluidosDocumento85 pagineUTN FRBA Manejo de FluidosgiulianogjNessuna valutazione finora
- Es La Norma Cubana NC 285:2003, Pertinente para Las Cargas de Viento Que Se Desarrollan en La Actualidad.Documento8 pagineEs La Norma Cubana NC 285:2003, Pertinente para Las Cargas de Viento Que Se Desarrollan en La Actualidad.Anonymous z7NjTggc3Nessuna valutazione finora
- Fallos en La Soldadura de Plástico PDFDocumento14 pagineFallos en La Soldadura de Plástico PDFjavierNessuna valutazione finora
- Reglamento - CIRSOC 401 - Abril 2006Documento193 pagineReglamento - CIRSOC 401 - Abril 2006FedeNessuna valutazione finora
- Memoria de Calculo Plancha BaseDocumento4 pagineMemoria de Calculo Plancha BaseWalter Chilón V.Nessuna valutazione finora
- Presentación Conferencia Sobre Pernos y Tuercas.Documento42 paginePresentación Conferencia Sobre Pernos y Tuercas.bh5577Nessuna valutazione finora
- Presentación Cubiertas TPO FirestoneDocumento16 paginePresentación Cubiertas TPO FirestoneCarlosEduardoSanaSanchez100% (1)
- Lectura de Planos de Distribucion - Isometricos deDocumento41 pagineLectura de Planos de Distribucion - Isometricos deEdinson Herrera Vasquez100% (1)
- Cap 11 - Inyecciones y Mejoramiento en Suelos y RocasDocumento18 pagineCap 11 - Inyecciones y Mejoramiento en Suelos y RocasFernando PachecoNessuna valutazione finora
- 10.-Planos Cobertizo - ENAEXDocumento9 pagine10.-Planos Cobertizo - ENAEXBignners FxNessuna valutazione finora
- Sae Din Astm TORNILLOSDocumento7 pagineSae Din Astm TORNILLOSCarlos HdzNessuna valutazione finora
- Ondac 2017Documento11 pagineOndac 2017Alex SilvaNessuna valutazione finora
- Algo Sobre TorqueDocumento8 pagineAlgo Sobre TorquemiguelhmNessuna valutazione finora
- Torque - Final - (Para Esparragos) PDFDocumento16 pagineTorque - Final - (Para Esparragos) PDFOmar Vilchez100% (1)
- Torque Final02Documento16 pagineTorque Final02Daniela100% (3)
- Calcúlo de La Longitud Del TornilloDocumento20 pagineCalcúlo de La Longitud Del Tornilloalonskymex100% (1)
- Manual PowtekDocumento14 pagineManual PowtekRodolfo Tinajero PreciadoNessuna valutazione finora
- B400-S Catalogo de Consumibles MasssssDocumento7 pagineB400-S Catalogo de Consumibles MasssssAntonio Sanchez DiazNessuna valutazione finora
- Cadenas Accesorios CadenaDocumento50 pagineCadenas Accesorios CadenacecampilloNessuna valutazione finora
- Junta RotativaDocumento2 pagineJunta RotativaAnonymous XIIv9HZNessuna valutazione finora
- TorquimetroDocumento13 pagineTorquimetrojoroscoqNessuna valutazione finora
- Chumaceras DodgeDocumento2 pagineChumaceras DodgeLuis Cervantes BarradasNessuna valutazione finora
- Juntas de SelladoDocumento0 pagineJuntas de SelladoIsmael ZavalaNessuna valutazione finora
- 02 Catalogo PoleasDocumento20 pagine02 Catalogo PoleasMary Huaylla ANessuna valutazione finora
- Diseño de utillajes, matricería y prototipado con SolidWorksDa EverandDiseño de utillajes, matricería y prototipado con SolidWorksValutazione: 3 su 5 stelle3/5 (1)
- Diseño Zapata Aislada Con ExcentricidadDocumento1 paginaDiseño Zapata Aislada Con ExcentricidadEduardo AguilarNessuna valutazione finora
- Cianocrilato y MetacrilatoDocumento27 pagineCianocrilato y MetacrilatocutrinanoNessuna valutazione finora
- Catalogo de Full Piscinas CorpDocumento98 pagineCatalogo de Full Piscinas Corpjavier toroNessuna valutazione finora
- Riesgos para La Salud en La Industria Del VidrioDocumento41 pagineRiesgos para La Salud en La Industria Del VidriowilsonzenaNessuna valutazione finora
- Diseño y Comportamiento de ColumnasDocumento4 pagineDiseño y Comportamiento de ColumnasJuan Andres Neira VillanuevaNessuna valutazione finora
- Cultivo de Peces en Estanques y AtajadosDocumento38 pagineCultivo de Peces en Estanques y Atajadossteven_montero_15Nessuna valutazione finora
- Voladura de RocasDocumento186 pagineVoladura de Rocasdanielch2867% (3)
- Informe 5 de Industrias Carnicas CharquiDocumento22 pagineInforme 5 de Industrias Carnicas CharquiIvanMardoqueoMonrroyLopezNessuna valutazione finora
- Brochure Sika La Solución Efectiva para Su ObraDocumento8 pagineBrochure Sika La Solución Efectiva para Su ObraJOHNNY CASTILLO LAGOSNessuna valutazione finora
- Secuencia DetonacionDocumento17 pagineSecuencia DetonacionTomás Michael Quevedo TapiaNessuna valutazione finora
- Proceso de La Cera Perdida para La Elaboración de Pernos ColadosDocumento6 pagineProceso de La Cera Perdida para La Elaboración de Pernos ColadosEstefa BernaalNessuna valutazione finora
- Mal SaborDocumento31 pagineMal SaborCarlosEstrada100% (3)
- Titulacion RedoxDocumento18 pagineTitulacion Redoxtanny23Nessuna valutazione finora
- Válvulas Maf PDFDocumento10 pagineVálvulas Maf PDFragdeoneNessuna valutazione finora
- Examen Farmacología 1Documento10 pagineExamen Farmacología 1Ricardo HernándezNessuna valutazione finora
- DPFDocumento4 pagineDPFDIONYBLINKNessuna valutazione finora
- Lagunas de Estabilización - Sergio Rolim MendocaDocumento68 pagineLagunas de Estabilización - Sergio Rolim MendocaCamilo Melo100% (1)
- Identificacion de FitohormonasDocumento4 pagineIdentificacion de FitohormonasVane Pons33% (3)
- SalivaDocumento2 pagineSalivaLaura CrovettoNessuna valutazione finora
- Ejemplos de Precios UnitariosDocumento18 pagineEjemplos de Precios UnitariosJulioNessuna valutazione finora
- Abono QuimicoDocumento2 pagineAbono QuimicoPier CabanillasNessuna valutazione finora
- ESAB Soldadoras 1Documento12 pagineESAB Soldadoras 1Jhorlin Alexis Castillo VivasNessuna valutazione finora
- Pudriciones en VidDocumento22 paginePudriciones en VidMariano MarconNessuna valutazione finora
- Ejercicios de Equilibrio QuímicoDocumento3 pagineEjercicios de Equilibrio QuímicoAcademia MaryNessuna valutazione finora
- Presentación U3Documento118 paginePresentación U3GERARDO TORRES RUIZNessuna valutazione finora
- Colorantes (GASnatural)Documento11 pagineColorantes (GASnatural)TaniaNessuna valutazione finora
- IER Sistemas Termicos Unidad 3Documento28 pagineIER Sistemas Termicos Unidad 3Sofía Robles75% (4)
- Conversión de UnidadesDocumento3 pagineConversión de UnidadesSevero MoránNessuna valutazione finora
- SPLENDID Catalogo Corporativo 2017 V2Documento28 pagineSPLENDID Catalogo Corporativo 2017 V2Antonio Aguirre SanchezNessuna valutazione finora
- Metabolismo Del LactatoDocumento41 pagineMetabolismo Del LactatoNéstor Raúl Henao SierraNessuna valutazione finora