Potrebbero piacerti anche
- Drum Level ControlsDocumento3 pagineDrum Level ControlsSiva Subramaniyan100% (1)
- Drum Level ControlDocumento6 pagineDrum Level ControlMourougapragash Subramanian100% (2)
- 3 Element Drum Level ControlDocumento3 pagine3 Element Drum Level ControlSriteja JosyulaNessuna valutazione finora
- CMC NTPC UnchaharDocumento8 pagineCMC NTPC UnchaharDino100% (1)
- Boiler Feedwater ControlDocumento6 pagineBoiler Feedwater ControlExsan OthmanNessuna valutazione finora
- Steam Turbine Governing System Is A Method, Used ToDocumento19 pagineSteam Turbine Governing System Is A Method, Used ToDeevanshu Gupta100% (1)
- 3 Element Boiler Drum LevelDocumento2 pagine3 Element Boiler Drum LevelAmir Yousaf100% (1)
- Boiler Level ControlDocumento20 pagineBoiler Level Controltinuvalsapaul100% (1)
- C&IDocumento28 pagineC&ISam100% (1)
- Boiler Drum Level ControlDocumento22 pagineBoiler Drum Level Controltinuvalsapaul100% (1)
- Feed WaterDocumento2 pagineFeed WaterKapil_1983100% (1)
- Boiler Feedwater ControlDocumento6 pagineBoiler Feedwater ControlMourougapragash SubramanianNessuna valutazione finora
- Boiler Drum Level ControlDocumento9 pagineBoiler Drum Level Controlsekhar_ntpcNessuna valutazione finora
- Improved Level Control of A Feed Water ValveDocumento7 pagineImproved Level Control of A Feed Water ValveAli Bari100% (1)
- Automatic Operation of BoilerDocumento23 pagineAutomatic Operation of BoilerSuhas KassaNessuna valutazione finora
- B-Asic of Super Critical Boiler (660mw)Documento48 pagineB-Asic of Super Critical Boiler (660mw)Chandrahas Sahu100% (1)
- 11 ShipCtrlsystems 3020Documento12 pagine11 ShipCtrlsystems 3020Rajan BhandariNessuna valutazione finora
- Controlled ExtractionDocumento5 pagineControlled ExtractionNuri Leal100% (4)
- Group3-Assignment 4Documento4 pagineGroup3-Assignment 4RyanNessuna valutazione finora
- Cascade, Feed Forward and Boiler Level ControlDocumento4 pagineCascade, Feed Forward and Boiler Level ControlNïkĦïl ДkДvØØr100% (1)
- STI Camden 5 (Automat)Documento8 pagineSTI Camden 5 (Automat)somod95239Nessuna valutazione finora
- Anti Surge ControlDocumento7 pagineAnti Surge Controlachueth100% (1)
- Table 1. Options For Plant Boiler Control. Source: Tim LeopoldDocumento10 pagineTable 1. Options For Plant Boiler Control. Source: Tim LeopoldAnudeep ChittluriNessuna valutazione finora
- Drum Level Control (Descon)Documento17 pagineDrum Level Control (Descon)Adeel Ahmed100% (1)
- Drun Level ControlDocumento12 pagineDrun Level ControlAshvani ShuklaNessuna valutazione finora
- Estructura de Control Ejemplo (Eng)Documento14 pagineEstructura de Control Ejemplo (Eng)Silvia QuentaNessuna valutazione finora
- Turbine Steam Flow ControlDocumento3 pagineTurbine Steam Flow ControlKalyan Maji100% (1)
- A320 38 Water and WasteDocumento7 pagineA320 38 Water and WasteSudip AcharyyaNessuna valutazione finora
- HP - LP Bypass and Aprds SystemDocumento47 pagineHP - LP Bypass and Aprds SystemSanjay Dadel100% (4)
- Compressor SurgeDocumento5 pagineCompressor Surges1308b100% (2)
- 580 590 Series 3 Variable Volume Pilot Controls PDFDocumento62 pagine580 590 Series 3 Variable Volume Pilot Controls PDFG & C Maquinaria100% (1)
- C&I Part of SCDocumento28 pagineC&I Part of SCSam100% (1)
- 05 Drum Level ControlDocumento14 pagine05 Drum Level ControlAnurag AmritNessuna valutazione finora
- P&IDDocumento7 pagineP&IDTagabo AliNessuna valutazione finora
- Common Terms Used With Control ValveDocumento4 pagineCommon Terms Used With Control ValveMohamed RezkNessuna valutazione finora
- Steam Turbine Control ValveDocumento20 pagineSteam Turbine Control ValverAjA MatiNessuna valutazione finora
- Table 1. Options For Plant Boiler Control. Source: Tim LeopoldDocumento11 pagineTable 1. Options For Plant Boiler Control. Source: Tim LeopoldRam KrishnaNessuna valutazione finora
- Brief Introduction To Distillation Control: 3 Main ObjectivesDocumento10 pagineBrief Introduction To Distillation Control: 3 Main Objectiveslovsid100% (1)
- 3 Element ControlDocumento5 pagine3 Element Controlugun87Nessuna valutazione finora
- Boiler Instrumentation and Control Present Ti OnDocumento17 pagineBoiler Instrumentation and Control Present Ti Onrajtheheartthrob_singh100% (1)
- PDC Question BankDocumento15 paginePDC Question BankHardik PatoliyaNessuna valutazione finora
- Steam Turbine Control ValveDocumento16 pagineSteam Turbine Control ValveUdhayakumar Venkataraman100% (1)
- T227/U06/ PPP 6: Application of Control On ShipDocumento47 pagineT227/U06/ PPP 6: Application of Control On Shipbaba maachoNessuna valutazione finora
- Cascade, Feed Forward and Boiler Level Control - Practical Process Control by Control GuruDocumento3 pagineCascade, Feed Forward and Boiler Level Control - Practical Process Control by Control Guruuttam81d100% (1)
- Boiler Drum Level ControlDocumento9 pagineBoiler Drum Level ControlMourougapragash Subramanian100% (1)
- Ash Handling System Operetaion and Maintenance InstructionDocumento162 pagineAsh Handling System Operetaion and Maintenance InstructionHari PrasadNessuna valutazione finora
- Ch10Feed CircuitDocumento12 pagineCh10Feed CircuitManuelNessuna valutazione finora
- Sequence of OperationsDocumento12 pagineSequence of Operationseyad100% (2)
- Boiler Tuning BasicsDocumento14 pagineBoiler Tuning Basicsveeru290683_20976731Nessuna valutazione finora
- Eaton Load Sensing Systems Principle of Operation PDFDocumento28 pagineEaton Load Sensing Systems Principle of Operation PDFSyed Azhar HussainNessuna valutazione finora
- Basic Principles of PID ControllersDocumento8 pagineBasic Principles of PID Controllersjohn glenn magnoNessuna valutazione finora
- Understand Centrifugal CompressorDocumento16 pagineUnderstand Centrifugal Compressorramanathan72-1100% (2)
- Automatic Level Control SystemsDocumento10 pagineAutomatic Level Control Systemshafidhrahadiyan2100% (1)
- Framo Hydraulic Cargo Pumping System On ShipsDocumento3 pagineFramo Hydraulic Cargo Pumping System On ShipsKunal SinghNessuna valutazione finora
- Turbine Gland Steam CondenserDocumento4 pagineTurbine Gland Steam CondenserSai Swaroop100% (1)
- Hydraulic System of Tractor-Types and MethodsDocumento15 pagineHydraulic System of Tractor-Types and MethodsHussein Nashaat SabahNessuna valutazione finora
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesDa EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesValutazione: 1 su 5 stelle1/5 (2)
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SDa EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNessuna valutazione finora
- 100T Pump Parts List PDFDocumento30 pagine100T Pump Parts List PDFGabriel Andres ValenciaNessuna valutazione finora
- D-002 Well Intervention EquipmentDocumento32 pagineD-002 Well Intervention EquipmentJeong Hui Lee100% (3)
- Commissioning of Cooling TowersDocumento4 pagineCommissioning of Cooling TowersSiva KulanjiNessuna valutazione finora
- 01 ProblemsDocumento10 pagine01 ProblemsKhin OoNessuna valutazione finora
- Klozure Technical ManualDocumento102 pagineKlozure Technical Manual윤종주Nessuna valutazione finora
- Review of Parameters Influencing Hydraulic Forces On Centrifugal ImpellersDocumento12 pagineReview of Parameters Influencing Hydraulic Forces On Centrifugal ImpellersHosseinNessuna valutazione finora
- 46-Series Brochu 1485 en Nonus PDFDocumento12 pagine46-Series Brochu 1485 en Nonus PDFRossi IrawanNessuna valutazione finora
- ROO Rig Auditor Training Syllabus (Rev-3)Documento491 pagineROO Rig Auditor Training Syllabus (Rev-3)ENG J.S Taie100% (1)
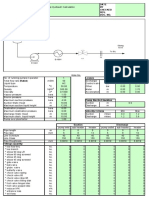
- Pump Hydraulic Calculations For GailDocumento1 paginaPump Hydraulic Calculations For GailJk KarthikNessuna valutazione finora
- Engine Cranks But Will Not Start: Shutdown SIS Previous ScreenDocumento8 pagineEngine Cranks But Will Not Start: Shutdown SIS Previous ScreenAHMED2ALINessuna valutazione finora
- DS2711 Narrow Vein Bolter: Technical SpecificationDocumento4 pagineDS2711 Narrow Vein Bolter: Technical SpecificationMarioNessuna valutazione finora
- EEL - LIEBERT - Environmental Control SystemDocumento15 pagineEEL - LIEBERT - Environmental Control SystemJairo FlechasNessuna valutazione finora
- 323D Excavator Hydraulic System: Machine Component LocationsDocumento2 pagine323D Excavator Hydraulic System: Machine Component LocationsKJDNKJZEF100% (1)
- Operation and Maintenance Instructions Manual: DP/DQ/DR/DS/DT Model Engines Fire Pump ApplicationsDocumento44 pagineOperation and Maintenance Instructions Manual: DP/DQ/DR/DS/DT Model Engines Fire Pump ApplicationsLwigy SaavedraNessuna valutazione finora
- Operating ACE For Downhole BlendersDocumento187 pagineOperating ACE For Downhole BlendersFrank N100% (3)
- Wartsila o e W 32gd TRDocumento16 pagineWartsila o e W 32gd TRMartin Kratky100% (1)
- PS2-150 To PS2-4000: Manual For Installation and OperationDocumento80 paginePS2-150 To PS2-4000: Manual For Installation and OperationLuis RolaNessuna valutazione finora
- 15-Daf Recycle PumpDocumento1 pagina15-Daf Recycle Pumpbalaji krishnanNessuna valutazione finora
- Articoli API 610 9 EditDocumento26 pagineArticoli API 610 9 EditmariasofiarossiNessuna valutazione finora
- Oilfield Equipment Supplier - Zhengzhou Sapwells Petroleum Machinery Manufacturing Co., LTD PDFDocumento7 pagineOilfield Equipment Supplier - Zhengzhou Sapwells Petroleum Machinery Manufacturing Co., LTD PDFfrank_228101394Nessuna valutazione finora
- Mud Max Mud Max Compact: Centrifugal Pump Series 250Documento32 pagineMud Max Mud Max Compact: Centrifugal Pump Series 250Hussein MohamedNessuna valutazione finora
- Graco Xtreme NXT Users Manual 235299 PDFDocumento8 pagineGraco Xtreme NXT Users Manual 235299 PDFgerman gualavisiNessuna valutazione finora
- Haskel - Selection Guide SparesDocumento12 pagineHaskel - Selection Guide Sparesjaydee100% (2)
- D3-140 170 200 220 DPS 12Documento2 pagineD3-140 170 200 220 DPS 12Luis ReyNessuna valutazione finora
- A and F v-10 Duplex Pump ModelsDocumento112 pagineA and F v-10 Duplex Pump ModelsPromagEnviro.comNessuna valutazione finora
- 14-PT12 - HydPumps 59 (Compatibility Mode)Documento59 pagine14-PT12 - HydPumps 59 (Compatibility Mode)manojkumar8621100% (1)
- Unit IV Centrifugal PumpDocumento21 pagineUnit IV Centrifugal PumpJelena JanevskiNessuna valutazione finora
- Garioni Naval - Steam GeneratorsDocumento33 pagineGarioni Naval - Steam Generatorsgarioninaval100% (1)
- Mazen Modahi, The Importance of Electrical Submersible Pumps (Esps) in Maximizing Oil RecoveryDocumento81 pagineMazen Modahi, The Importance of Electrical Submersible Pumps (Esps) in Maximizing Oil RecoveryRichard MOLODINessuna valutazione finora
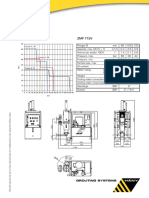
- Data Sheet: ZMP 712VDocumento2 pagineData Sheet: ZMP 712VJulian FraileNessuna valutazione finora