Potrebbero piacerti anche
- Procedimiento de Prueba NeumaticaDocumento6 pagineProcedimiento de Prueba Neumaticajimper26Nessuna valutazione finora
- Procedimiento de Prueba Neumatica UPH 45M Rev 3Documento5 pagineProcedimiento de Prueba Neumatica UPH 45M Rev 3Carlos Mario Arango SossaNessuna valutazione finora
- Plan de Fabricacion y Montaje Tanque de Concentrado Tintaya Coservis Rev. 01Documento21 paginePlan de Fabricacion y Montaje Tanque de Concentrado Tintaya Coservis Rev. 01Alfonso LeonardoNessuna valutazione finora
- Informe de Calidad (Dossier Servicio Sandblasting) Con AjustesDocumento60 pagineInforme de Calidad (Dossier Servicio Sandblasting) Con Ajustesantoniosofware100% (1)
- PR-CC-003 Control Dimensional en El ArmadoDocumento8 paginePR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Platina - WPS CR-WPS-002 ASME IX RV 1Documento6 paginePlatina - WPS CR-WPS-002 ASME IX RV 1Armando JoyaNessuna valutazione finora
- 08-Procedimiento de Armado TanquesDocumento17 pagine08-Procedimiento de Armado TanquesCristian C. DiazNessuna valutazione finora
- Split TeeDocumento4 pagineSplit TeeVictor Hugo FloresNessuna valutazione finora
- 2) Procedimiento de Alineacion y Soldadura para AccesoriosDocumento13 pagine2) Procedimiento de Alineacion y Soldadura para AccesoriosPedrito PerezNessuna valutazione finora
- Registro de Inspeccion de Doblado de TuberiaDocumento2 pagineRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaNessuna valutazione finora
- PPI - Tuberias AcidoDocumento2 paginePPI - Tuberias Acidovicvarg3235Nessuna valutazione finora
- Procedimientos de Inspeccion Por Tintes PenetrantesDocumento8 pagineProcedimientos de Inspeccion Por Tintes Penetrantesjo borja100% (1)
- Desmontaje y Montaje de Bombas y Motores de Alimentacion Celdas Area 400 Rev.0Documento15 pagineDesmontaje y Montaje de Bombas y Motores de Alimentacion Celdas Area 400 Rev.0helycadmusNessuna valutazione finora
- PcwiDocumento4 paginePcwidianiig22Nessuna valutazione finora
- Jotamastic 90 PDFDocumento7 pagineJotamastic 90 PDFEddo CarrionNessuna valutazione finora
- Alcance de Supervisor de CalidadDocumento1 paginaAlcance de Supervisor de CalidadJulio Rosas PezoNessuna valutazione finora
- SIG-PETS-SE-304 Instalación de Estructura de RefuerzoDocumento13 pagineSIG-PETS-SE-304 Instalación de Estructura de RefuerzoYuri Andre Delgado PalominoNessuna valutazione finora
- PRTU25 Pasivado de InoxidableDocumento3 paginePRTU25 Pasivado de InoxidableVictor David Vargas RamosNessuna valutazione finora
- Proc. Hot-Tap y DerivacionesDocumento9 pagineProc. Hot-Tap y DerivacionesGustavo Adolfo Roa RomeroNessuna valutazione finora
- PR-PP-29 Procedimiento para Calibracion de FlexometrosDocumento5 paginePR-PP-29 Procedimiento para Calibracion de FlexometrosJavier Lozano AbrilNessuna valutazione finora
- S-Tal-Sae-Sta-Mec-Prd-0006 - 01 (003) Arenado y PinturaDocumento22 pagineS-Tal-Sae-Sta-Mec-Prd-0006 - 01 (003) Arenado y PinturaDan DiezNessuna valutazione finora
- Alineado y Soldadura Entre Tuberías de Acero Al Carbono y BridasDocumento14 pagineAlineado y Soldadura Entre Tuberías de Acero Al Carbono y BridasKatherine Cecilia Chipana ArangoNessuna valutazione finora
- PCM.R9-07 Prefabricacion y Montaje de Tuberias Rev 1Documento9 paginePCM.R9-07 Prefabricacion y Montaje de Tuberias Rev 1erick cerdanNessuna valutazione finora
- Procedimeinto Prefabricación y Montaje de TuberíaDocumento5 pagineProcedimeinto Prefabricación y Montaje de TuberíaLiliana RosasNessuna valutazione finora
- Protocolo Dimensional de GroutiadoDocumento1 paginaProtocolo Dimensional de GroutiadoMiguel BaldeonNessuna valutazione finora
- Procedimiento Zanjado, Bajado, Tapado de Tubería EnterradaDocumento8 pagineProcedimiento Zanjado, Bajado, Tapado de Tubería EnterradaLeonardo Preciado CelinzNessuna valutazione finora
- Instrucciones para Usar La Cinta para Medir Tubería RanuradaDocumento2 pagineInstrucciones para Usar La Cinta para Medir Tubería RanuradaNilton LuisNessuna valutazione finora
- WPS Preliminar 6 PulgDocumento2 pagineWPS Preliminar 6 PulgRodrigo AlonsoNessuna valutazione finora
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDocumento14 pagineProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Procedimientos SoldadurasDocumento13 pagineProcedimientos SoldadurasRickiemannNessuna valutazione finora
- PO-COM-04-A1 Registro de Torque de Uniones BridadasDocumento2 paginePO-COM-04-A1 Registro de Torque de Uniones Bridadasleudis valdezNessuna valutazione finora
- WPQ MacroservicioDocumento5 pagineWPQ MacroservicioMaldonado CarlosNessuna valutazione finora
- 8.3 Procedimiento Montaje de TuberiasDocumento16 pagine8.3 Procedimiento Montaje de TuberiasAntonio Chero CabreraNessuna valutazione finora
- Pintura de Acabado - Ultramastic - 850 - HSHBDocumento2 paginePintura de Acabado - Ultramastic - 850 - HSHBrooseveltNessuna valutazione finora
- Procedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Documento6 pagineProcedimiento Prueba Hidrostatica - Asme Secc Viii Div1 - 2012.1Jonathan Espinoza MejiaNessuna valutazione finora
- Pro. Decapadoy Pasivado ModificadoDocumento5 paginePro. Decapadoy Pasivado ModificadodiegoccenchoNessuna valutazione finora
- Prueba Neumatica Corregido 4Documento4 paginePrueba Neumatica Corregido 4Mendoza MVNessuna valutazione finora
- 22004.sco-08 Inspeccion Visual de SoldaduraDocumento14 pagine22004.sco-08 Inspeccion Visual de SoldaduraAlberto Watkins100% (1)
- Procedimiento de Alineación, Aplicacion de Soldadura y Montaje de Tuberia v1Documento12 pagineProcedimiento de Alineación, Aplicacion de Soldadura y Montaje de Tuberia v1Marlon Humberto Navarro AltamarNessuna valutazione finora
- Certificado de Homologación - 01-11-2019Documento1 paginaCertificado de Homologación - 01-11-2019Peter CallánNessuna valutazione finora
- AAB029Documento2 pagineAAB029Renzo TuestasNessuna valutazione finora
- Protocolo Pruebas HidrostaticaDocumento5 pagineProtocolo Pruebas HidrostaticaDiego SanchezNessuna valutazione finora
- Procedimiento de Rolado ModificacionDocumento7 pagineProcedimiento de Rolado ModificacionOscar GarzonNessuna valutazione finora
- P869-000-ME-PR-0008 Procedimiento Decapado y Pasivado Inox Rev. 1Documento7 pagineP869-000-ME-PR-0008 Procedimiento Decapado y Pasivado Inox Rev. 1Oskar Giancarlo Sifuentes Eche100% (2)
- Plantilla para Prueba VacíoDocumento2 paginePlantilla para Prueba VacíoJaime Vera100% (2)
- Procedimiento de Fabricación de TanquesDocumento9 pagineProcedimiento de Fabricación de TanquesJorge Maguiña LeyvaNessuna valutazione finora
- Col-Obr-Op2634-024 Retiro e Instalacion de Aislamiento Termico B-2955Documento5 pagineCol-Obr-Op2634-024 Retiro e Instalacion de Aislamiento Termico B-2955michaelrivaldo79Nessuna valutazione finora
- FO 720 01 R0 Recepcion de Materiales5Documento1 paginaFO 720 01 R0 Recepcion de Materiales5Andrés DPNessuna valutazione finora
- MP-42!00!161715 Procedimiento Instalacion de Ciegos Rev. - 1Documento9 pagineMP-42!00!161715 Procedimiento Instalacion de Ciegos Rev. - 1•It's Mari Cami•Nessuna valutazione finora
- P ProcedimientoDocumento9 pagineP ProcedimientoreneluisperezNessuna valutazione finora
- 044-2014-TM - OBM - PRO-01 Procedimiento de Montaje de Tanque 151,000 GLNDocumento19 pagine044-2014-TM - OBM - PRO-01 Procedimiento de Montaje de Tanque 151,000 GLNOscar CusingaNessuna valutazione finora
- Los Criterios de Inspeccion y La CalidadDocumento29 pagineLos Criterios de Inspeccion y La CalidadMarcelo Aguilera100% (2)
- Planilla Identificacion de Valvulas PSV - 57481Documento1 paginaPlanilla Identificacion de Valvulas PSV - 57481Inflales Camas Elasticas La PlataNessuna valutazione finora
- Procedimiento para Pruebas de Vacio en TanquesDocumento8 pagineProcedimiento para Pruebas de Vacio en TanquesCamilo Araujo100% (4)
- PMO-PR-12, PROCEDIMIENTO DE PRUEBAS NEUMATICAS Pads de RefuerzoDocumento6 paginePMO-PR-12, PROCEDIMIENTO DE PRUEBAS NEUMATICAS Pads de RefuerzoCesarHernandezNessuna valutazione finora
- Ppi HdpeDocumento3 paginePpi Hdpejnu6mnju6njNessuna valutazione finora
- Plan de Calidad Fabricacion y Montaje Lineas de TuberiaDocumento94 paginePlan de Calidad Fabricacion y Montaje Lineas de Tuberiajavier_gutierrez_2375% (4)
- Dim PR 089 21 Prueba NeumaticaDocumento4 pagineDim PR 089 21 Prueba NeumaticaDaniela M Gutiérrez SierraNessuna valutazione finora
- Prueba Hidrostatica A Lineas de Tuberias.Documento9 paginePrueba Hidrostatica A Lineas de Tuberias.luis89% (9)
- Procedimiento Prueba Neumatica TanquesDocumento3 pagineProcedimiento Prueba Neumatica TanquesMarvin William Montes CristoNessuna valutazione finora
- Inspeccion VisualDocumento1 paginaInspeccion VisualTapias MariaisabelNessuna valutazione finora
- Verticalidad ColumnasDocumento2 pagineVerticalidad ColumnasTapias MariaisabelNessuna valutazione finora
- Control Dimensional - PeakingDocumento2 pagineControl Dimensional - PeakingTapias MariaisabelNessuna valutazione finora
- Limpieza y PinturaDocumento1 paginaLimpieza y PinturaTapias MariaisabelNessuna valutazione finora
- Formatotintas PenetrantesDocumento2 pagineFormatotintas PenetrantesTapias MariaisabelNessuna valutazione finora
- Control Dimensional - BandingDocumento2 pagineControl Dimensional - BandingTapias MariaisabelNessuna valutazione finora
- 14 - Protocolo TanqueDocumento2 pagine14 - Protocolo TanqueTapias MariaisabelNessuna valutazione finora
- Co-Ht - Esmalte Uretano S 36 PDFDocumento3 pagineCo-Ht - Esmalte Uretano S 36 PDFWilmerRativaNessuna valutazione finora
- Especificaciones Procedimiento de Soldadura Welding Procedure Specification-WPSDocumento4 pagineEspecificaciones Procedimiento de Soldadura Welding Procedure Specification-WPSTapias MariaisabelNessuna valutazione finora
- 13 - Validacion de Actividades OkDocumento33 pagine13 - Validacion de Actividades OkTapias MariaisabelNessuna valutazione finora
- 09 - Control Dimensional - PeakingDocumento2 pagine09 - Control Dimensional - PeakingTapias MariaisabelNessuna valutazione finora
- 10 - Torque A Juntas BridadasDocumento2 pagine10 - Torque A Juntas BridadasTapias MariaisabelNessuna valutazione finora
- 10 - Torque A Juntas BridadasDocumento2 pagine10 - Torque A Juntas BridadasTapias MariaisabelNessuna valutazione finora
- 11 - Prueba Hidrostatica A ValvulasDocumento2 pagine11 - Prueba Hidrostatica A ValvulasTapias MariaisabelNessuna valutazione finora
- 13 - Validacion de Actividades OkDocumento33 pagine13 - Validacion de Actividades OkTapias MariaisabelNessuna valutazione finora
- Co-Ht - Epoxifenólico S 45Documento3 pagineCo-Ht - Epoxifenólico S 45Milena Lemus FonsecaNessuna valutazione finora
- Co-Ht - Autoimprimante Epóxico HS FZDocumento3 pagineCo-Ht - Autoimprimante Epóxico HS FZTapias MariaisabelNessuna valutazione finora
- D1.1 Criterios Aceptación DiscontinuidadesDocumento4 pagineD1.1 Criterios Aceptación DiscontinuidadesEduardoPulidoNessuna valutazione finora
- GS-3017527-F-09-Aseguramiento de ComportamientosDocumento9 pagineGS-3017527-F-09-Aseguramiento de ComportamientosTapias MariaisabelNessuna valutazione finora
- Estructura PDFDocumento20 pagineEstructura PDFTapias MariaisabelNessuna valutazione finora
- Catalogo Resumido WestarcoDocumento2 pagineCatalogo Resumido Westarcodilgo0250% (4)
- PDT TK 50000-1cjDocumento2 paginePDT TK 50000-1cjTapias MariaisabelNessuna valutazione finora
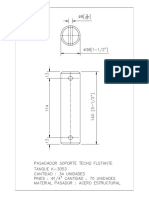
- Pasador Techo Flotante K-3053-ModelDocumento1 paginaPasador Techo Flotante K-3053-ModelTapias MariaisabelNessuna valutazione finora
- 08 - Control de SoldaduraDocumento2 pagine08 - Control de SoldaduraTapias MariaisabelNessuna valutazione finora
- Imr F Tec 02 Apertura Derecho ViaDocumento4 pagineImr F Tec 02 Apertura Derecho ViaTapias MariaisabelNessuna valutazione finora
- Plano de BoquillasDocumento1 paginaPlano de BoquillasTapias MariaisabelNessuna valutazione finora
- Polipastos YALEDocumento88 paginePolipastos YALEJoel Moore100% (1)
- 22 - Apertura y Cierre de Manholes 2 OkDocumento7 pagine22 - Apertura y Cierre de Manholes 2 OkTapias MariaisabelNessuna valutazione finora
- 58 Desmantelamiento Membrana Techo 824 - Con ComentariosDocumento10 pagine58 Desmantelamiento Membrana Techo 824 - Con ComentariosTapias MariaisabelNessuna valutazione finora