Potrebbero piacerti anche
- Hole Drilling TechniqueDocumento49 pagineHole Drilling TechniqueEdwin RodriguezNessuna valutazione finora
- Adams KlaubaDocumento14 pagineAdams KlaubaRafael NunesNessuna valutazione finora
- Rolling Processes: 5-1 IntroductionDocumento12 pagineRolling Processes: 5-1 IntroductionRafael NunesNessuna valutazione finora
- Hanoglu Rolling PDFDocumento58 pagineHanoglu Rolling PDFAnonymous f3fLWLGALNessuna valutazione finora
- Rolling PDFDocumento69 pagineRolling PDFSimanchal KarNessuna valutazione finora
- Solutions Manual - Materials Processing in Manufacturing DemargoDocumento357 pagineSolutions Manual - Materials Processing in Manufacturing DemargoShujjat Abbas83% (6)
- Simultaneous Ion of Multiple Quality CharacteristicsDocumento5 pagineSimultaneous Ion of Multiple Quality CharacteristicsRafael NunesNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Bjorn Tore Lovfall TriallectureDocumento45 pagineBjorn Tore Lovfall Triallecturegreenhen15Nessuna valutazione finora
- Summer Internship Project On Durian Laminates PDFDocumento82 pagineSummer Internship Project On Durian Laminates PDFShubham MittalNessuna valutazione finora
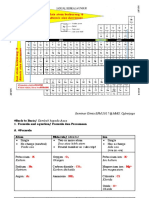
- Seminar Kimia SPM Mmu 2017 CG Adura Jawapan Kertas 2 PDFDocumento48 pagineSeminar Kimia SPM Mmu 2017 CG Adura Jawapan Kertas 2 PDFNoorleha Mohd YusoffNessuna valutazione finora
- TeccDocumento8 pagineTeccChristian Galvez BarrantesNessuna valutazione finora
- FM (MEE84) Module-1 PresentationDocumento29 pagineFM (MEE84) Module-1 Presentationsonic somannaNessuna valutazione finora
- Boyle-s-Law-Lesson-Plan in ChemistryDocumento3 pagineBoyle-s-Law-Lesson-Plan in ChemistryHavana Jabay SherrylynNessuna valutazione finora
- How To Build A Catalytic Test Reactor: Raoul Naumann D'alnoncourtDocumento55 pagineHow To Build A Catalytic Test Reactor: Raoul Naumann D'alnoncourtFrançois LeroyNessuna valutazione finora
- Selection of Manufacturing Process Related Projects: Baverstam Associates, IncDocumento5 pagineSelection of Manufacturing Process Related Projects: Baverstam Associates, IncsandeshkwNessuna valutazione finora
- Exceptional Electronic Configuration Atomic StructureDocumento1 paginaExceptional Electronic Configuration Atomic StructurenischayNessuna valutazione finora
- MMUP EXAM JMQDocumento3 pagineMMUP EXAM JMQmaninambiramNessuna valutazione finora
- Food Science Lab Report 2Documento6 pagineFood Science Lab Report 2Hazim Hs100% (1)
- CDH Product Catalogue 2018 19Documento340 pagineCDH Product Catalogue 2018 19Matriya NitinNessuna valutazione finora
- Ultra Thin WhitetoppingDocumento21 pagineUltra Thin WhitetoppingDHRUV KDMC ProjectsNessuna valutazione finora
- Welding Journal 1959 8Documento142 pagineWelding Journal 1959 8AlexeyNessuna valutazione finora
- Pole Foundation Design WPDocumento2 paginePole Foundation Design WPManthan RadadiaNessuna valutazione finora
- Consumable Log Sheet - 2019Documento3 pagineConsumable Log Sheet - 2019vinothNessuna valutazione finora
- IGCSE ChemistryDocumento297 pagineIGCSE ChemistrysalmasomaNessuna valutazione finora
- Chapter 4 ElectrolysisDocumento8 pagineChapter 4 ElectrolysisPremNessuna valutazione finora
- Nde Procedure Magnetic Particle TestingDocumento20 pagineNde Procedure Magnetic Particle Testingryan.s100% (1)
- Ulman Part 1Documento1.000 pagineUlman Part 1Yana RahmadaniNessuna valutazione finora
- Extraction and Purification of Bioactive CompoundsDocumento22 pagineExtraction and Purification of Bioactive CompoundsamirahNessuna valutazione finora
- The Basics of Tube & Pipe Bending: Tracto-Technik GMBH SpezialmaschinenDocumento19 pagineThe Basics of Tube & Pipe Bending: Tracto-Technik GMBH SpezialmaschinenYasser BouktirNessuna valutazione finora
- Sae J1058-1999Documento6 pagineSae J1058-1999goeway100% (3)
- Extraction Check Valve Afr AW-10-40Documento6 pagineExtraction Check Valve Afr AW-10-40Shanmuganathan ShanNessuna valutazione finora
- 2011 Final AnswerDocumento8 pagine2011 Final Answerxuan1002Nessuna valutazione finora
- Ms 150 PDFDocumento1 paginaMs 150 PDFMrr KuxNessuna valutazione finora
- LPS precision fastener manufacturerDocumento16 pagineLPS precision fastener manufacturerHiren SonarNessuna valutazione finora
- Guide To Polyolefin Injection Molding 5979Documento50 pagineGuide To Polyolefin Injection Molding 5979brijeshmaurya2100% (1)
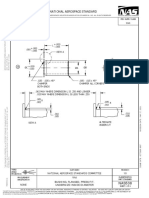
- National Aerospace Standard: Fed. Supply ClassDocumento4 pagineNational Aerospace Standard: Fed. Supply ClassGlenn CHOU100% (1)
- Sapal Rtu PDFDocumento2 pagineSapal Rtu PDFJay ar TenorioNessuna valutazione finora