Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- StradaDocumento4 pagineStradayzk14Nessuna valutazione finora
- Resume Mithun UpdatedDocumento7 pagineResume Mithun UpdatedmithunNessuna valutazione finora
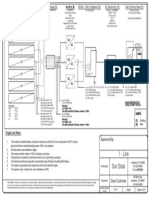
- Sample Solar Permit Plan - 1 Line Drawing PDFDocumento1 paginaSample Solar Permit Plan - 1 Line Drawing PDFSAEL SOLARNessuna valutazione finora
- Enterprise, Innovation Creativity 2018-19 S3 CourseworkDocumento7 pagineEnterprise, Innovation Creativity 2018-19 S3 CourseworkSajidNessuna valutazione finora
- ISN SM 50 ManualDocumento8 pagineISN SM 50 Manualsinggih bramantyoNessuna valutazione finora
- Ee8602 Protection and SwitchgearDocumento2 pagineEe8602 Protection and SwitchgeararwinNessuna valutazione finora
- Finaldc 2Documento10 pagineFinaldc 2Noel BactonNessuna valutazione finora
- 1993 - Distillation Column TargetsDocumento12 pagine1993 - Distillation Column TargetsOctaviano Maria OscarNessuna valutazione finora
- Flow Chart Fixed Column BasesDocumento4 pagineFlow Chart Fixed Column BasesstycnikNessuna valutazione finora
- Atmos GIGA N 32-160Documento1 paginaAtmos GIGA N 32-160Efril dilen franciscoNessuna valutazione finora
- SwephprgDocumento94 pagineSwephprgAbhisekAcharyaNessuna valutazione finora
- R Programming CheatsheetDocumento6 pagineR Programming CheatsheetAnand PrasadNessuna valutazione finora
- W6 ReadmeDocumento15 pagineW6 ReadmewerewNessuna valutazione finora
- Third Party Inspection Report: Industry & Facilities Division Page 1 of 9Documento9 pagineThird Party Inspection Report: Industry & Facilities Division Page 1 of 9mustafa nasihNessuna valutazione finora
- Oxford EQ ManualDocumento29 pagineOxford EQ ManualCasar1973Nessuna valutazione finora
- Resilience and Vulnerability: Complementary or Conflicting Concepts?Documento25 pagineResilience and Vulnerability: Complementary or Conflicting Concepts?Shreyas SrivatsaNessuna valutazione finora
- The Comeback of Caterpillar (CAT), 1985-2001Documento12 pagineThe Comeback of Caterpillar (CAT), 1985-2001Anosh IlyasNessuna valutazione finora
- Electric Current and Ohm's Law - LecturesDocumento21 pagineElectric Current and Ohm's Law - LecturesMuhammad AhmadNessuna valutazione finora
- Manual (4906-9127)Documento6 pagineManual (4906-9127)LuisCabreraOroscoNessuna valutazione finora
- Sadi Mohammad Naved: Duties/ResponsibilitiesDocumento3 pagineSadi Mohammad Naved: Duties/ResponsibilitiesNick SanchezNessuna valutazione finora
- Iphone 6 Full schematic+IC BoardDocumento86 pagineIphone 6 Full schematic+IC BoardSIDNEY TABOADANessuna valutazione finora
- Track The 5 Most Important Call Center MetricsDocumento3 pagineTrack The 5 Most Important Call Center Metricssalesforce.comNessuna valutazione finora
- cGMP ChecklistDocumento31 paginecGMP ChecklistWerner Schrammel100% (1)
- WebSphere Installation InstructionsDocumento1 paginaWebSphere Installation InstructionsjcalaqNessuna valutazione finora
- Why Geomechanical Reservoir KpiDocumento43 pagineWhy Geomechanical Reservoir KpiKevin MusterNessuna valutazione finora
- MASTERSEAL 755 SPF v1 PDFDocumento2 pagineMASTERSEAL 755 SPF v1 PDFJaga Nath100% (1)
- Netapp Simulator - Installation Steps UbuntuDocumento2 pagineNetapp Simulator - Installation Steps UbuntukodurumanojkumarNessuna valutazione finora
- BASH Shell Scripting SyllabusDocumento4 pagineBASH Shell Scripting SyllabusAdzmely Mansor100% (1)
- ICMT Valve With ICAD Motor Control Using A Pressure Input SignalDocumento2 pagineICMT Valve With ICAD Motor Control Using A Pressure Input SignalvickersNessuna valutazione finora
- Sixth Sense Technology: Submitted By: Sushma Singh EC (B) 0906831087Documento23 pagineSixth Sense Technology: Submitted By: Sushma Singh EC (B) 0906831087Swechha KambojNessuna valutazione finora